THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT THÂN HỘP 2018
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY CHI TIẾT THÂN HỘP 2018
NỘI DUNG
Thiết kế quy trình công nghệ chi tiết: THÂN HỘP
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy
- Bản vẽ chi tiết lòng phôi khổ giấy
- Bản vẽ sơ đồ nguyên lý khổ giấy
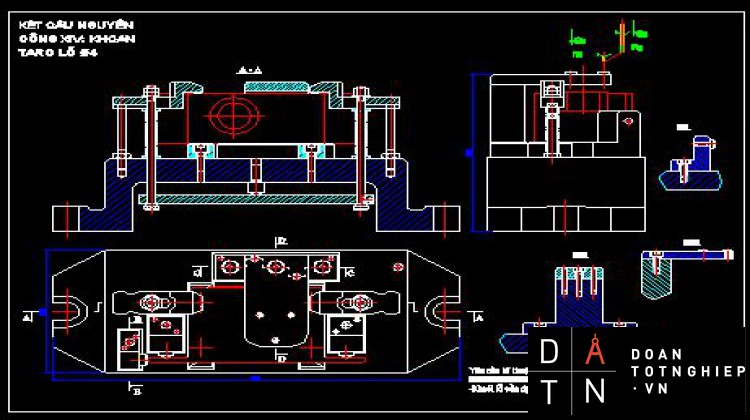
- 01 bản vẽ kết cấu nguyên công khổ giấy
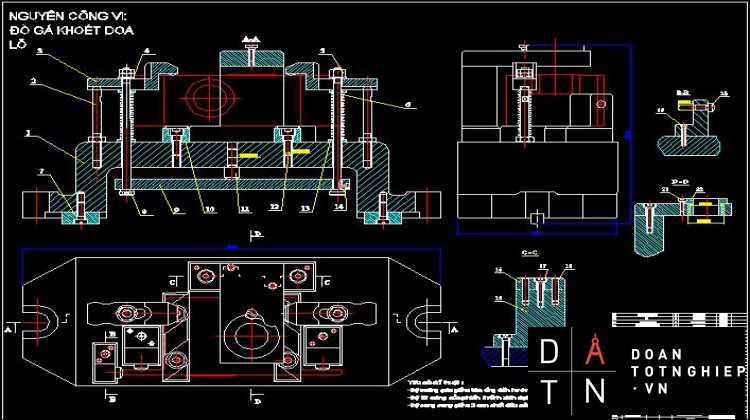
- 01 bản vẽ đồ gá khổ giấy
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công và dạng sản xuất.
- Phân tích phướng pháp chế tạo phôi.
- Chọn phương pháp chế tạo phôi.
- Lập bảng QTCN gia công cơ.
- Tính và thiết kế đồ gá.
- Kết luận về Đồ Án
- Tài liệu tham khảo.
- Mục lục.
- TÀI LIỆU THAM KHẢO
- Sổ tay công nghệ.
- Tính và thiết kế đồ gá.
- Nguyên lý thiết kế đồ gá.
- Chế độ cắt khi gia công cơ.
- Tập bảng tra dung sai.
- Sổ tay thiết kế chi tiết máy (tập 1,2,3)
- Thiết kế đúc.
- Sổ tay rèn luyện.
LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển với tốc độ nhanh và rất mạnh trong nhiều lĩnh vực như điện tử điện tử viễn thông…. Đặc biệt trong lĩnh vực thuộc ngành cơ khí.
Vậy cơ khí là gì?
Cơ khí là một ngành công nghiệp nặng, là then chốt và là cầu nối giữa các ngành khác. Nói đơn giản hơn cơ khí là máy móc. Vì sao cơ khí lại là cầu nói giữa các ngành khác?
Bởi vì cơ khí là máy móc và mọi thứ chúng ta sử dụng hằng ngày đều liên quan tới máy móc.
Vậy máy móc là gì ?
Máy móc là những thiết bị giúp chúng ta tiết kiệm thời gian, công sức và tăng năng suất lao động một cách hiệu quả nhất. Ví dụ:
- Khi trời nóng chúng ta sử dụng quạt hoặc máy điều hòa, đó là một loại máy móc.
- Khi cần nói chuyện với người ở cách xa chúng ta hàng trăm kilomet chúng ta sử dụng điện thoại, đó là một loại máy móc.
