THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC ĐỠ MỚI


NỘI DUNG ĐỒ ÁN
MỤC LỤC
LỜI NÓI ĐẦU.. 1
CHƯƠNG I : PHÂN TÍCH CHI TIẾT GIA CÔNG.. 4
CHƯƠNG II : CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.. 14
CHƯƠNG III: LẬP BẢNG QUI TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.. 17
CHƯƠNG IV : BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ. 29
CHƯƠNG V : THIẾT KẾ ĐỒ GÁ 52
CHƯƠNG VI :KẾT LUẬN VỀ QUÁ TRÌNH CÔNG NGHỆ. 56
KẾT LUẬN.. 64
TÀI LIỆU THAM KHẢO.. 65
LỜI MỞ ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết dịnh trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mọi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Phát triển ngành công nghệ chế tạo máy phải được tiến hành đồng thời với việc phát triển nguồn nhân lực và đầu tư các trang bị hiện đại. Việc phát triển nguồn nhân lực là nhiệm vụ trọng tâm của các trường đại học,cao đẳng.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của các môn học như dung sai,máy công cụ,dụng cụ cắt……...và giúp cho họ làm quen với nhiệm vụ thiết kế, ĐỒ ÁN TỐT NGHIỆP là không thể thiếu được của sinh viên chuyên ngành chế tạo máy khi kết thúc năm học.
Sau một thời gian tìm hiểu với nhiệm vụ thiết kế quy trình công nghệ chế tạo trụ đỡ,và với sự chỉ bảo nhiệt tình của thầy giáo Nguyễn Văn Thông đến nay Em đã hoàn thành đồ án tốt nghiệp. Trong quá trình thiết kế và tính toán tất nhiên sẽ có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự chỉ bảo của các thầy cô giáo trong bộ môn công nghệ chế tạo máy và trong thực tế sau này được hoàn thiện hơn .
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG
I.) Phân tích chức năng và điều kiên làm việc:
1. Phân tích chức năng:
- Phân tích chức năng làm việc của chi tiết:
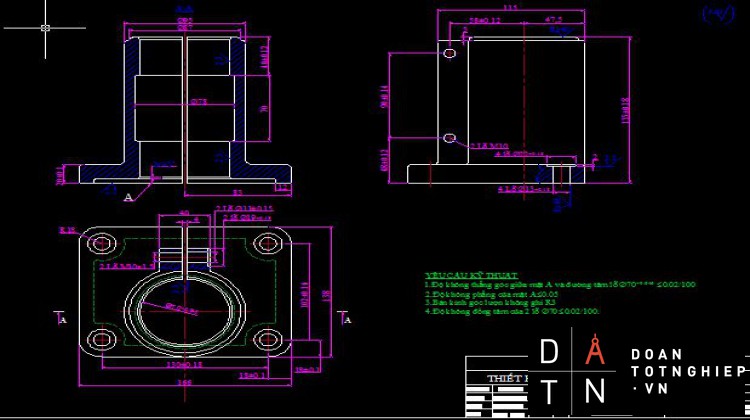
Trụ đỡ là loại chi tiết quan trọng dung để lắp trục .Trụ đỡ mới làm nhiệm vụ đỡ trục của chi tiết máy và xác định vị trí tương đối của chi tiết trục đó trong không gian nhất định, nhằm thực hiện một nhiệm vụ động học nào đó . Trụ đỡ còn làm nhiệm vụ của ổ trượt.
