THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRẠC 3 XE MÔTO



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRẠC 3 XE MÔTO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết
I. PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT
1.Vật liệu là thép C45 là thép kết cấu, có trung bình Cacbon 0.45%C được dùng làm chi tiết chịu tải không cao như trục khuỷu của động cơ ô tô nhỏ và trung bình trục truyền, thanh truyền, thanh nối, bánh răng tốc độ chậm.
Cơ tính của thép C45 như sau:
Cacbon (C) từ 0.4 -0.5 %
Silic (Si) từ 0.17-0.37 %
Man gan (Mn) từ 0.5-0.8 %
Lưu huỳnh (S) 0.045 %
Photpho (P) 0.045 %
Niken (Ni) 0.3 %
Crom (Cr) 0.3 %
2. Cơ tính và độ cứng vật liệu
- C45 là vật liệu có độ bên kéo, độ dẻo, độ dai tốt và chịu va đập, chịu nén tốt
- C45 có HB = 170-207
II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU VÀ HÌNH DẠNG CỦA CHI TIẾT
Tính công nghệ trong kết cấu là một tính chất quan trọng của sản phẩm hoặc chi tiết cơ khí nhằm đảm bảo lượng kim loại tiêu hao là thấp nhất, lượng dư gia công là nhỏ nhất, giá thành sản phẩm sau khi gia công là thấp nhất trong một điều kiện sản xuất nhất định.
Đối với các chi tiết càng nói chung, bề mặt làm việc chủ yếu là các bề mặt của những lỗ chính vì vậy khi thiết kế cần chú ý đến kết cấu của nó như:
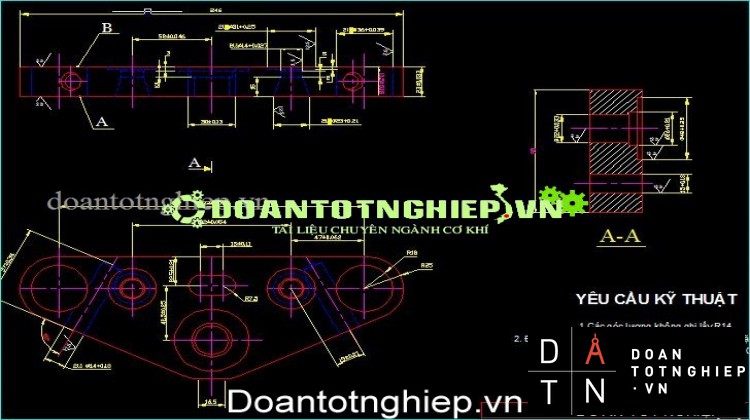
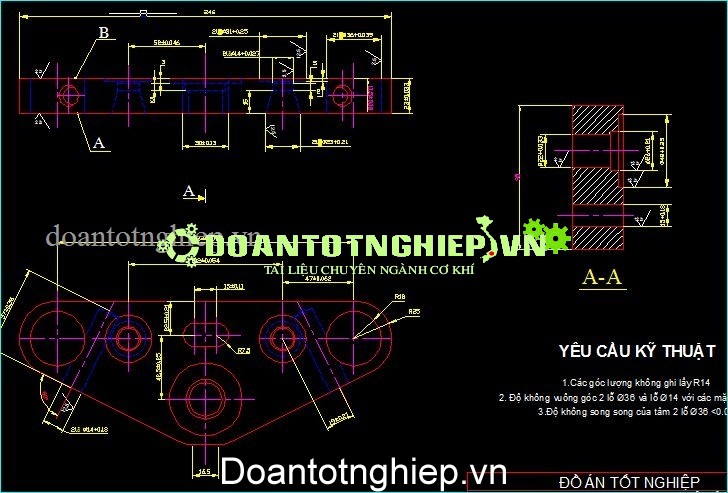
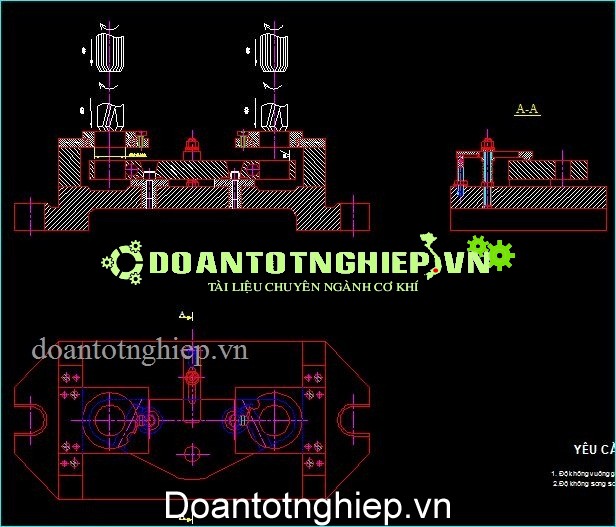
- Độ không song song giữa 2 mặt A va B với các lỗ chính Φ36 và Φ22 khoảng 0.05-0.025 mm/ 100 mm bán kính mặt đầu.