- Khi cần sao chép một văn bản chúng ta sử dụng máy photocopy, đó là máy móc
Ngày nay, cơ khí được tự động hóa để giảm thời gian công sức và tăng năng suất một cách tối ưu nhất. Nó thúc đẩy sự phát triển của đất nước trong thời kì công nghiệp hóa, hiện đại hóa của đất nước. Nhưng nó đòi hỏi nguồn lực có trình độ chuyên môn hóa cao, có thể phân tích giải quyết vấn đề, đồng thời tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ, từ đó đưa ra những phương thức gia công thích hợp cho từng yêu cầu đặt ra.
Trong cơ khí muốn đạt được chất lượng sản phẩm theo yêu cầu cũng như độ chính xác về kích thước, hình dáng hình học, vị trí tương quan phải hội tụ các yếu tố sau: máy, dao, đồ gá, chi tiết gia công.
Phải áp dụng các phương pháp gia công tiên tiến, thay vì áp dụng các phương pháp cổ điển trong gia công cắt gọt còn tồn tại nhiều khuyết điểm như gia công không đạt độ chính xác cao năng xuất thấp, nên cần một đội ngũ có trình độ khoa học kỹ thuật để áp dụng các phương pháp gia công tiên tiến hơn.
MỤC LỤC
NỘI DUNG Trang
Nội dung....................................................................................................... 1
Lời nói đầu.................................................................................................... 3
Lời cảm ơn.................................................................................................... 4
Nhận xét giáo viên........................................................................................ 5
Mục lục......................................................................................................... 6
Chương I: Phân Tích Chi Tiết Gia Công........................................................ 8
Chương II: Chọn Phương Pháp Chế Tạo Phôi............................................... 12
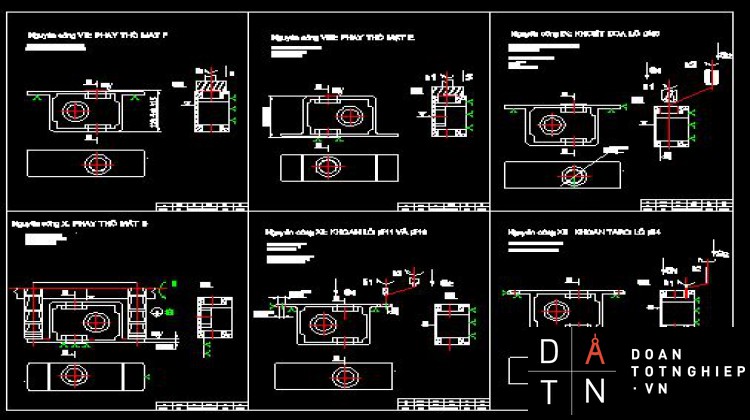
Chương III: Biện Luận Quy Trình Gia Công Cơ............................................ 13
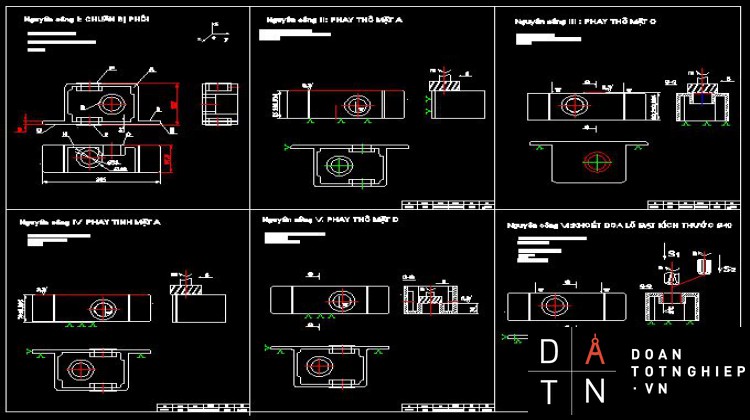
3.1 Nguyên công I:Chuẩn bị phôi................................................................ 13
3.2 Nguyên công II: Phay thô mặt A ........................................................... 13
3.3 Nguyên công III: Phay thô mặt C........................................................... 15
3.4 Nguyên công IV:Phay tinh mặt A.......................................................... 17
3.5 Nguyên công V: Phay thô mặt D............................................................ 20
3.6 Nguyên công VI: Khoét doa lỗ đạt kích thước Ø40................................ 21
3.7 Nguyên công VII:Phay thô mặt F.......................................................... 25
3.8 Nguyên công VIII:Phay thô mặt E......................................................... 27
3.9 Nguyên công IX:Khoét doa lỗ Ø40....................................................... 29
3.10 Nguyên công X: Phay thô mặt B.......................................................... 32
3.11 Nguyên công XI: Khoan lỗ Ø11 và Ø19............................................... 34
3.12 Nguyên công XII:Khoan và taro lỗ đạt kích thước Ø4........................ 38
3.13 Nguyên công XIII: Khoan và taro lỗ đạt kích thước Ø4....................... 41
3.14 Nguyên công XIV:Khoan và taro lỗ đạt kích thước Ø4........................ 44
3.15 Nguyên công XV:Khoan lỗ Ø5,khoan và taro lỗ đạy kích thước Ø6... 46
3.16 Nguyên công XVI:Tổng kiểm tra......................................................... 49
Chương IV: Thuyết minh đồ gá nguyên công II
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 Điều kiện làm việc, kết cấu công dụng của chi tiết gia công.
