THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ HỘP SỐ


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ HỘP SỐ, đồ án môn học công nghệ chế tạo máy CHI TIẾT VỎ HỘP SỐ, bài tập lớn công nghệ chế tạo máy CHI TIẾT VỎ HỘP SỐ, thiết kế quy trình công nghệ gia công CHI TIẾT VỎ HỘP SỐ
THUYẾT MINH
A. PHÂN TÍCH SẢN PHẨM
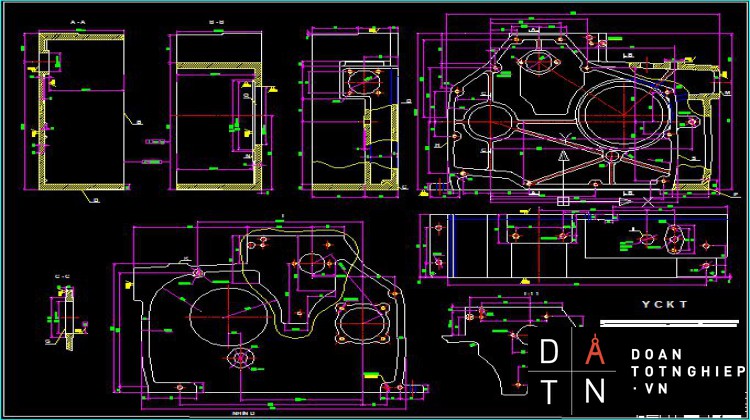
1. Phân tích về hình dáng và kết cấu:
- Phải được chế tạo xừ gang xám GX-21-40 bằng phương pháp đúc.
- Chi tiết vỏ hộp số là chi tiết máy có không gian rỗng và thành vánh mỏng.
- Đặc điểm của chi tiết vỏ hộp số là chi tiết phức tạp khó gia công, khi chế tạo phải đảm bảo nhiều yêu cầu kỹ thuật khác nhau.
- Tính công nghệ về kết cấu của chi tiết hộp có ý nghĩa đặc biệt quan trọng bởi vì nó không chỉ ảnh hưởng tới công suất lao động khi chế tạo mà còn ảnh hưởng tới việc tiêu hao vật liệu, muốn vậy ngay từ khi thiết kế ta cần phải bảo đảm các yêu cầu về tính công nghệ kết cấu như:
+ Vỏ hộp số phải có độ đứng vững, độ bền nhất định để trong quá trình gia công không bị biến dạng và có thể dùng chế độ cắt cao, đạt năng suất cao.
+ Các bề mặt làm chuẩn có độ dài nhất định và phải cho phép thực hiện nhiều nguyên công gia công cắt gọt khi dùng bề mặt đó làm chuẩn. Ngoài ra bề mặt chuẩn còn tạo điều kiện để gá đặt chi tiết nhanh khi gia công và khi lắp ráp.
+ Các bề mặt gia công trên vỏ hộp số không có vấn lòi lõm nên thuận lợi cho dao ăn vào và thoát ra khi cắt xong.
+ Các lỗ trên vỏ hộp số có hình dạng đơn giản, không có rãnh hoặc dạng định hình, bề mặt lỗ không có đứt quãng.
+ Không có lỗ nghiêng với mặt phẳng của các vách nên khi gia công hạn chế rất nhiều sự cố sứt mẻ hoặc vặn lệch của mũi khoan, khoét.
2. Phân tích công dụng và điều kiện làm việc
Vỏ hộp số làm nhiệm vụ chi tiết cơ sở để lắp các đơn vị lắp (nhóm, cụm, bộ phận) của chi tiết tạo thành một bộ phận máy nhằm thực hiện vụ động học của toàn máy.
- Điều kiện làm việc của vỏ hộp số ổ trạng thái đứng yên. Như vậy phân tích về các bề mặt kích thước có 3 lỗ chính: Æ67+0,036, Æ40+0,039, Æ140+0,063. Vỏ hộp số là một chi tiết cơ sở để lắp các chi tiết khác lắp vào, nên chi tiết chịu tải rất phức tạp. Để thích nghi cao dạng chịu tải như trên về kết cấu vỏ hộp phải chế tạo ở dạng hộp có các gân chịu lực, các cung lượn để chống lại lực hướng trục và lực hướng kính.
3. Phân tích vật liệu sản phẩm:
a. Giải thích ký hiệu:
Vật liệu chế tạo vỏ hộp số làm bằng gang xám GX 21-40
Ký hiệu: GX 21-40
+ GX: chỉ ký hiệu gang xám
+ 21: chỉ giới hạn bền kéo 210kg/mm2
+ 40: chỉ giới hạn bền uốn 400kg/mm2
Khối lượng chi tiết m = 15,7kg
b. Gang xám chủ yếu là (Fe) và cacbon (C) trong đó:
- Cacbon (C) xừ 3 ¸ 3,8%
- Silic (Si) xừ 0,5 ¸ 4,5%
- Mangan (Mn) xừ 0,4 ¸ 0,5%
- Photpho (P) xừ 0,15 ¸ 0,4%
- Lưu huỳnh (S) xừ 0,12 ¸ 0,2%
Và một số nguyên tố khác như: Cr, Ni, Cu, Al,…
c. Cơ tính và độ cứng của vật liệu:
- Độ cứng HB = 182 ¸ 229kg/mm3
- Gang xám có độ bền nén cao, chịu lực mài mòn, tính đúc tốt, góp phần làm giảm rung động nên sử dụng nhiều trong chế tạo máy.