- Độ không vuông góc của tâm các lỗ Φ36 vàΦ22 với mặt đầu khoảng 0.05-0.01 mm/100 mm bán kính.
- Khoảng cách giữa 2 tâm lỗ Φ36:196±0.1
- Các kích thước 2 lỗ Φ36+0.039,lỗ Φ22+0.033
+ Hình dáng thuận lợi cho việc gia công nhiều chi tiết cùng một lúc,
+ Hình dáng thuận lợi cho việc chọn chuẩn thô, chuẩn tinh thống nhất.
III.PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
- Độ chính xác về kích thước:
a. Kích thước có chỉ dẫn dung sai.
- Kích thước Φ36+0.039
+ Kích thước danh nghĩa Dn =36
+ Sai lệch giới hạn trên: ES=0.039 mm
+ Sai lệch giới hạn dưới: EI=0 mm
+ Dung sai TD=ES-EI=0.039
+ Tra bảng 1.14 ( sổ tay dung sai ) => kích thước Φ36+0.039 đạt CCX 8 thuộc miền dung sai Φ36 H8
- Kích thước Φ22+0.033
+ Kích thước danh nghĩa Dn =22
+ Sai lệch giới hạn trên: ES=0.033 mm
+ Sai lệch giới hạn dưới: EI=0 mm
+ Dung sai TD=ES-EI=0.033
+ Tra bảng 1.14 ( sổ tay dung sai ) => kích thước Φ22+0.033 đạt CCX 8 thuộc miền dung sai Φ22 H8
- Kích thước Φ14+0.027
+ Kích thước danh nghĩa Dn =14
+ Sai lệch giới hạn trên: ES=0.027 mm
+ Sai lệch giới hạn dưới: EI=0 mm
+ Dung sai TD=ES-EI=0.027
+ Tra bảng 1.14 ( sổ tay dung sai ) => kích thước Φ14+0.027 đạt CCX 8 thuộc miền dung sai Φ14 H8
- Kích thước Φ14+0.18
+ Kích thước danh nghĩa Dn =14
+ Sai lệch giới hạn trên: ES=0.18 mm
+ Sai lệch giới hạn dưới: EI=0 mm.........................................
PHẦN 2 CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
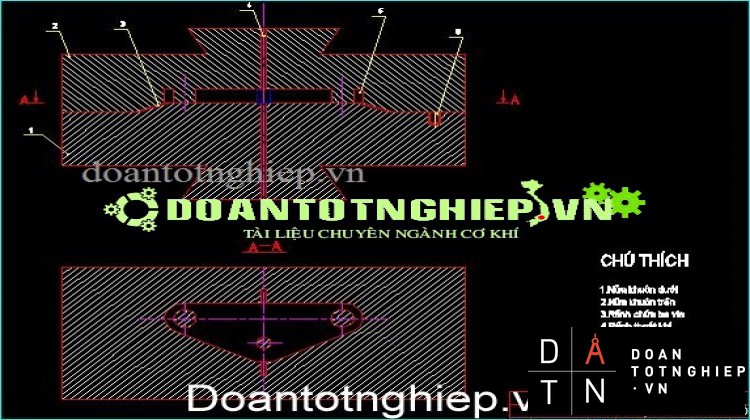
Thiết kế bản vẽ chi tiết lồng phôi

Phương pháp chọn phôi phụ thuộc vào chức năng kết cấu của chi tiết máy trong cụm máy, vật liệu sử dụng, yêu cầu kỹ thuật về hình dáng hình học, kích thước của chi tiết, quy mô và tính hàng loạt của sản xuất.
I.Chọn phôi
Chọn phôi có nghĩa là chọn loại vật liệu chế tạo, phương pháp hình thành phôi, xác định lương dư cho các bề mặt, tính toán kích thước và quyết định dung sai cho quá trình chế tạo phôi.
- Vật liệu chế tạo phôi là Thép C45
II. Phương pháp chế taọ phôi
1. Đúc trong khuôn cát.
a. Ưu điểm:
- Đúc được tất cả các vật liệu có tính nóng chảy.
- Đúc được những chi tiết có hình dạng phức tạp.
- Đúc có độ chính xác tương đối cao ,đạt cấp II.
- Giá thành phôi đúc thấp.
b. Nhược điểm:
- Khuôn chỉ sử dụng một lần.
