THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG XY LANH XILANH BƠM CAO ÁP 3D CREO


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT XY LANH XILANH BƠM CAO ÁP, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
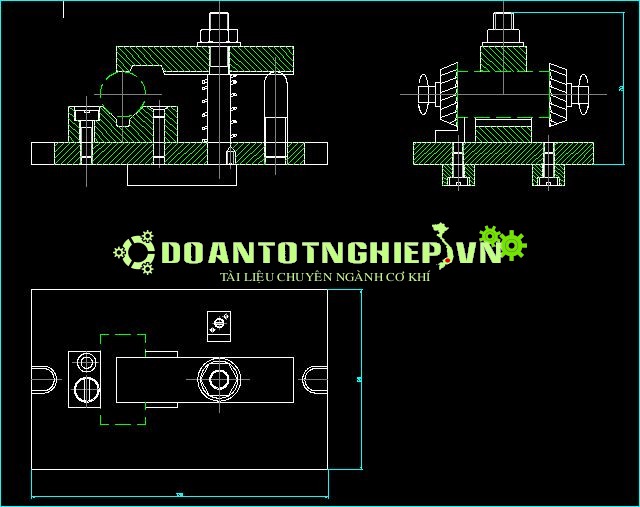
1.Phân tích tính công nghệ trong kết cấu của chi tiết:
- Chi tiêt dạng bạc được chế tạo từ phôi thép thanh.
- Về tính công nghệ khi gia công cơ thì chi tiết có nhược điểm:
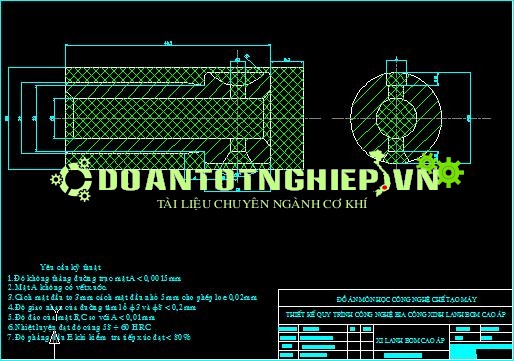
+ Rãnh R7 rất khó gia công đạt độ chích xác vị trí đã yêu cầu.
+ Do mặt lỗ O8 yêu cầu không có vết xước nên mặt lỗ này phải qua
rất nhiều bước gia công tinh để đạt được yêu cầu.
+ Các bề mặt còn lại thì không có yêu cầu gì khi gia công để đạt
được độ bóng và độ chính xác .
- Nhìn chung chi tiết xi lanh bơm cao áp có tính công nghệ trong điều
sản xuất hàng loạt.
2.Phân tích chức năng và điều kiện làm việc của chi tiết:
- Dựa vào bản vẽ chi tiết ta thấy đây là chi tiết dạng bạc
- Chức năng của xi lanh bơm cao áp:Tạo ra dầu có áp suất cao
- Điều kiện làm việc:Chi tiết làm việc trong điều kiện có áp suất cao.