- Gang xám có ưu điểm chịu va đập và giảm chấn động, chịu mài mòn, dễ cắt gọt.
- Vỏ hộp số còn có thể được chế bằng thép và hộp kim nhôm do điều kiện làm việc riêng nên dùng gang đúc làm vật liệu là phù hợp.
4. Phân tích yêu cầu kỹ thuật của chi tiết:
a. Kích thước có sai lệch giới hạn chỉ dẫn:
+ Kích thước Æ67+0,0,46
- Kích thước danh nghĩa:D = 67mm
- Sai lệch giới hạn trên: ES = 0,046mm = 46mm
- Sai lệch giới hạn dưới: EI = 0
Tra bảng trị số dung sai tiêu chuẩn: TCVN 2245 – 99, kích thước Æ67+0,046 đạt cấp chính xác 8 thuộc nền dung sai H vậy Æ67+0,046 là Æ67 H8.
+ Kích thước Æ40+ 0,039
- Kích thước Æ40 + 0,039: DN = 40mm
- Kích thước Æ40 + 0,039: ES = 0,039mm = 39mm
- Kích thước Æ40 + 0,039: EI = 0
Tra bảng trị số dung sai tiêu chuẩn: TCVN 2245 – 99, kích thước Æ40 + 0,039 đạt cấp chính xác 8 thuộc nền dung sai H vậy Æ40 + 0,039 là Æ40 H8.
+ Kích thước Æ140+0,063
- Kích thước Æ140+0,063: DN = 140mm
- Kích thước Æ140+0,063: ES = 0,063mm = 63mm
- Kích thước Æ140+0,063: EI = 0
Tra bảng trị số dung sai tiêu chuẩn: TCVN 2245 – 99, kích thước Æ140+0,063 đạt cấp chính xác 8 thuộc nền dung sai H vậy Æ140+0,063là Æ140 H8.
+ Kích thước Æ20+0,033
- Kích thước Æ20+0,033: DN = 20mm
- Kích thước Æ20+0,033: ES = 0,033mm = 33mm
- Kích thước Æ20+0,033: EI = 0
Tra bảng trị số dung sai tiêu chuẩn: TCVN 2245 – 99, kích thước Æ20+0,033 đạt cấp chính xác 8 thuộc nền dung sai H vậy Æ20+0,033là Æ20 H8.
+ Kích thước Æ12+0,027:
- Kích thước Æ12+0,027: DN = 12mm
- Kích thước Æ12+0,027: ES = 0,027mm = 27mm
- Kích thước Æ12+0,027: EI = 0
Tra bảng trị số dung sai tiêu chuẩn: TCVN 2245 – 99, kích thước Æ12+0,027 đạt cấp chính xác 8 thuộc nền dung sai H vậy Æ12+0,027 là Æ12 H8.
b .Kích thước sai lệch không chỉ dẫn.
Đối với kích thước khong chỉ dẫn gồm có các kích thước :
Kích thước giữa hai mặt gia công.
Kích thước giữa hai mặt không gia công.
Kích thước giữa các gốc lượn, mép vát .
Theo quy định trong TCVN 2263-77 thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 17.
- Đối với kích thước 266 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.26
- Đối với kích thước 132 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 122 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước Æ149 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước Æ83 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.175.
- Đối với kích thước 325 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 130 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 60 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 400 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.285.
- Đối với kích thước 223 mm kích thước giũa hai mặt gia công ta chọn cấp chính xác cấp 12.theo TCVN 2245-99 sai lệch giới hạn ±0.23.
- Đối với kích thước 265.5 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ± 0.26.
- Đối với kích thước 58 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.75.
- Đối với kích thước 100 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.175.
- Đối với kích thước 50 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.125.
- Đối với kích thước 124 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.175
- Đối với kích thước 188 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.0.04.
- Đối với kích thước 72 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 51 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.1.
- Đối với kích thước 400 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.285.
- Đối với kích thước 42 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.9.
- Đối với kích thước 176 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 166 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 39 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.1.
- Đối với kích thước 73 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 32 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 72 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 130 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 48 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 68 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 72 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 163 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 63 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 50 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 107 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 51 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.15.
- Đối với kích thước 41 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.125.
- Đối với kích thước 42.5 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.125.
- Đối với kích thước 129 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 277 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.26.
- Đối với kích thước 123 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 268 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.26.
- Đối với kích thước 90 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.125.
- Đối với kích thước 112 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.125.
- Đối với kích thước 135 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.2.
- Đối với kích thước 223 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.23.
- Đối với kích thước 102 mm kích thước giũa hai mặt không gia công ta chọn cấp chính xác cấp 16.theo TCVN 2245-99 sai lệch giới hạn ±0.175.
5. Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công:
a. Độ nhẵn bề mặt:
- Mặt đầu Æ40+0,035 và mặt C có độ nhám RZ 40 đạt độ nhóm cấp 4.
- Mặt D có độ nhóm RZ 40 theo TCVN 2511 – 95 thì kích thước này đạt độ nhám cấp 4.
- Mặt trụ trong Æ40 + 0,039 có độ nhám RZ 40 à cấp 4
- Mặt trụ trong Æ67 + 0,046 có độ nhám RZ 40 à cấp 4
- Mặt trụ trong Æ140 + 0,063 có độ nhám RZ 20 à cấp 5
- Mặt trụ trong Æ120 ± 0,1 có độ nhám RZ 80 à cấp 3
- Mặt G có độ nhám RZ 40 à cấp 4
- Mặt C có độ nhám RZ 40 à cấp 4
- Mặt N có độ nhám RZ 40 à cấp 4
- Mặt B có độ nhám RZ 40 à cấp 4
- Mặt M có độ nhám RZ 40 à cấp 4
b. Tính chất cơ lý của bề mặt gia công:
- Tính chất cơ lý của bề mặt thường được biểu thị bằng độ cứng của bề mặt, sự biến đổi về cấu trúc tinh thể lớp bề mặt, chiều sâu lớp biến cứng.