1.1.1 Công dụng
Thân hộp số là chi tiết dạng hộp, hình khối rỗng ( xung quanh có thành vách) thường làm nhiệm vụ của những chi tiết khác lên nó tạo thành một bộ phận máy nhằm tạo thành một số chi tiết động học
-Điều kiện làm việc:
Làm việc trong môi trường có nhiệt độ cao, chịu tải trọng va đập
1.2 Phân tích vật liệu chế tạo CTGC
-Thân hộp được chế tạo bằng gang xám, do có tính cứng vững nên thường dc sử
dụng làm thân hộp số
Theo TCVN gang xám được ký hiệu là GX
Thành phần hợp GX gồm:
+ C ( 28-35%)
+ Si (1,5-3%)
+ Mn (0,5-1%)
+ P (0,1-0,2%)
+ S 0,08
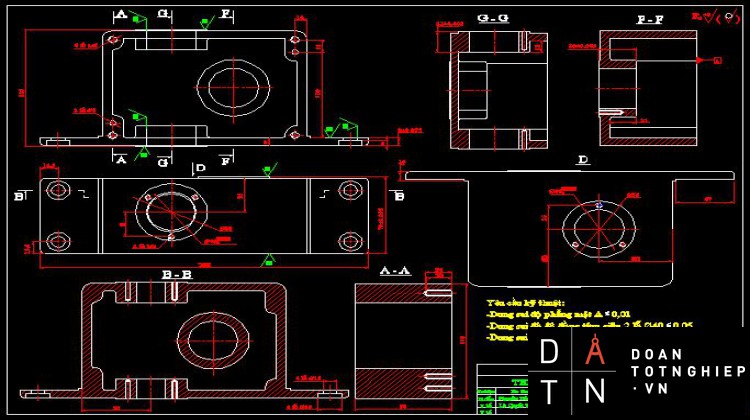
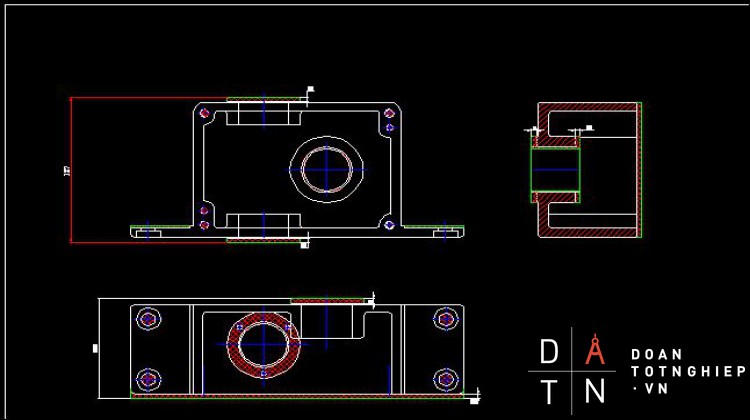
1.3 Phân tích kết cấu hình dạng CTGC
-Thân hộp số là chi tiết có dạng hình hộp, có hình dáng và kết cấu tương đối đơn giản.
Bề mặt làm việc chính của chi tiết là hai lỗ.Do vậy việc thiết kế đồ gá để gia công hai lỗ cần phải đạt độ chính xác cao.
Còn các bề mặt còn lại cũng như lỗ bậc, lỗ ren không yêu cầu độ chính xác cao nênviệc chọn đường lối và phương pháp gia công tương đối đơn giản.