- Chất lượng bề mặt không cao cần phải làm sạch sau khi đúc.
2. Đúc trong khuôn kim loại.
a. Ưu điểm:
- Tốc độ kết tinh của kim loại cao nhờ khả năng trao đổi nhiệt độ của hợp kim với thành khuôn cao do đó cơ tính của vật đúc tốt.
- Chất lượng bề mặt vật đúc tốt.
- Giá thành vật đúc sẽ giảm do khuôn có tuổi thọ và độ bền cao .
- Độ chính xác vật đúc cấp 11÷12, độ nhám Ra = 20.
b. Nhược điểm :
- Gía thành sản xuất khuôn cao nên chỉ phù hợp cho sản xuất hàng loạt.
- Không đúc được vật có thành mõng phức tạp hay có khối lượng lớn.
3.Phương pháp dâp nóng
a. Ưu điểm dập nóng:
+ Khuôn kín:
-Khi dập trong khuôn kín ta nhận được các chi tiết có độ chính xác cao hơn, tiêu tốn kim loai ít hơn năng suất cao hạ thấp tuổi thọ của khuôn và hạn chế hình thù của chi tiết dập
+ Khuôn hở:
- Khi dập trong khuôn hở phôi có trọng lượng lớn khoảng dưới 3 tấn hình dáng phức tạp.
b. Nhược điểm:
+ khuôn kín
- Trong lượng phôi nhỏ hơn khuôn hở khoảng 50-100 Kg, hình dáng đơn giản
+ Khuôn hở:
- Độ chính xác kém hơn khuôn kín, tiêu tôn kim loai lớn lỗ thủng hoặc lỗ sâu ở các vách bên không thể tạo ra được.
- Quy trình chế tạo vật đúc qua nhiều công đoạn năng suất không cao.
Kết luận : Từ những đặc điểm của các phương pháp chế tạo phôi trên ta thấy phương pháp chế tạo phôi trong khuôn cát là hợp lí nhất đối với chúng ta nên ta chọn phương pháp : Dâp trong khuôn kín vơi cấp chính xác 16
PHẦN 3 THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1.Xác định đường lối công nghệ
Với chi tiết là càng và dạng sản xuất là hàng loạt vừa, trong khi điều kiện sản xuất của nước ta các máy chủ yếu là vạn năng nên ta chọn phương pháp phân tán nguyên công và gia công tuần tự các bề mặt.
2.Chọn phương án gia công
Do vật liệu là thép nên ta có tuần tự gia công đã qua nguyên công I chuẩn bị phôi như sau:
- Bề mặt A do nguyên công III, V thực hiện, cần gia công mặt đầu có kích thước: 246.ứng với cấp chính xác cấp 8 độ phẳng Ra=2.5 do đó ta chọn phương pháp gia công cuối cùng là phay tinh.
- Bề mặt B do nguyên công II, IV thực hiện, cần gia công mặt đầu có kích thước: 246.ứng với cấp chính xác cấp 8 độ phẳng Ra=2.5 do đó ta chọn phương pháp gia công cuối cùng là phay tinh.
- 2lỗ14 và 2lỗ Φ 31 và vát mép 2lỗ Φ14 do nguyên công VI thực hiện, cần gia công lỗ có kích thước 14+0.027. vì dung sai là 0.027 ứng với cấp chính xác là 8 độ phẳng Ra=2.5 do đó ta chọn phương pháp gia công cuối cùng là doa và Φ 31 +0.25 CCX 12 phương án cuối cùng là khoét .
- 2 lỗ côn23 do nguyên công VII thực hiện, cần gia công lỗ có kích thước 23+0.21. vì dung sai là 0.21 ứng với cấp chính xác là 12 độ phẳng Ra=12.5 do đó ta chọn phương pháp gia công cuối cùng là khoan.
- 2lỗ14 do nguyên công VIII, IX thực hiện, cần gia công lỗ có kích thước 14+0.18. vì dung sai là 0.18 ứng với cấp chính xác là 12 độ phẳng Ra=12.5 do đó ta chọn phương pháp gia công cuối cùng là khoan.
- 2lỗ36 do nguyên công X thực hiện, cần gia công lỗ có kích thước 36+0.039. vì dung sai là 0.039 ứng với cấp chính xác là 8 độ phẳng Ra=2.5 do đó ta chọn phương pháp gia công cuối cùng là doa.
- Lỗ22 và Φ26 và Φ26 do nguyên công XI thực hiện, cần gia công lỗ có kích thước 22+0.033 và Φ26+0.21 và Φ26+0.25 vì dung sai là 0.033 ứng với cấp chính xác là 8 độ phẳng Ra=2.5 do đó ta chọn phương pháp gia công cuối cùng là doa và dung sai là 0.21 và 0.25 ứng với cấp chính xác là 12 độ phẳng Ra=12.5 do đó ta chọn phương pháp gia công cuối cùng là khoét.