- Gang xám là vật liệu có độ cứng khá cao nhưng không bền nên thường hóa để nâng cao cơ tinh. Các bề mặt trên chi tiết hầu hết là bề mặt trụ tròn đặc biệt các bề mặt lắp ghép cần độ cứng mặt ngoài thích hợp và độ bền nên cần chỉnh chế độ cắt hợp lý. Khi gia công không để hiện tượng biến cứng mặt ngoài.
6. Phân tích độ chính xác về hình dáng hình học và vị trí tương quan:
+ Dung sai vị trí tương quan
- Độ không vuông góc giữa các tâm lỗ với mặt đầu của nó £ 0,05
- Độ không song song giữa các đường tâm lỗ Æ67 + 0,046, Æ40 + 0,039, Æ20 + 0,033, Æ120 ± 0,1 £ 0,03 /100
- Cài lỗ khoan, lỗ ren đạt RZ 40
- Cài cung lượn còn lại có bán kính R5
- Các mép vát 0,5 x 450
B. BIỆN LUẬN DẠNG SẢN XUẤT:
Để xác định sản lượng hàng năm của chi tiết ta cần tính khối lượng chi tiết.
Ta có: m = V.D
Trong đó:
+ m: Là khối lượng chi tiết
+ D: là khối lượng riêng của vật liệu làm chi tiết đối với gang xám thì ta lấy D = 7,8kg/dm3 chi tiết có dạng hộp nên thể tích của chi tiết được tính theo công thức sau:
Khối lượng chi tiết : m = 15,7 Kg
Khối lượng chi tiết gia công là 15.7 Kg trong khoảng 4à 200 Kg. sản xuất 500 chiếc / năm tra bảng (2-6) ta chọn dang sản xuất hành loạt vừa .
C. PHÂN TÍCH VIỆC CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÂN VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
1. Phân tích việc chọn phôi:
- Có rất nhiều phương pháp chế tạo phôi nhưng võ hộp số làm từ vật liệu gang xám nên chỉ có phương pháp đúc là thích hợp nhất.
- Phôi đúc lượng dư phân bố đều, tiết kiệm vật liệu, độ cứng đều của phôi cao.
- Tuy nhiên phương pháp đúc này cũng có một số khuyết điểm là khó phát hiện các khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm năng suất và hiệu quả.
II. PHÂN TÍCH VIỆC CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
Ta có các phương pháp chế tạo phôi đúc như sau:
1. Đúc trong khuôn cát
- Đúc trong khuôn cát, dùng mẫu gỗ, làm khuôn bằng tay được dùng trong dạng sản xuất đơn chiếc và hàng loạt nhỏ, dùng đễ đút các chi tiết lớn.
- Đúc trong khuôn cát, dùng mẫu kim loại (thường làm hợp kim nhôm) làm khuôn bằng máy được dùng trong dạng sản xuất hoạt vừa trử lên, làm khuôn bằng máy không những đạt năng suất cao mà độ chính xác của phôi cũng đạt cao hơn làm khuôn bằng tay.
- Loại phôi này có cấp chính xác IT15 – IT19
- Độ nhàm bề mặt Rz80 µm
2. Đúc trong khuôn kim loại
- Đúc trong khuôn kim loại sẽ được phôi có độ chính xác cao hơn đúc trong khuôn cát nhưng không đúc được phôi có hình dạng phức tạp, khối lượng lớn (chỉ đúc được chi tiết có khối lượng dưới 12kg).
- Đúc trong khuôn kim loại được dùng trong dạng sản xuất hàng loạt lớn và hàng khối để đúc được các chi tiết có khối lượng nhỏ.
3. Đúc li tâm:
Nguyên lí của đúc li tâm là rót kim loại lỏng vào khuôn quay, dưới tác dụng của lực li tâm kim loại lỏng bị ép vào thành khuôn cho đến khi đông đặc, phôi đúc ki tâm cấu tạo bền chặt cơ tính tốt nhưng không đồng đều từ ngoài vào trong.
- Đúc li tâm thường dùng trong dạng sản xuất hàng loạt để đúc các phôi rỗng. Có hình tròn xoay, dạng ống, bạc,…)
- Phôi đúc li tâm có cấp chính xác IT/5 ÷ IT/9
P Có độn nhám R2 = 80 µm
4. Đúc áp lực:
- Nguyên lý của đúc áp lực là ép kim loại lỏng vào lồng khuôn dưới áp suất cao cho đến khi đông đặc nên có thể đúc được các chi tiết có hình dạng phức tạp, độc chính xác của phôi cao.
- Đúc áp lực thường dùng trong dạng sản xuất hàng loạt lớn và hàng khối để đúc các chi tiết nhỏ (khối lượng dưới 10kg) bằng kim loại màu hoặc hợp kim màu.
- Cấp chính xác của phôi đúc bằng áp lực IT/2 ÷ IT/14
- Độ nhám Ra = 1,25 và thô hơn
- Ngoài ra còn có các phương pháp đúc đặc biệt khác như:
+ Đúc trong khuôn vỏ mõng.
+ Đúc trong khuôn mẫu chảy.
- Hai phương pháp đúc này mất nhiều thời gian tạo mẫu và tốn kém.