1.4 Phân tích độ chính xác gia công
1.4.1 Độ chính xác về kích thước
1.4.1.1 Các kích thước có chỉ dẫn
- Kích thước:mm
Kích thước danh nghĩa Dn =
Sai lệch trên:
Sai lệch dưới:
Kích thước giới hạn lớn nhất Dmax =
Kích thước giới hạn nhỏ nhất Dmin =
Dung sai kích thước TD = 0,025mm
Tra bảng 1.14 trang 18 sách BTDSLG
Độ chính xác về kích thước đạt: CCX7
Miền dung sai kích thước: H7
- Kích thước:mm
Kích thước danh nghĩa Dn =
Sai lệch trên:
Sai lệch dưới:
Kích thước giới hạn lớn nhất Dmax =
Kích thước giới hạn nhỏ nhất Dmin =
Dung sai kích thước IT= 0,19mm
Tra bảng 1.4 trang 4 sách BTDSLG
Độ chính xác về kích thước đạt: CCX11
- Kích thước:mm
Kích thước danh nghĩa Dn =
Sai lệch trên:
Sai lệch dưới:
Kích thước giới hạn lớn nhất Dmax =
Kích thước giới hạn nhỏ nhất Dmin =
Dung sai kích thước IT = 0,15
Tra bảng 1.4 trang 4 sách BTDSLG
Độ chính xác về kích thước đạt: CCX13
- Kích thước:mm
Kích thước danh nghĩa Dn =
Sai lệch trên:
Sai lệch dưới:
Kích thước giới hạn lớn nhất Dmax =
Kích thước giới hạn nhỏ nhất Dmin =
Dung sai kích thước TD = 0,18mm
Tra bảng 1.14 trang 18 sách BTDSLG
Độ chính xác về kích thước đạt: CCX12
Miền dung sai kích thước: H7
- Kích thước:mm
Kích thước danh nghĩa Dn =
Sai lệch trên:
Sai lệch dưới:
Kích thước giới hạn lớn nhất Dmax =
Kích thước giới hạn nhỏ nhất Dmin =
Dung sai kích thước TD = 0,42mm
Tra bảng 1.14 trang 18 sách BTDSLG
Độ chính xác về kích thước đạt: CCX12
Miền dung sai kích thước: H7
1.4.1.2 Các kích thước không chỉ dẫn:
-Các cung bo R2
-Các kích thước còn lại không gia công nên chọn CCX 16
1.4.2 Độ chính xác về hình dáng hình học và vị chí tương quan:
- Các góc lượn không ghi R2-R3
- Độ đồng tâm giữa hai lỗ ∅40 là 0.05
- Độ không vuông góc giữa hai tâm lỗ ∅40 so với mặt A
1.4.3 Độ chính xác về chất lượng bề mặt:
− Độ nhám của L=8, L=21, L=30 là Rz 6,3
− Độ nhám của Ø40 là Rz 3,2
− Độ nhám các bề mặt còn lai là Rz 40
1.5 Xác định sản lượng năm
− Dạng sản xuất hàng loạt vừa
Sản lượng hàng năm được tính theo công thức
− N=()
₊ Trong đó:
- N : Số chi tiết sản xuất / 1 năm
- : Số sản phẩm sản xuất / 1 năm
- M : Số sản phẩm sản xuất thêm để dự trữ(5% - 7%). Chọn m= 5%
- : Số phế phẩm / 1 năm (1% -3%). Chọn
− Nếu tính số phế phẩm trong các xưởng đúc và rèn ta có công thức: N=() Trong đó: = (3% - 6%) ⟹ Chọn = 3%
− Khối lượng của chi tiết gia công Mm=V.ɣ (KG) trong đó:
₊ Mm: khối lượng chi tiết gia công
₊ V: Thể tích của chi tiết gia công
₊ ɣ: khối lượng riêng của vật liệu làm chi tiết gia công
₊ Ta có Mm=V.ɣ= (kg)
Tra bảng 2.2/7( CHD BTL công nghệ chế tạo máy)
⟹= 2000 ( sản phẩm)
⟹N=()= sản phẩm
CHƯƠNG II: CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1 Chọn phôi
Vật liệu chế tạo chi tiết là gang xám 15-32
Dạng sản xuất hàng loạt vừa.
Hình dáng hình học của chi tiết dạng hộp
Phôi cán: Phôi kim loại đi giữa hai trục cán quay ngược chiều của máy cán, phôi biến dạng và di chuyển nhờ sợ quay liên tục của trục cán, ma sát giữa trục cán với phôi. Phôi bị biến dạng dẻo ở khe hở giữa hai trục cán, hình dạng mặt cắt phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán. Ví dụ như: tròn, vuông, chữ nhật,U, V,I,... => hình dáng phôi tương đối đơn giản.