3.Xác định dạng sản xuất:
- Sản lượng hàng năm: N = 5000(chi tiết)
- Trọng lượng của chi tiết được xác định theo công thức sau đây:
Q1= V.g (kG)
Trong đó: V:Thể tích của chi tiết
V = p.92.13 - p.72.27,5 - p.42.40,5
= p.1053 - p.1323 - p.648
= 5505,64 (mm3)
g: Trọng lượng riêng của vật liệu 7,852 (kG/dm3)
® Q1 = 5505,64.10-6 .7,852 = 0,04 (kG)
Þ Vậy dạng sản xuất : Hàng loạt vừa
4.Chọn phương pháp chế tạo phôi:
Ta thấy OLỗ < 20 mm nên ta chọn dùng phôi thép thanh tiết diện tròn
5.Thứ tự các nguyên công:
a.Tiến trình công nghệ:
- Nguyên công 1:Phay 2 mặt đầu
- Nguyên công 2:Tiện ngoài + Vát mép + Tiện vai
- Nguyên công 3:Tiện ngoài O18 +Vát mép
- Nguyên công 4:Khoan – Khoét – Doa –Vát – Vát mép lỗ O8
- Nguyên công 5:Vát mép
- Nguyên công 6: Khoan lỗ O3 +Khoét lỗ côn 60°
- Nguyên công 7: Phay rãnh
- Nguyên công 8:Nhiệt luyện
- Nguyên công 9: Nghiền lỗ
- Nguyên công 10: Kiểm tra
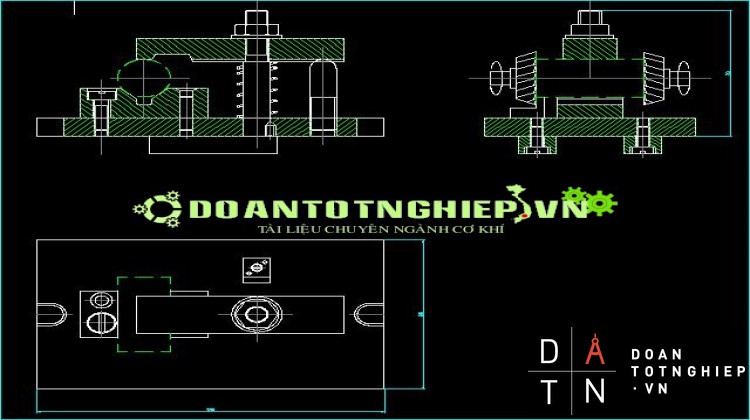
b.Thiết kế nguyên công:
- Nguyên công 1:Phay 2 mặt đầu
+ Định vị: Chi tiết được định vị trên mặt trụ ngoài
+ Kẹp chặt: Dùng khối V.Hướng của lưc kẹp vào tâm chi
tiết,phương của lực kẹp vuông góc với phương của
kích thước thực hiện
Chọn máy: Máy phay nằm ngang 678M.
Công suất của máy Nm= 1,7 KW
Chọn dao: Dao phay mặt đầu bằng thép gió.
Số răng của dao: 10 răng
Lượng dư gia công:Phay với lượng dư Zb= 3 mm
Chế độ cắt: Chiều sâu cắt t= 3 mm
Lượng chạy dao răng: Sr= 0,05 mm/vòng
Lượng chạy dao vòng:Sv= 0,05.10 = 0,5 mm/vòng
Tốc độ cắt: Tra theo bảng:Vb=55 m/ph
Các hệ số điều chỉnh:
Hệ số phụ thuộc vào cơ tính của thép:k1=0,34
Hệ số phụ thuộc vào trạng thái bề măt gia
công:k2= 1,0
Hệ số phụ thuộc vào chiều rộng phay:k3=1,0
Hệ số phụ thuộc vào dạng gia công:k4=1,0
Hệ số phụ thuộc vào chu kỳ bền dao:k5=1,0
Hệ số phụ thuộc vào góc nghiêng chính
j =30°:k6= 1,18
Tốc độ cắt tính toán là:Vt=Vb.k1.k2.k3.k4.k5.k6
= 55.0,34.1,0.1,0.1,0.1,0.1,18
= 22,06 m/ph
Tốc độ trục chính theo tính toán là:
nt= vòng/ph
Ta chọn sốvòng quay của máy:nm=160 vòng/ph
Tốc độ cắt thực tế:
Vtt= m/ph
Lượng chạy dao phút: Sp= 0,5.160 = 80 mm/ph
Nguyên công 2:Tiện ngoài + Vát mép + Tiện vai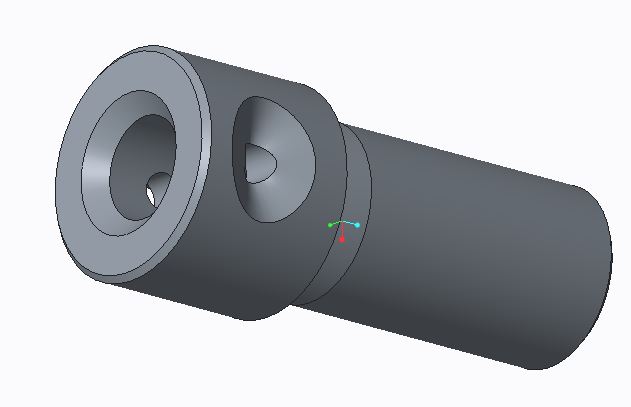
......................................................................................................................