* Kết luận
Võ hộp số là 1 chi tiết rất phức tạp về hình dáng và kết cấu nên chọn phương pháp đúc trong khuôn cắt, làm khuôn bằng máy, mẫu kim loại.
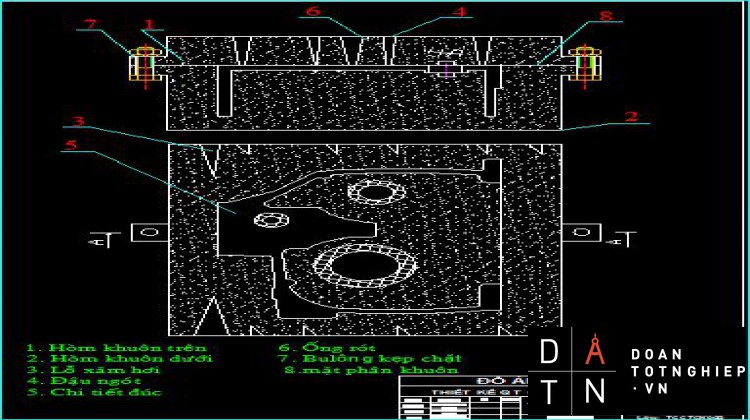
Chọn mặt phân khuôn
Mặt phân khuôn đi qua thiết diện thuận lợi nhất của mẩu để có thể lấy mẫu ra khỏi khuôn một cách dể dàng.
Mặt phân khuôn phải có độ chính xác về hình dáng , kích thước ít bị công vênh .
Mặt phân khuôn phải bằng phẳng , số mặt phân khuôn can ít nhất .
Các lỗ Þ 12, Þ 20, Þ 9 và các lỗ ren đúc đặt .
Các lỗ đúc rỗng Þ 67, Þ 40, Þ 48, Þ 120.
Chọn mặt B là mặt dưới của khuôn.
4. Xác định lượng dư gia công:
xác định cấp chính xác của phôi , do phôi được đúc trong khuôn cát , mẫu kim loại , làm khuôn bằng máy nên phôi đúc đạt cấp chính xác cấp II.
Tra bảng 10b/116 (tập bản tra) lượng dư gia công vật đúc cấp II vị trí sơ đồ đúc như trên ta có lượng dư các kích thước như sau:
+ Đối với vị trí bề mặt rót nằm trên
- Kích thước 132 ± 0,2 có lượng dư 6,5mm
+ Đối với vị trí sát có bề mặt mặt nằm bên và dưới
- Kích thước Þ40 + 0,039 lượng dư 3,5mm
- Kích thước Þ67 + 0,046 lượng dư 3,5mm
- Kích thước Þ120 ± 0,1 lượng dư 4mm
- Kích thước Þ48 lượng dư 3,5mm
- Mặt D lượng dư 5mm
- Mặt B lượng dư 5mm
- Mặt G lượng dư 6,5mm
- Mặt K lượng dư 4mm
- Mặt N lượng dư 5mm
- Mặt M lượng dư 4mm
Các lỗ có kích thước nhỏ hơn 30mm nên ta đúc đặc.
* Sai lệch cho phép về kinh thước của phôi đúc:
Tra bảng 13b/123 ( tập bản tra), phôi đúc cần chính xác cấp 2.
- Kích thước Þ33 sai lệch giới hạn là ± 0,8 mm.
- Kích thước Þ60 sai lệch giới hạn là ± 0,1 mm.
- Kích thước Þ83 sai lệch giới hạn là ± 0,1 mm.
- Kích thước Þ149 sai lệnh giới hạn là ±1.2mm.
- Kích thước Þ112 sai lệnh giới hạn là ±1.2mm.
- Kích thước 160 sai lệch giới hạn là ±1.5 mm.
- Kích thước 270.5 sai lệch giới hạn là±1.5mm.
- Kích thước 118 sai lệch giới hạn là ±1mm.
- Kích thước 188 sai lệch giới hạn là ±1.2mm.
- Kích thước 20 sai lệch giới hạn là ±1.5mm.
- Kích thước 143.5 sai lệch giới hạn là ±1.2mm.
- Kích thước 66.5 sai lệch giới hạn là ±1mm.
- Kích thước 160 sai lệch giới hạn là ±1.5mm.
- Kích thước 60 sai lệch giới hạn là ±1mm.
- Kích thước18.5 sai lệch giới hạn là ±0.8mm.
- Kích thước 275sai lệch giới hạn là ±1.5mm.
- Kích thước 253sai lệch giới hạn là ±1.5mm.
- Kích thước 74 sai lệch giới hạn là ±0.8mm.
- Kích thước 180 sai lệch giới hạn là ±1.2mm.
- Kích thước 254sai lệch giới hạn là ±1.2mm.
- Kích thước 100 sai lệch giới hạn là ±1mm.
- Kích thước 50 sai lệch giới hạn là ±1mm.
- Kích thước 124 sai lệch giới hạn là ±1.2mm.
- Kích thước 105 sai lệch giới hạn là ±1mm.
- Kích thước 63sai lệch giới hạn là ±1mm.
- Kích thước 147sai lệch giới hạn là ±1.2mm.
- Kích thước 43 sai lệch giới hạn là ±0.8mm
- Kích thước 36 sai lệch giới hạn là ±0.8mm
- Kích thước 58 sai lệch giới hạn là ±1mm.
- Kích thước 143.5 sai lệch giới hạn là ±1.2mm.
- Kích thước 147 sai lệch giới hạn là ±1.5mm.