Phôi rèn tự do: Nung nóng phôi thép tới nhiệt độ tên để cho kim loại chuyển sang trạng thái dẻo rồi đặt lên đe và dùng búa đập để có được hình dáng cần thiết của sản phẩm. Rèn có thể dùng tay hoặc bằng máy.
Phôi dập thể tích: Kim loại được biến dạng hạn chế trong lòng khuôn dưới tác dụng của lực dập. Độ chính xác và chât lượng vật rèn cao. Có khả năng chế tạo được những chi tiết phức tạp. Năng suất cao. Dễ cơ khí hóa và tự động.
=> Cả hai phương pháp thích hợp với phôi có nhiệt độ nóng chảy cao (trên . Còn vật liệu chế tạo chi tiết có nhiệt độ nóng chảy ở nên không thể sử dụng hai phương pháp trên.
Phôi đúc:Việc chế tạo bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có hình dạng kết cấu phức tạp và có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được.
Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau.
Tính công nghệ trong kết cấu của chi tiết đúc được biểu hiện bằng các điều kiện tạo hình, rót kim loại dể dàng, tính đông cứng, tạo vết nứt… các yếu tố : góc nghiêng, chiều dày chi tiết đúc, các kích thước tương quan v,v… ảnh hưởng tới các nguyên công cơ bản cuả quá trình công nghệ đúc.
Mọi loại vật liệu như gang, thép, hợp kim màu, vật liệu phi kim khi nấu chảy lỏng đều đúc được. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Kết luận: Dựa vào các tính chất của các loại phôi trên và với CTGC là dạng hộp, có kết cấu phức tạp, với dạng sản xuất hàng loạt vừa, vật liệu là , ta thấy phôi đúc là gang xám 15-32 là phù hợp
2.2 Phương pháp chế tạo phôi
Có nhiều phương pháp chế tạo phôi bằng công nghệ đúc:
- Đúc trong khuôn cát – mẫu kim loại: chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản. Phù hợp cho sản xuất đơn chiếc và hàng loạt nhỏ.
- Đúc trong khuôn cát – mẫu kim loại: làm khuôn bằng máy hoặc bằng tay. Chất lượng vật đúc tốt hơn đúc trong khuôn cát – mẫu gỗ, đúc được các chi tiết có hình dạng phức tạp, phù hợp cho sản xuất hàng loạt vừa và lớn.
- Đúc trong khuôn kim loại: có độ chính xác cao, giá thành đầu tư trang thiết bị lớn, phôi có hình dáng như chi tiết nên có lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản phẩm cao. Phù hợp với sản xuất hàng loạt lớn, hàng khối trở lên.
- Đúc trong khuôn mẫu chảy: có độ chính xác cao do việc chế tạo vật đúc chính xác, giá thành cao.
=> Từ các phương pháp trên chọn đúc trong khuôn cát – mẫu kim loại là phù hợp và kinh tế nhất cho chi tiết THÂN HÔP SỐ.
2.3 Xác định lượng dư
Với dạng sản xuất hàng loạt vừa, phôi đúc cấp cQhính xác II, chúng ta tra bảng xác định lượng dư tổng cộng như sau:
- Kích thước lớn nhất của chi tiết L= 79mm, 2 lỗ 5, 4 lỗ 11, 4 lỗ 19 ,4 lỗ M6 và 9 lỗ M4 đúc đặc.
- Kích thước 40 là đúc đặc
- Tra bảng 3-103/tr256 và bảng 3-106/257 sổ tay Công nghệ chế tạo máy, Tập 1 cho các số liệu lượng dư tổng cộng và dung sai phôi đúc.