- Lỗ 15 do nguyên công XII thực hiện, cần gia công lỗ 15, vậy ta chọn phương pháp gia công là khoan thô.
- Rãnh 15 do nguyên công XIII thực hiện cần gia công chiều dài rãnh 30±0.13 rộng 15±0.11 và ta cũng chọn phương án gia công là phay tinh.
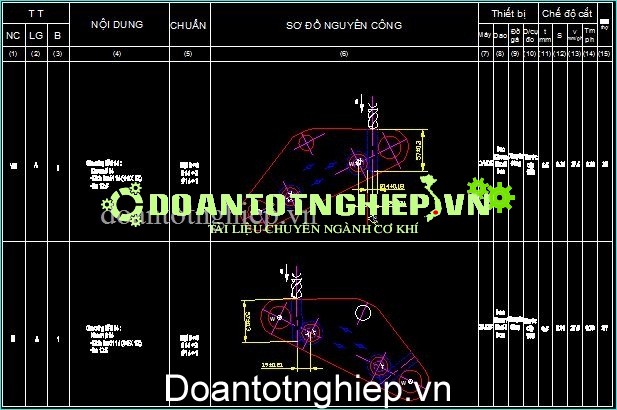
3.Lập tiến trình công nghệ và thiết kế nguyên công

Dựa vào hình dáng hình học của chi tiết và đường lối gia công chi tiết càng ta lập được các bước nguyên công sau:
- Nguyên công I: chuẩn bị phôi
- Nguyên công II: phay thô mặt B
- Nguyên công III: phay mặt A
- Nguyên công IV: phay tinh mặt B.....................................................................................
PHẦN 4 TÍNH VÀ THIẾT KẾ ĐỒ GÁ
A.ĐỒ GÁ KHOAN Φ14
1.Lập sơ đồ gá đặt
- Định vị chi tiết:
Chi tiết được định vị bằng phiến tỳ khử 3 bậc tự do, (theo atlat đồ gá trang 11) ta chọn phiến tỳ có thông số kỹ thuật sau:
- B = 40 mm
- H = 8 mm
- L = 50 mm
- Vật liệu: C45
- Số lượng: 2
Dùng chốt trụ định vị 2 bậc tự do ở bề mặt lỗ Φ14+0.043 vuông với mặt B ta có thông số kỹ thuật sau:
- D = 14 mm
- L = 50 mm
- Vật liệu: C45
- Số lượng: 1
Dùng chốt trám định vị 1 bậc tự do ở bề mặt lỗ Φ14+0.043 vuông với mặt B ta có thông số kỹ thuật sau:
- D = 14 mm
- d = 10 mm
- L = 50 mm
- Vật liệu: C45
- Số lượng: 1
- Kẹp chặt:
Chi tiết được nhờ đai ốc và vòng đệm chữ C.
2.Tính lực kẹp
Lực cắt P có phương song song với mặt định vị chính. Lực kẹp W có phương vuông góc với mặt định vị chính, đảm bảo khi gia công chi tiết được căn bằng lực không bị trượt và xoay quanh trục OY tổng các lực ma sát trên mặt định vị và khối đệm bằng lực cắt P và momen M.
K.M = ( W - P - G).f
Trong đó: K là hệ số an toàn
K= K0 . K1 . K2 . K3 . K4 .K5 . K6
- K0 hệ số an toàn cho tất cả trông các trường hợp K0=1.5
- K1 hệ số làm tăng lực cắt khi lượng dư và lực cắt không đồng đều K1 = 1
- K2 hệ số làm tăng lực cắt khi dao bị mòn K2=(1¸1.8) lấy K2=1
- K3 hệ số làm tăng lực cắt khi gia công gián đoạn K3= 1
- K4 hệ số tính đến sai số của cơ cấu kẹp chặt chọn K4= 1.3
- K5 hệ số tính đến mức độ thuận lợi của vị trí tay vặn trên cơ cấu kẹp chặt lấy K5 = 1.2
- K6 hệ số tính đến momen làm quay chi tiết K6 = 1.5
Do đó ta có: K= 1,5 . 1 . 1 . 1 . 1,3 . 1,2 . 1,5 = 3,51
M momen xoắn do dao gây ra M=133 KGmm
P lực cắt khi phay
G trọng lượng chi tiết
F hệ số ma sát f=(1.5¸2.5) lấy f=2
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRẠC 3 XE MÔTO, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết








