LUẬN VĂN THẠC SĨ LỰA CHỌN CHẾ ĐỘ CẮT NHẰM TĂNG TUỔI BỀN CỦA DAO PHAY NGÓN PHỦ PVD-TiN SỬ DỤNG PHAY KHUÔN ÉP ĐÚC ÁP LỰC SKD61

NỘI DUNG ĐỒ ÁN
LUẬN VĂN THẠC SĨ LỰA CHỌN CHẾ ĐỘ CẮT NHẰM TĂNG TUỔI BỀN CỦA DAO PHAY NGÓN PHỦ PVD-TiN SỬ DỤNG PHAY KHUÔN ÉP ĐÚC ÁP LỰC SKD61
Có thể tìm hiểu luận văn tại Trung tâm Học liệu Đại học Thái Nguyên và Thư viện trường Đại học Kỹ thuật Công nghiệp Thái Nguyên
Qua nghiên cứu thực tế quá trình gia công khuôn đúc áp lực, vật liệu chế tạo khuôn là SKD61:
- Gia công được trên trung tâm phay VMC - 85S.
- Phôi rèn được ủ đạt độ cứng (220 - 250HB).
- Dụng cụ: Dao phay ngón, dụng cụ phủ TiAlN (xuất xứ
Đài Loan).
Quá trình gia công ở trên tồn tại hạn chế là:
- Dụng cụ mòn nhanh do việc lựa chọn chế độ cắt dựa trên kinh nghiệm, chưa có cơ sở khoa học thực tế.
- Tiêu tốn nhiều dụng cụ (12 con dao).
Thay đổi chọn nghiên cứu dụng cụ phủ PVD-TiN thử nghiệm.
Các bước thực hiện, nội dung chính và kết quả của luận văn:
1. Thu thập các tài liệu tham khảo.
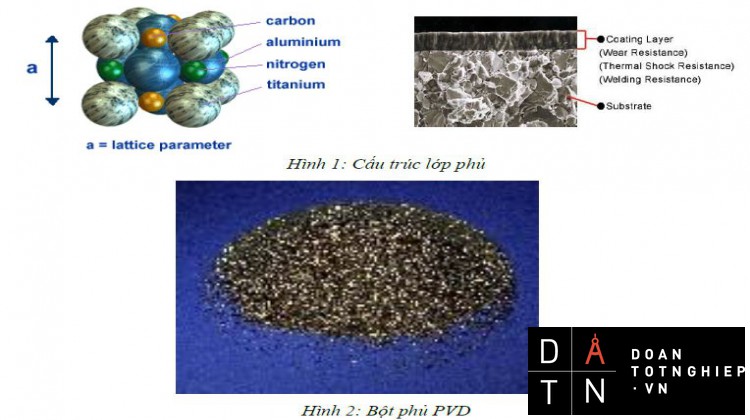
2. Nghiên cứu lý thuyết phủ PVD, các dạng mòn, tuổi bền của dụng cụ và cách xác định.
3. Làm thực nghiệm:
- Cắt các đường cắt thử (là các đường thẳng) lấy kết quả để đánh giá lựa chọn chế độ cắt dùng gia công khuôn.
V = 40m/ph.
S = 170mm/ph (thay đổi S = 200mm/ph để so sánh). t = 5mm (thay đổi t = 7,5mm để so sánh).
- Dùng bộ chế độ cắt lựa chọn lần lượt gia công các phần tử của khuôn để so sánh.
- Gia công xong 1 phần tử ta thay dụng cụ để gia công phần tử khác. Dùng máy cắt dây cắt dụng cụ, chiều dài cắt bằng
chiều dày phoi (trong thí nghiệm tác giả cắt chiêu dài 3mm), rửa sạch bằng cồn, dùng máy nén khí thổi sạch bụi bẩn, dầu mỡ dính trên bề mặt dụng cụ, chụp ảnh SEM để nghiên cứu. Phân tích thành phần vật liệu trên vùng mòn dụng cụ để đánh
giá, kết luận chính xác hơn.
4. Đánh giá kết quả, đưa ra cơ chế mòn dụng cụ phủ PVD- TiN khi gia công vật liệu SKD61:
Dụng cụ mòn do dính mỏi.
* Kết luận:
- Khi cắt thép SKD61 với tốc độ cắt lựa chọn, lượng chạy
dao thay đổi khi gia công các hốc S = 170 và 200mm/phút, chiều dày phoi a = 2mm, chiều sâu cắt t = 5 và 7,5mm. Dụng cụ mòn nhưng vẫn trong giới hạn cho phép.
- Mũi dao bị phá huỷ mạnh do nhiệt cắt tại mũi dao lớn nhất, ở vùng gần mũi dao mòn ít hơn và phát triển mạnh dần đến vị trí cách mũi cắt khoảng 2mm (bằng chiều dày phoi) thì dụng cụ mòn nhiều nhất, các vết nứt trên bề mặt xuất hiện
nhiều nhất.
* Cơ chế mòn:
- Với lớp phủ: VLGC bám dính lên bề mặt, khi vượt qua
giới hạn mỏi lớp phủ bị phá huy và bong ra cùng VLGC (cơ chế dính mỏi). Vùng mòn phát triển từ lưỡi cắt, sau đó phát triển rộng dần.
- Với vật liệu nền: Xuất hiện các vết chảy, nứt theo biên giới hạt rồi bong ra từng mảng vật liệu làm xuất hiện các lỗ
sâu trên bề mặt, cứ như vậy dụng cụ bị bào mòn đến khi dụng cụ không còn khả năng cắt.