- Phân tích tính công nghệ trong kết cấu:
Trên trụ đỡ mới có nhiều mặt phải gia công với độ chính xác khác nhau và cũng
có nhiều bề mặt không phải gia công. Trụ đỡ mới được lắp ghép với một chi tiết máy nào đó nhờ mặt tiếp xúc A(mặt đáy). Bề mặt làm việc chủ yếu là lỗ trụ Φ70+0.046. vì vậy yêu cầu kỹ thuật của trụ đỡ là dung sai độ không vuông góc giữa mặt A và đường tâm lỗ Φ70+0.046 < 0.02/100, dung sai độ không phẳng mặt A<0.05
2. Điều kiện làm việc của chi tiết gia công:
Chi tiết gia công làm việc trong điều kiện chịu rung nên được chế tạo bằng gang xám
II.)Phân tích vật liệu và cơ tính vật liệu :
1.Phân tích vật liệu:
Trụ đỡ được chế tạo bằng vật liệu là gang xám:
- Kí hiệu GX 15-32 theo TCVN trong đó:
+ GX : là kí hiệu gang xám.
+ 15 : Giới hạn bền kéo 150 kg/mm2 .
+ 32 : Giới hạn bền uốn 320 kg/ mm2 .
- Thành phần hóa học của gang xám 15-32 :
+ C : 3 ¸ 38 %
+ Si : 0.5 ¸ 3 %
+ Mn : 0.5 ¸ 0.8 %
+ P : 0.15 ¸ 0.4 %
2. Cơ tính vật liệu :
- Gang xám có cấu trúc tinh thể là các bon ở dạng tự do ( Graphit). Graphit có độ bền cơ học rất kém, nó làm giảm độ bền chặt của tổ chức kim loại do đó gang xám có sức bền kéo nhỏ, độ dẻo và độ dai kém.
- Tuy nhiên, ưu điểm của graphit có trong gang xám là làm tăng độ chịu mòn của gang vì nó có tác dụng như một chất bôi trơn. Graphit còn làm cho phôi gang dễ bị vụn khi cắt gọt. Ngoài ra graphit còn có tác dụng làm tắt nhanh các rung động của máy.
- Độ cứng của gang xám :HB = 163¸ 229 kg/ cm3
III.)Phân tích độ chính xác gia công:
1. Kích thước:
- Kích thước : ø70 +0.046 kích thước lỗ
Có : Kích thước danh nghĩa : D = 70 (mm)
ES = + 0.046 (mm)
EI =0
IT = ES – EI = 0.046 mm
Cấp chính xác cấp 8
Theo bảng 1-4 TCVN2244 – 99 : kích thước ø70+0.046
thuộc miền dung sai H
Vậy : ø70 +0.046 = ø70H8
-Kích thước : 4xø13+0.18
Kích thước danh nghĩa 13
Đạt cấp chính xác IT12.
Theo bảng 1-4 : TCVN2244-99
ES = + 0,18(mm)
EI = 0
IT = ES – EI = 0.18(mm)
Vậy : 13 = ø13 +0.18
Kích thước : 4x ø22+0.18
Kích thước danh nghĩa 22
Đạt cấp chính xác IT12.
Theo bảng 1-4: TCVN2244-99
ES = + 0,18(mm)
EI = 0
IT = ES – EI = 0.18(mm)
Vậy : 22 = ø22 +0.18
-Kích thước : 2xø11±0.15
Kích thước danh nghĩa 11
Đạt cấp chính xác IT13.
Theo bảng 1-4: TCVN2244-99
ES = + 0,15(mm)
EI = -0,15(mm)
IT = ES – EI = 0.3(mm)
Vậy : 11 = ø11 ±0.15
Kích thước : ø19+0.18
Kích thước danh nghĩa 19
Đạt cấp chính xác IT12.
Theo bảng 1-4: TCVN2244-99
ES = + 0,18(mm)
EI = 0
Vậy : 19 = ø19+0.18
IT = ES – EI = 0.18(mm)
-Kích thước :102 ±0.16
Kích thước danh nghĩa 102
Đạt cấp chính xác IT12.
Theo bảng 1-4 : TCVN2244-99
ES = + 0,16(mm)
EI = -0,16 mm
IT = ES – EI = 0.32(mm)
Vậy : 102=102±0.16
-Kích thước :90 ±0.14
Kích thước danh nghĩa 90
Đạt cấp chính xác IT12.
Theo bảng 1-4: TCVN2244-91
ES = + 0,14(mm)
EI = -0,14 mm
IT = ES – EI = 0.28(mm)
Vậy : 90=90±0.14
-Kích thước :48 ±0.12
Kích thước danh nghĩa 48
Đạt cấp chính xác IT12.
Theo bảng 2-7 : TCVN2244-91
ES = + 0,12 (mm)
EI = -0,12 mm
IT = ES – EI = 0.24(mm)
Vậy : 48=48±0.12
-Kích thước :58 ±0.12
Kích thước danh nghĩa 58
Đạt cấp chính xác IT12.
Theo bảng 2-7 : TCVN2244-91
ES = + 0,12(mm)
EI = -0,12 mm
IT = ES – EI = 0.24(mm)
Vậy : 58=58±0.12
-Kích thước :130 ±0.18
Kích thước danh nghĩa 130
Đạt cấp chính xác IT12.
Theo bảng 2-7 : TCVN2244-91
ES = + 0,18(mm)
EI = -0,18 mm
IT = ES – EI = 0.36(mm)
Vậy : 130=130±0.18
- Kích thước : 155 ±0.18
Có : Kích thước danh nghĩa : D =155 (mm)
ES = + 0.18 mm
EI =-0.18 mm
IT = ES – EI = 0.36(mm)
Cấp chính xác cấp 12
Theo TCVN2244 – 91 : kích thước 155±0.18
Vậy : 155 = 155 ±0.18
-Kích thước :4±0.04
Kích thước danh nghĩa 4
Đạt cấp chính xác IT12.
Theo bảng 2-7 : TCVN2244-91
ES = + 0,04(mm)
EI = -0,04
IT = ES – EI = 0.08(mm)
Vậy : 4= 4±0.04
- Kích thước : 20 ±0.1
Có : Kích thước danh nghĩa : D =20 (mm)
Cấp chính xác cấp 12
Theo TCVN2244 – 91 : kích thước 20 ±0.1
ES = + 0.1mm
EI =-0.1mm
IT = ES – EI = 0.2(mm)
Vậy : 20 = 20±0.1
-Kích thước : ø 95±1.2
Kích thước danh nghĩa 95
Nên đạt cấp chính xác IT12-14.
Theo bảng 2-7 : TCVN2244-91
ES = + 1.2(mm)
EI = -1.2
Vậy : 95=95±1.2
-Kích thước : ø 78±1
Kích thước danh nghĩa78
Nên đạt cấp chính xác IT12-14.
Theo bảng 2-7 : TCVN2244-91
ES = + 1 mm
EI = -1 mm
Vậy : 78 =78±1
-Kích thước :138±1.2
Kích thước danh nghĩa138
Nên đạt cấp chính xác IT16.
Theo bảng 2-7 : TCVN2244-91
ES = + 1,2 (mm)
EI = -1,2
Vậy : 138=138±1.2
-Kích thước :166±1.2
Kích thước danh nghĩa 166
Nên đạt cấp chính xác IT16.
Theo bảng 2-7 : TCVN2244-91
ES = + 1,2(mm)
EI = -1,2
Vậy : 166=166±1.2
-Kích thước :40±0.8
Kích thước danh nghĩa 40
Nên đạt cấp chính xác IT16.
Theo bảng 2-7 : TCVN2244-91
ES = + 0,8 mm
EI = -0,8 mm
Vậy : 40=40±0.8
-Kích thước : 115±1.2
Kích thước danh nghĩa 115
Theo bảng 2-7 : TCVN2244-91
ES =+ 1.2 mm
EI = -1.2 mm
Vậy : 115= 115±1.2
-Kích thước : 70±1
Kích thước danh nghĩa 70
Theo bảng 2-7 : TCVN2244-91
ES =+ 1mm
EI = -1mm
Vậy : 70= 70±1
2. Độ chính xác về vị trí tương quan
Vị trí tương quan có chỉ dẫn (ghi thành yêu cầu kỹ thuật) tra theo TCVN384-93, sách sổ tay cnctm tập 1.
Dung sai độ không phẳng của mặt A<0.05
Có IT= 0.5(mm) = 50 (µm)
Dung sai độ không vuông góc giữa mặt A và đường tâm lỗ
Φ70+0.046<0.02/100
Có IT= 0.2(mm) = 20 (µm)
- Phân tích hình dạng hình học của chi tiết:
-Dung sai độ thẳng,độ đồng trục,độ vuông góc,độ song song
Phân tích độ chính xác và chất lượng bề mặt gia công:
Phân tích độ nhẵn bề mặt chi tiết trụ đỡ những bề mặt yêu cầu độ nhám:
+ Lỗ Æ70: Ra 2.5
+ Mặt A: Ra 2.5
+ rãnh 4: Ra 2.5
+ Mặt B: Rz 40
+ Lỗ Æ 13: Ra 2.5
Giải thích kí hiệu :
- Ra : sai lệch trung bình số học
- Các số theo sau là các thông số nhám bề mặt:
+ Ra 2.5 : độ nhám cấp 6.
+ Rz 40 : độ nhám cấp 3.
IV: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Tính thể tích V của chi tiết trụ đỡ :
Dùng phần mềm pro/engineer để tính:
=> V= 0.7782 dm3
- Xác định khối lượng chi tiết
Ta có : m = v.g , với m : khối lượng chi tiết
V : thể tích chi tiết
g : trọng lượng riêng của vật liệu
ggx = ( 6,8474 )
Þ khối lượng con trượt trên :
m =0,7782. ( 6,847,4 ) = 5,32 kg
- Xác định sản lượng hàng năm của chi tiết Con trượt trên máy tiện :
Với khối lượng chi tiết 5,32 kg thuộc dạng sản xuất hàng loạt vừa
- Tra bảng 2 trang 13 giáo trình thiết kế công nghệ chế tạo máy sản lượng hàng năm là ( 200 - 500 ) sản phẩm / năm.
CHƯƠNG III: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Chọn phôi:
Vật liệu chế tạo Trụ Đỡ là gang xám GX 15 – 32, mà gang xám là vật liệu giòn có tính chảy loãng tốt, ít co ngót dễ cắt giọt, có tính đúc tốt nên ta chọn loại phôi đúc.
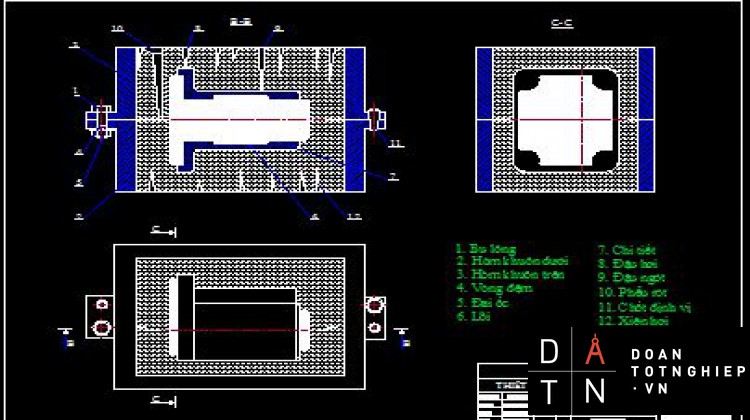
II. Chọn phương pháp đúc để chế tạo phôi
- Phương pháp đúc bằng khuôn kim loại: dùng để đúc kim loại và hợp kim màu có độ chính xác và độ nhẵn của phôi đúc rất cao thường dùng cho sản xuất hàng loạt lớn và hàng khối, mặt khác làm khuôn kim loại là rất đắt. Nên không thích hợp
- Phương pháp đúc ly tâm: Chỉ đúc được những sản phẩm có hình dáng tròn xoay thành ống mỏng nên không thích hợp.