2.4 Tính hệ số sử dụng vật liệu
CHƯƠNG III BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 Nguyên công I: Chuẩn bị phôi
− Cắt bỏ đậu ngót, đậu rót
− Làm sạch phôi
− Kiểm tra khuyết tật của phôi
− Thời hiệu
3.2 Nguyên công II: Phay thô mặt A đạt CCX11, L=108, Rz40, nhám cấp 4
3.2.1 Thiết bị
− Máy: máy phay đứng 6H12
− Dao: phay mặt đầu có gắn mảnh hợp kim , Z=14
− Đồ gá: chuyên dùng
− Dụng cụ đo: thước cặp 1/50
− Bậc thợ: 3/7
3.2.2 Tính toán chế độ cắt
3.2.2.1 Chiều sâu cắt t
t= == 2,5mm
3.2.2.2 Xác định bước tiến S
− Tra bảng 6.5/124 Giáo trình chế độ cắt gia công cơ khí
Sz= 0,14.1.0,7=0,098 mm/răng
3.2.2.3 Xác định vận tốc cắt V
− Tra bảng 2.5/122 Giáo trình chế độ cắt gia công cơ khí
Ta có = 240
− Tra bảng 49-5/138
ta có:
Vtt = 185 x 0,5 x 1,13 =167,24 (m/p)
tt = = 213 (v/p)
Tra TMM bảng 25 trang 221 Giáo trình chế độ cắt gia công cơ khí
= 190 (v/p)
Tính lại tốc độ cắt thực = = =149,22 (m/p)
3.2.2.5 Lực cắt Pz và công suất N, Tm
− Tra bảng 3.5/122 Giáo trình chế độ cắt gia công cơ khí
|
Cp |
xp |
yp |
up |
wp |
qp |
|
825 |
1,0 |
0,75 |
1,1 |
0,2 |
1,3 |
− Tra bảng 12.1/21 Giáo trình chế độ cắt gia công cơ khí
Kp=Kmp=(np tra bảng 13.1/21)
Ta có
Công suất cắt N=
So với công suất máy N=7KW máy làm việc đảm bảo an toàn
L = 120mm.
L1 = (13)mm ð Chọn L1= 2mm
L2 =
ð Tm = 2,8 (phút).
3.3 Nguyên công III: Phay thô mặt C đạt CCX 11, L=80,2 0,024 Rz =6,3 CCX 13
3.3.1 Thiết bị
− Máy: máy phay đứng 6H12
− Dao: phay mặt đầu có gắn mảnh hợp kim , Z=14
− Đồ gá: chuyên dùng
− Dụng cụ đo: thước cặp 1/50
− Bậc thợ: 3/7
3.3.2 Tính toán chế độ cắt
3.3.2.1 Chiều sâu cắt t
t= mm
3.3.2.2 Xác định bước tiến S
− Tra bảng 6.5/124 Giáo trình chế độ cắt gia công cơ khí
Sz= 0,14.1.0,7=0,098 mm/răng
3.3.2.3 Xác định vận tốc cắt V
Tra bảng 25/122 : = 240 phút
Tra bảng 67-5 trang 152
Vtt =36,5 x 1=36,5 (m/p)
tt = = 51,6 (v/p)
Tra TMM bảng 25 trang 221 Giáo trình chế độ cắt gia công cơ khí
= 60 (v/p)
Tính lại tốc độ cắt thực = = =42,4 (m/p)
3.3.2.4 Lực cắt Pz và công suất N, Tm
− Tra bảng 3.5/122 Giáo trình chế độ cắt gia công cơ khí
|
Cp |
xp |
yp |
up |
wp |
qp |
|
825 |
1,0 |
0,75 |
1,1 |
0,2 |
1,3 |
− Tra bảng 12.1/21 Giáo trình chế độ cắt gia công cơ khí
Kp=Kmp=(np tra bảng 13.1/21)
Ta có
Công suất cắt N=
So với công suất máy N=7KW máy làm việc đảm bảo an toàn
L = 58mm.
L1 = (13)mm ð Chọn L1= 2mm
L2 =
ð Tm = 1,1 (phút).
3.4 Nguyên công IV: Phay tinh mặt A đạt CCX11, L=79, Rz 3,2
3.4.1 Thiết bị
− Máy: máy phay 6H12
− Dao: phay mặt đầu có gắn mảnh hợp kim , Z=14
− Đồ gá: chuyên dùng
− Dụng cụ đo: thước cặp 1/50
− Bậc thợ: 3/7
3.4.2 Tính toán chế độ cắt
3.4.2.1 Chiều sâu cắt t
− t= =.3,5=1,2mm
3.4.2.2 Xác định bước tiến S
− Tra bảng 6.5/124 Giáo trình chế độ cắt gia công cơ khí
Sz= 0,14.1.0,7=0,098 mm/răng
3.4.2.3 Xác định vận tốc cắt V
− Tra bảng 2.5/122 Giáo trình chế độ cắt gia công cơ khí
Ta có = 240
− Tra bảng 49-5/138
ta có:
Vtt = 185 x 0,5 x 1,13 =167,24 (m/p)
tt = = 213 (v/p)
Tra TMM bảng 25 trang 221 Giáo trình chế độ cắt gia công cơ khí
= 190 (v/p)
Tính lại tốc độ cắt thực = = =149,22 (m/p)
.............................