- Kích thước163 sai lệch giới hạn là ±1.5mm.
- Kích thước 274 sai lệch giới hạn là ±1.5mm.
- Kích thước 277 sai lệch giới hạn là ±1.5mm.
- Kích thước 123 sai lệch giới hạn là ±1.2mm.
- Kích thước 107sai lệch giới hạn là ±1mm.
- Kích thước 75 sai lệch giới hạn là ±1mm.
- Kích thước 290 sai lệch giới hạn là ±1.5mm.
- Kích thước 163 sai lệch giới hạn là ±1.2mm.
yêu cầu kỹ thuật của phôi đúc:
phôi đúc phải đúng các kỹ thuật .
phôi không bị cháy , vênh, cong khuyết tật , biến cứng.
Bề mặt không bị rỗ khí , nứt , cháy các.
D. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.
1. Biện luận chung :
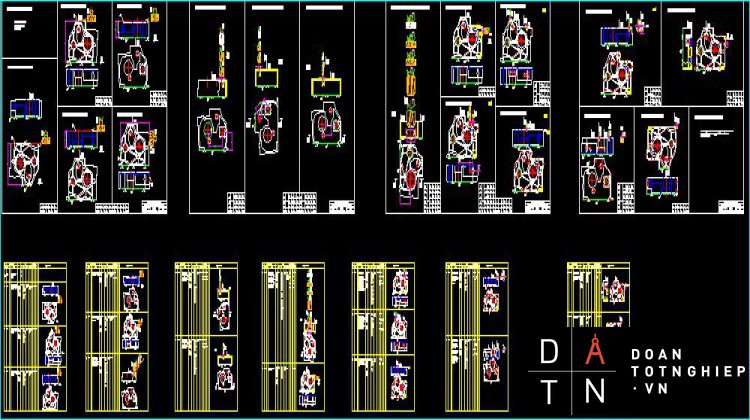
sự sắp sếp các nguyên công có ảnh hưởng đến chất lượng sản phẩm , ảnh hưởng đến quá trình gia công . Chính vì thế ,thứ tự nguyên công cần phải sắp sếp hợp lý trong quá trình công nghệ gia công vỏ hộp số ta sắp sếp như sau:
- Nguyên công I: Chuẩn bị phôi.
- Nguyên công II: Phay thô mặt D
- Nguyên công III: phay thô mặt E
- Nguyên công IV: phay thô mặt B và N
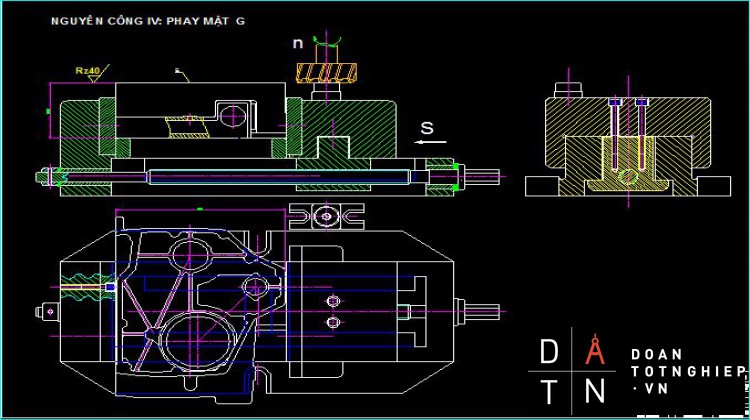
- Nguyên công V: phay thô mặt G
- Nguyên côngVI: phay thô mặt M
- Nguyên công VII: khoan lỗ Þ67+0.064
- Nguyên công VIII: khoan lỗ Þ40+0.039
- Nguyên công IX: khoan lỗ Þ20+0.033
- Nguyên công X: khoan lỗ Þ120 ±0.1 và Þ140+0.063
- Nguyên công XI: khoan lỗ đạt kích thước Þ120
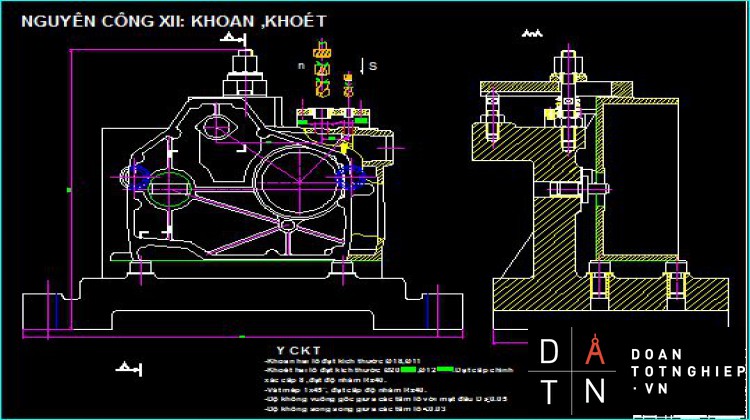
- Nguyên công XII: khoan lỗ Þ12+0.02 và Þ20+0.033
- Nguyên công XIII: khoan và tarô ren (mặt E)
- Nguyên công XIV: khoan và tarô ren (mặt B)
- Nguyên công XV: khoan và tarô ren
- Nguyên công XVI: khoan và tarô ren (mặt c)
- Nguyên công XVII: khoan và tarô ren (mặt M)
- Nguyên công XVIII: khoan 4 lỗ Þ9
- Nguyên công XIX: Tổng kiểm tra
2. Biện luận từng nguyên công:
- Nguyên công I: Chuẩn bị phôi.