- Phương pháp đúc bằng mẫu chảy: Dùng để đúc chi tiết có hình dáng rất phức tạp, việc làm mẫu chảy rất khó khăn và tốn kém vật liệu vì một mẫu chỉ đúc được một sản phẩm. Thường dùng cho sản xuất đơn chiếc. Nên không thích hợp.
- Phương pháp đúc bằng áp lực: Chủ yếu dùng để đúc kim loại và hợp kim màu nên không thích hợp.
- Phương pháp đúc trong khuôn cát: Đúc được tất cả các vật liệu có tính nóng chảy
- Thích hợp cho dạng sản xuất đơn chiếc hàng loạt nhỏ và hàng loạt vừa
- Đúc được những hình dạng phức tạp
- Vật liệu làm hòm khuôn CT3
- Vật liệu làm mẫu: có nhiều loại
- Hỗn hợp làm khuôn : cát , đất sét ( chất kết dính ) vật liệu phụ, nước…
Cho nên rất thích hợp cho việc chế tạo phôi bằng gang, đô chính xác tương đối cao , phù hợp cho dạng sản xuất hàng loạt vừa
· Do đó ta chọn phương pháp đúc trong khuôn cát, phôi đúc đạt được chính xác cấp II
III. Tính hệ số sự dụng vật liệu và khối lượng chi tiết gia công:
Ta có:
Trong đó : Gc : khối lượng chi tiết gia công
Gp : khối lượng của phôi
Để tính khối lượng của phôi được dễ dàng ta chia chi tiềt ra nhiều phần nhỏ để tính
Ta có :
Công thức tính hình hình hôp chữ nhật : V = a.b.c
V1 = a1.b1.c1 = 166.138.24=549792 mm3
V2 = a2.b2.c2 = 142.114.8 = 129504mm3
V3 = a3.b3.c3 = 132.40.20=105600 mm3
Công thức tính hình trụ : V = p.R2.h
V4 = p.R2.h =p. 47,52.135 =956909 mm3
V5 = p.R2.h =p.392.70 =334485 mm3
V6 = p.R2.h =p.312.85 =256621 mm3
Thể tích chung : V = V1+ V3 +V4 - (V2 + V5+ V6)
V = 891741 mm3
Khối lượng riêng của gang xám là : 6,8474 kg/dm3
m = V.D =891741 . 6,8474
m =6.1 kg
vậy khối lượng khi đúc là 6.1 kg
Vậy hệ số sự dụng khi đúc là :
Hệ số an toàn K = 0,87
CHƯƠNG III : BIỆN LUẬN NGUYÊN CÔNG
I.NGUYÊN CÔNG I: chuẩn bị phôi
Mục đích của nguyên công này là làm sạch những phần cát còn bám lại trên bề mặt chi tiết khi đúc xong.
Ta mài phẳng lại các phần thừa sau khi người phá khuôn đã đập gãy những đậu ngót, đậu rót, đậu hơi.
Kiểm tra kích thước phôi có đạt yêu cầu hay không nếu đạt thì tiến hành kiểm tra hình dạng hình học như độ phẳng, độ tròn……
Kiểm tra phôi có bị nứt, rổ khí, rổ xỉ. Nếu ta không kiểm tra khi gia công giữa chừng phôi xảy ra những sự cố thì chi tiết sẽ thành phế phẩm
Khi đúc xong, phải để phôi một thời gian để ổn định cấu trúc tinh thể, rồi mới tiến hành cắt gọt.