Bước 1: Chọn phơi.
Ta chọn phơi đúc vì đy l vật liệu bằng gang.Ta chọn phương php đc trong khuơn ct , lm khuơn bằng my mẫu kim loại cho ph hợp với dạng sản xuất hang loạt vừa v cĩ cấp chính xc cấp II.
Bước 2 : Lm sạch phơi.
Trong qu trình đc sau khi thnh phẩm phơi thường cĩ bavia , phần thừa dư , ta cần phải mi bỏ trước khi vo nguyn cơng tiếp. Ta cũng phải lm sạch lớp chy ct ở bn ngồi.
Bước 3: kiểm tra phơi.
Để đảm bảo qu trình gia cơng chính xc ở cc nguyn cơng sau ta cần phải kiểm tra kích thưĩc phơi sau khi đc.Phơi đc ra phải cĩ kích thước đng với yu cầu của bản vẽ đc đ ghi trn bản vẽ.Kiểm tra cc khuyết tật của phơi như độ cong vnh ,rạn nứt ,cĩ bọt khí hay khơng để đảm bảo chất lượng của phơi, cơ tính của phơi.
Bước 4: Ủ thường hố.
- Nguyên công II: Phay mặt D
Biện luận thứ tự nguyên công
Ta chọn mặt D là mặt gia công trước vì nó có vị trí tương quan với các mặt còn lại nhiều nhất .Nó là mặt phẳng chính dùng để làm chuẩn định vị cho các nguyên công sau.
1 .Biện luận nội dung nguyên công.
_Bước công việc: nguyên công này chỉ có một bước công việc là phay thô mặt D.Ta bố trí như vậy để người thợ làm việc ,ít tốn thời gian.
_Lần gá :do chỉ gia công một mặt phẳng và gia công một lần nên chỉ thực hiện một lần gá.
_ Chuẩn định vị: Do gia công một mặt phẳng và đạt một kích thước nên chỉ khử 5 bật tự do,ta chọn như vậy để dể thiết kế đồ gá ,giảm giá thành .Ta chọn mặt B (vuông gốc với mặt gia công ) làm mặt phẳng định vị chính khử 3 bật tự do, và mặt E (mặt đối diện mặt gia công) khử 2 bậc tự do.
2 . Phân tích máy.
Để gia công mặt D này ta có thể gia công bằng nhiều phương pháp khác nhau nhưi bào hoặc phay.Điều kiện ở đ ây là mặt phẳng lớn và dài do đó ta chọn phương pháp phay để thời gian gia công nhanh hơn .Về máy ta có nhiều loại máy :như máy phay đứng 6H12 hay máy phay ngang 6H82 cả hai loại này có đặt tính như nhau chỉ khác nhau về hướng của bề mặt gia công và lực cắt .Ta chọn máy phay ngang 6H82.
- Các thông số cơ bản của máy:
_Khoảng dịch chuyển của máy:
Dọc : 700 mm
Ngang :260mm
Đứng : 320mm
_Công xuất động cơ : 7 KW.
_Hiệu xuất của máy : 0.75
_Số vòng quay trục chinh : 1500 (vòng / phút)
_Bước tiến của bàn máy : 930(mm/phút).
_Lực lớn nhất cho phép của cơ cấu tiến:1500Kg.
3.Phân tích về dao:
Để gia công mặt D ta chọn dao phay mặt đầu gắn mãnh hợp kim cứng vì mặt D chỉ câ n gia công thô,vật kiệu là gang có độ cứng cao nên dùng hợp kim cứng để gia công được nhanh và dao lâu mòn .Nếu dùng vật liệu là thép gió thì gia công cũng đạt yêu cầu nhưng độ cứng của thép gió không bằng hợp kim cứng nên gia công chậm hơn và tuổi thọ kém dẫn tới năng suất thấp.Trong các loại hợp kim cứng có hai loại thông dụng là BK6 và BK8.Mặt dù BK6 có độ cứng không bằng BK8 nhưng nó dẻo hơn chịu va đập tốt hơn nên chọn loại hợp kim BK6 làm vật liệu cắt để có hiệu quả cao.
D =150
d =32
B =40
Z = 10
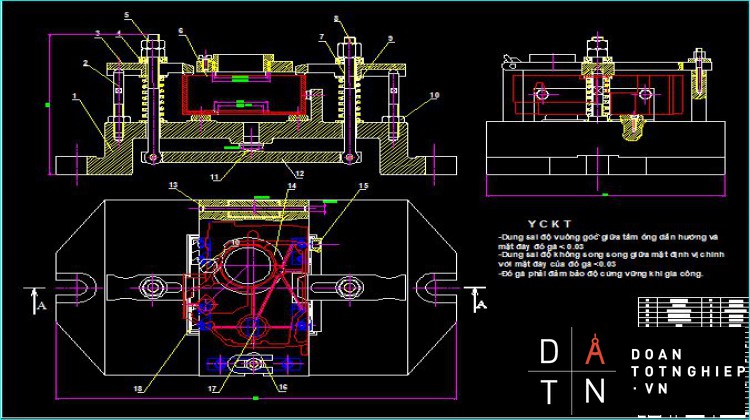
4. Phân tích về đồ gá .
Trong sản xuất hàng loạt vừa , ta dùng đồ gá chuyên dùng để giảm thời gian gá đặt và độ chính xác cao hơn tính lấp lẫn cao dẫn tới năng xuất cao và giá thành rẽ .
5.Phân tích về dụng cụ đo.
Khi gia công mặt phẳng này ,thì kích thước có cấp chính xác thấp do đó ta chỉ dùng thước cặp 1/10 là có thể kiểm tra được kích thước này .