II. NGUYÊN CÔNG II : phay thô mặt A
1.Biện luận về thứ tự gia công :
-Ta phay mặt A trong nguyên công này mục đích là để tạo chuẩn tinh và làm chuẩn tinh thống nhất trong tất cả các nguyên công sau. Do đó, ta chọn phay mặt A trong nguyên công đầu tiên là hợp lí nhất
2.Về kích thước :
- Trong nguyên công này khi gia công cần phải đạt kích thước : 159 ± 0.3mm đạt CCX 14 vì nó xác định vị trí từ bề mặt chưa gia công và bề mặt gia công
Về độ nhám: khi phay mặt A cần phải đạt độ nhám Rz 40
3. Biện luận về chọn chuẩn gia công:
Ở đây ta chọn mặt C làm mặt định vị chính hạn chế 3 bậc tự do, mặt D 2 bậc tự do , mặt E chống xoay 1 bậc. Vậy số bậc tự do cần hạn chế khi phay mặt A là : 6 bậc tự do
Mục đích ta chọnC làm chuẩn thô vì mặt có lượng dư nhỏ, đều và đủ lớn để định vị, và không là mặt phân khuôn
4. Biện luận về chọn máy :
Để phay mặt trên ta có thể chọn nhiều máy như : 6H12, 6H82,6M82… nếu chi tiết khi phay mặt đáy mà gá trên máy phay 6H82 thì không hợp lí cho lắm. Vậy ta chọn máy phay 6H12 để gia công mặt A
Sau đây là các thông số cơ bản của máy phay 6H12
+Công suất động cơ N=7 Kw,hiệu suất máy=0.75
......................................................................còn tiếp
=>W1 = W2 = W/2 = 1140 (N).
V. xác định đường kính bulông kẹp:
Q = 2W1 = W = 2280 (N).
Áp dụng công thức :
1,3Q/(πd1/4) ≤ []k=>d1 ≥{1,3Q.4/π[]k}1/2
d1: là đường kính chân bulông.
Vật liệu làm bulông là thép C45
=> []ch = 300 (N/mm2)
=> []k = 0,5[]ch = 300.0,5 = 150 (N/mm2)
=>d1 = (1,3.2280.4/3,14.150)1/2 = 6 (mm).
=> Đường kính bulông kẹp là: d =d1/ 0.85= 6/0.85=7(mm)
=> Đường kính chân ren là : d1 =6 (mm)
c) Tính đường kính bu lông.
- Đường kính bu lông kẹp được tính theo công thức:
d ³
Trong đó: V. Lùc xiÕt. V = W = 1452,79kg P = 3,14 [sk]: Giíi h¹n bÒn kÐo sk = sch/S. B¶ng 8-3 [VI]
sch = 360 MPa B¶ng 8-1 [VI]
S = 3: HÖ sè an toµn. B¶ng 8-4 [VI]
=> sk = = 120 MPa = 12 kg
Thay số có: d = 15,6mm.
Chọn theo tiêu chuẩn lấy d = 16mm.
Chọn chiều dài cần thiết của chiều vặn.
- Mô men cần thiết để có lực kẹp W = 1452,79kg
M = 0,1.d.W + . .f.W.0,7.d
= 0,1.16.1452,79 + . .0,5.1452,79.0,7.16
= 4765,15 kgmm
- Với lực vặn của công nhân tác dụng lên tay vặn là 8kg thì chiều dài cần thiết của tay vặn là:
l = = = 595,5mm
d) Tính sai số cho phép để chế tạo đồ gá:
Sai số chế tạo đồ gá được tính theo công thức:
εct =