6.phân tích về chế độ cắt.
a. Chọn t :
Gia công thô nên chọn t = h =5 mm.
b . Chọn lượng chạy dao :
Tra bảng: (205-2) trang 191
Vật liệu gia công gang xám
Dao gắn mãnh hợp kim cứng BK6
Công suất của máy: 7 KW
HB =180
àSz = (0.19 – 0.24) mm/ răng
bảng (206 -2) trang 191 àK1 = 1 (hệ số phụ thuộc sơ đồ gá dao- ứng với gá dao cân).
Bảng (207 – 2) trang 191 àk2=1 (hệ số phụ thuộc gốc nghiêng chính – ứng với 60o
à Chọn Sz =0.19 mm/răng
c .Vận tốc cắt:
Bảng (2-5) trang 122 sách chế độ cắt gia công cơ khí :T = 180
Bảng (216 – 2) trang 194
T =180
D/Z=150/8
t =5
Sz =0.19
à V = 141 m/ph.
Hệ số phụ thuộc độ cứng của gang:
Bảng (217-2) trang 195:HB =180 àK1=1.12
Hệ số phụ thuộc chu kỳ bền:
Bảng (218-2) trang 195:àk2 =1
Hệ số phụ thuộc nhãn hiệu hợp kim cứng:
Bảng (219-2) trang 195: BK6 à K3=1
Hệ số phụ thuộc trạng thái bề mặt gia công:
Bảng (220-2) trang 195:có võ cứng àK4=0.8
Hệ số phụ thuộc chiều rộng phay
Bảng (221-2) trang 195:B/D=130/150=0.87 àK5=0.89
Hệ số phụ thuộc gốc nghiêng chính: 60o àK6=1
àV=141 x 1.12 x 1 x 1 x 0.8 x 0.89 x 1=112 m/ph
d .Công suất cắt:
bảng (223-2) trang 197
t=5 mm
HB=180 và B =130 mm
Sz =0.19mm/răng và V =112 m/ph
àN =3.3 KW. So với máy 7 KW gia công đảm bảo an toàn.
+Phân tích về bậc thợ:
Gia công mặt phẳng này có cấp chính xác và độ nhám thấp vàta dùng phương pháp gia công tự động đạt kích thước cộng với đồ gá chuyên dùng nên khộng phụ thuộc vào tay nghề công nhân do đó ta chọn bậc thợ 3/7 là đạt yêu cầu.
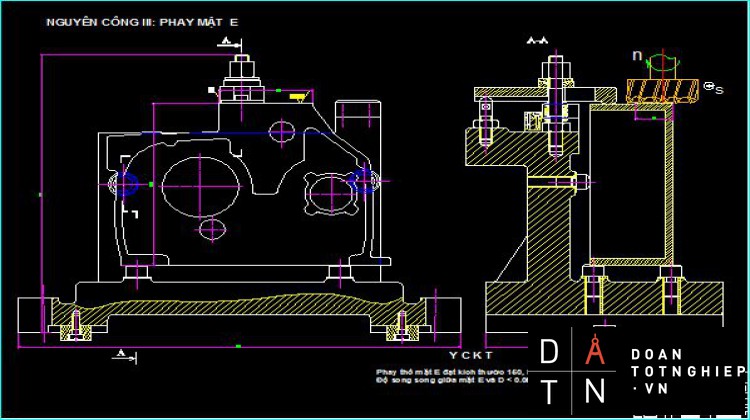
- Nguyên công III: Phay mặt E
Biện luận thứ tự nguyên công .
Ta chọn mặt gia công là mặt E thứ 2 vì mặt E và mặt D dùng để định vị và kẹp chặc , để gia công cho các mặt phẳng tiếp theo.
1 .Biện luận nội dung nguyên công.
_Bước công việc: nguyên công này chỉ có một bước công việc là phay thô mặt E.
_Lần gá :một lần gá.
_ Chuẩn định vị: để đảm bảo kích thước đạt yeu cầu nên ta chọn mặt D(mặt vừa gia công )làm mặt phẳng định vị chính , khử 3 bật tự do và mặt G khử 2 bật tự do.
2 . Phân tích máy.
Do chọn mặt D là mặt định vị chính nên ta chọn máy phay đứng 6H12 để gia công.
- Các thông số cơ bản của máy:
- Bề mặt làm việc của máy 320x1250 mm
- Công suất động cơ :7KW.
- Hiệu suất máy :0.75.
- Số vòng quay trục chính :30à1500(vòng/phút)
- Bước tiến của bàn máy :30à1500(vòng/phút)
- Lực lớn nhất cho phép theo cơ cấu tiến của máy :1500Kg.
3.Phân tích về dao:
phân tích như trên ta chọn dao phay mặt đầu gắn mãnh hợp kim cứng BK6.
4. Phân tích về đồ gá .
sử dụng đồ gá chuyên dùng
5.Phân tích về dụng cụ đo.
Mặt phẳng gia công cấp chính xác thấp do đó ta chỉ can thước cặp 1/10 để kiểm tra kích thước này.
6.phân tích về chế độ cắt.
a .Chọn t :
Gia công thô nên chọn t = h =5 mm.
b .Chọn lượng chạy dao :
Tra bảng: (205-2) trang 191
Vật liệu gia công gang xám
Dao gắn mãnh hợp kim cứng BK6
Công suất của máy: 7 KW
HB =180
àSz = (0.19 – 0.24) mm/ răng
bảng (206 -2) trang 191 àK1 = 1 (hệ số phụ thuộc sơ đồ gá dao- ứng với gá dao cân).