Trong đó: εgd = d = = 0,33mm = 33mm
εk = 0. Sai số kẹp chặt
εo = 0. Sai số chuẩn
εm = Sai số mòn
= 0,5.. Hệ số phụ thuộc vào kết cấu
N = 1 Số chi tiết được gia công trên đồ gá
εct =
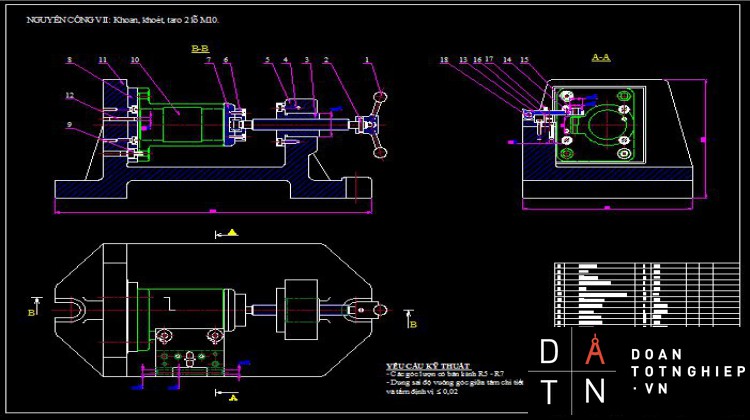
- Hướng dẫn sử dụng:
-Trước tiên ta phải nhã đai ốc kẹp ra sau đó kéo mỏ kẹp về. Ta đưa chi tiết vào định vị trước hết đưa chi tiết định vị vào mặt A sau đó định vị lên các chốt đỡ đầu phẳng và chốt trám chống xoay . Sau đó đẩy 2 bích kẹp vào và vặn chặt đai ốc kẹp lại. vì là mỏ kẹp liên động nên khi ta xiết đai ốc thì 2 bích kẹp đồng thời tác động kẹp chặt vào chi tiết. Khi gia công xong chi tiết thì ta nhã 2 đai ốc ra kéo 2 bích kẹp về nhấc chi tiết lên vừa qua khỏi chốt ngắn thì ta xoay nghiêng chi tiết để không bị vứng vào chốt chống xoay rồi lấy chi tiết ra 1 cách nhẹ nhàng.
- Cách bảo quản đồ gá:
-Sau khi gia công xong thì ta phải quét sạch phoi trên đồ gá , bôi dầu nhớt cho đồ gá, tra dầu nhớt vào các bulông đai ốc.
- Để nơi thoáng mát , tránh để nơi ẩm ướt sẽ gây rỉ sét đồ gá.
Khi sự dụng đồ gá phải thao tác nhẹ nhàng....................................................................................
KẾT LUẬN VỀ ĐỒ ÁN
Với sự hướng dẫn tận tình của thầy giáo, sau khi hoàn thành đồ án tốt nghiệp em đã hiểu thêm được nhiều vấn đề về công nghệ gia công chi tiết nói chung, ngoài ra em còn được học thêm về phương pháp thiết kế tài liệu công nghệ gia công chi tiết máy, đồng thời với các loại máy em dùng trong công nghệ chế tạo chi tiết của mình em cũng được hiểu sâu sắc hơn. em xin trân thành cảm ơn sự giúp đỡ của các thầy giáo trong bộ môn công nghệ chế tạo máy.có những chỉ bảo tận tình khi em gặp khó khăn trong khi làm đồ án tốt nghiệp này.
Hết
TÀI LIỆU THAM KHẢO
1.Sổ tay thiết kế công nghệ chế tạo máy –tập 1.
Trường Đại Học Bách Khoa Hà Nội -1970.
2. Sổ tay thiết kế công nghệ chế tạo máy –tập 2.
Nhà Xuất Bản Khoa Học Và Kỹ Thuật.
3.Hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy.
Lê Trung Thực – Đặng Văn Nghìn
Đại Học Bách Khoa Tp.HCM 1992.
4.Atlat đồ gá.
GS,TS Trần Văn Địch.
Nhà Xuất Bản Khoa Học- Kỹ Thuật.
5.Chế độ cắt gia công cơ khí .
Nguyễn Ngọc Đào-Hồ Viết Bình-Trần Thế San.
ĐH Sư Phạm Kỹ Thuật Tp.HCM.
6.Sổ tay dụng cụ cắt và dụng cụ phụ.
GS.TS Trần Văn Địch.
Nhà Xuất Bản Khoa Học –Kỹ Thuật.
7.Sổ tay dung sai – lắp ghép.
Ninh Đức Tốn-NXB Giáo Dục.