Bảng (207 – 2) trang 191 àk2=1 (hệ số phụ thuộc gốc nghiêng chính – ứng với 60o
à Chọn Sz =0.19 mm/răng
- Vận tốc cắt:
............................................................................
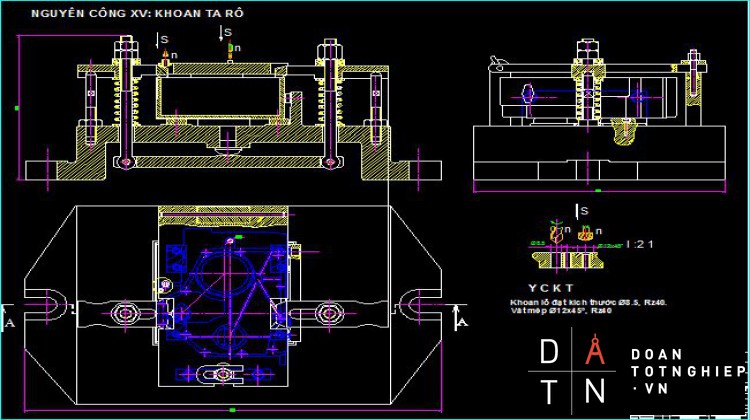
- Nguyên công XVII: khoan và ta rô ren
1 .Biện luận nội dung nguyên công.
_Bước công việc: Nguyên công này thực hiên 2 bước:khoan 4 lỗ đạt kích thước Þ5, tarô ren 4 lỗ đạt kích thước M6 đạt độ nhám Rz40
_Lần gá : Sử dụng một lần gá
_ Chuẩn định vị:khử hết 6 bậc tự do: mặt D khử 3 bậc tự do, mặt B khử bậc tự do, lỗ Þ67 khử 1 bậc tự do.
2 . Phân tích máy.
Trong trường hợp này ta sử dụng máy khoan cần ngang 2B56.
Thông số cơ bản của máy:
- Đường kính khoan lớn nhất 50mm.
-
Khoảng cách trục chính và trục đứng .
- Lớn nhất :2095 mm
- Nhỏ nhất :375mm
- Khoảng cách dịch chuyển của trục chính 350 mm
- Phạm vi điều chỉnh số vòng quay trục chính 55 -1140 vòng/phút
- Phạm vi điều chỉnh bước tiến 0.15-1.2 mm/vòng.
3.Phân tích về dao:
Các thông số cơ bản của dao:
Dao khoan:D=5,L=120,l=70
Dao tarô :M6
4. Phân tích về đồ gá .
5.Phân tích về dụng cụ đo.
Thước cặp 1/10
6.phân tích về chế độ cắt.
KHOAN:
t=2.5
Bước tiến khoan:
bảng (120-2) trang 156
D=5mm
HB = 180
à S =(0.13 – 0.17) mm/v
Tốc độ khoan:
bảng (121-2) trang 156
D=5mm
S =0.13 mm/v
HB=180
à V =48 m/ph
TARÔ
Bảng (299-2) trang 257:M6 , bước ren 1mm àV=8 m/ph
- Nguyên công XVIII : khoan
1 .Biện luận nội dung nguyên công.
_Bước công việc: khoan 4 lỗ đạt kích thước Þ 9, đạt độ nhám Rz40
_Lần gá : Sử dụng mọt lần gá.
_ Chuẩn định vị: khử 6 bậc tự do:mặt G khử 3 bậc tự do, mặt E khử bậc tự do, lỗ Þ76 khử 1 bậc tự do.
2 . Phân tích máy.
Trong trường hợp này ta sử dụng máy khoan cần ngang 2B56.
Thông số cơ bản của máy:
- Đường kính khoan lớn nhất 50mm.
-
Khoảng cách trục chính và trục đứng .
- Lớn nhất :2095 mm
- Nhỏ nhất :375mm
- Khoảng cách dịch chuyển của trục chính 350 mm
- Phạm vi điều chỉnh số vòng quay trục chính 55 -1140 vòng/phút
- Phạm vi điều chỉnh bước tiến 0.15-1.2 mm/vòng.
3.Phân tích về dao:
Các thông số cơ bản của dao:
Dao khoan:D=9,L=120,l=70
4. Phân tích về đồ gá .
Đồ gá chuyên dùng.
5.Phân tích về dụng cụ đo.
Thước cặp 1/10
6.phân tích về chế độ cắt.
KHOAN:
t=4.5
Bước tiến khoan:
bảng (120-2) trang 156
D=9mm
HB = 180
à S =(0.18 – 0.22) mm/v
Tốc độ khoan:
bảng (121-2) trang 156
D=9mm
S =0.18 mm/v
HB=180
à V =43m/ph
- Nguyên công XIX:Tổng kiểm tra
_Bước công việc: nguyên công này ta kiểm tra độ không vuông gốc giữa các tâm lỗ chính với mặt đầu của nó < 0.05. kiểm tra độ không song song giữa các tâm lỗ Þ 76+0.046 , Þ 120 0.1, Þ 40 +0.039 , Þ20+0.033 < 0.03/100
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT VỎ HỘP SỐ, đồ án môn học công nghệ chế tạo máy CHI TIẾT VỎ HỘP SỐ, bài tập lớn công nghệ chế tạo máy CHI TIẾT VỎ HỘP SỐ, thiết kế quy trình công nghệ gia công CHI TIẾT VỎ HỘP SỐ