* Phương hướng nghiên cứu tiếp theo:
- Tiếp tục nghiên cứu để lựa chọn chế độ cắt tối ưu cho
dụng cụ đặc biệt khi phay các cung tròn.
- Tiếp tục nghiên cứu nhiệt phát sinh trong quá trình cắt, đo lực cắt để làm sáng tỏ hơn cơ chế phá huỷ của lớp phủ khi
phay thép SKD61.
- Tiếp tục nghiên cứu cơ chế phá huỷ mũi dao, nghiên cứu mòn mặt trước của dụng cụ do các nguyên nhân khác nhau.
- Tiếp tục nghiên cứu mòn dụng cụ khi phay thép SKD61
đã qua tôi kết hợp biện pháp làm mát phù hợp để có khái niệm đầy đủ hơn qua đó khai thác, sử dụng dụng cụ cắt phủ PVD-TiN một cách hiệu quả hơn.
1. Tính cấp thiết của đề tài:
MỞ ĐẦU
Qua nghiên cứu thực tế quá trình gia công khuôn đúc áp lực mà sản phẩm là van đóng mở bình ga, vật liệu chế tạo khuôn là SKD61, quá trình gia công được thực hiện trên trung tâm phay VMC - 85S. Từ phôi rèn được ủ đạt độ cứng nhất định (35
- 37HRC), quá trình gia công thực hiện bằng dao phay ngón đường kính 2, 6, 8, 10,
16mm, vật liệu dụng cụ TiAlN (xuất xứ Đài Loan) có thể gia công vật liệu có độ cứng 55HRC. Giá thành mua dao: Dao 2: 180.000đ/con dao; dao 6:
310.000đ/con dao; dao 8: 340.000đ/con dao; dao 10: 520.000đ/con dao; dao
16: 1.700.000đ/con dao.
Một bộ khuôn gia công gồm 6 phần tử (khuôn đúc được 6 chi tiết/lần). Thời gian gia công 12 ngày đêm, tốn 12 con dao. Quá trình gia công được chia làm 3 bước:
Bước 1: Phay thô bằng dao đường kính 10, 16mm.
Bước 2: Phay bán tinh bằng dao phay đường kính 8mm.
Bước 3: Gia công tinh bằng dao phay đầu cầu đường kính 2, 6mm.
Sau khi gia công xong, kiểm tra đảm bảo độ chính xác kích thước, mang đúc thử
1.000 lần để khuôn ổn định, đảm bảo không bị biến dạng, cong vênh, nứt nẻ, sau đó đánh bóng và thấm Nitơ hoàn thiện.
Khi nghiên cứu quá trình gia công trên, tác giả nhận thấy: Thời gian gia công và tiêu tốn dụng cụ lớn (tuổi bền dụng cụ thấp). Chế độ cắt được chọn như sau:
Tốc độ cắt: 2.500 vòng/phút (VC = 63m/phút).
Lượng chạy dao: 80 - 100 mm/phút.
Chiều sâu cắt thay đổi từ 0,8 - 1,2 mm.
Việc lựa chọn chế độ cắt ở trên chủ yếu là dựa vào kinh nghiệm, chưa được qua nghiên cứu, thử nghiệm, không có căn cứ khoa học cụ thể do đó tuổi bền dụng cụ đạt thấp.
Hạn chế của quá trình gia công ở trên là: Dụng cụ mòn nhanh, tiêu tốn nhiều dụng cụ (12 con dao), tác giả thay đổi chọn nghiên cứu dụng cụ phủ PVD-TiN thử
nghiệm để lựa chọn vùng chế độ cắt phù hợp, làm tăng tuổi bền của dụng cụ. Vì vậy, tác giả chọn đề tài: “Lựa chọn chế độ cắt nhằm tăng tuổi bền của dao phay ngón phủ PVD-TiN sử dụng phay khuôn ép đúc áp lực SKD61” với mục đích ứng dụng vào thực tế sản xuất là rất cấp bách và cần thiết.
2. Ý nghĩa khoa học và thực tiễn của đề tài:
- Ý nghĩa khoa học:
Tổng quát hoá ảnh hưởng của các yếu tố chế độ cắt đến mòn, tuổi bền của dao phay ngón phủ PVD-TiN khi gia công thép SKD61.
- Về mặt thực tiễn:
Là kiến thức thực tế, giúp người kỹ sư lập trình lựa chọn các thông số của chế độ cắt phù hợp, làm giảm mòn, tăng tuổi bền, tiết kiệm kinh phí gia công, hạ giá thành sản phẩm khi gia công vật liệu SKD61.
3. Lựa chọn phương pháp và phương tiện nghiên cứu:
- Lựa chọn phương pháp nghiên cứu làm thực nghiệm để chứng minh.
- Phương tiện nghiên cứu: Máy phay VMC - 85S, máy chụp tế vi, máy đo nhám, kính hiển vi điện tử.
4. Tổ chức nghiên cứu:
a. Xác định nhân tố quan hệ:
Nhân tố quan hệ nhân quả với tuổi bền của dụng cụ là các yếu tố của chế độ cắt.
b. Chọn đại lượng đặc trưng và thông số hoá thí nghiệm:
- Chọn đại lượng đặc trưng cho tuổi bền của dụng cụ:
+ Mòn mặt trước.
+ Mòn mặt sau.
+ Các vết nứt tế vi, các vết cào xước trên bề mặt.
- Đại lượng đặc trưng cho mối quan hệ:
+ Chọn biến độc lập: Các yếu tố của chế độ cắt.
+ Thông số phụ thuộc: Mòn mặt trước, mòn mặt sau, các vết nứt, vết cào
xước.
- Xây dựng mô hình thí nghiệm:
Thông số đầu vào Nghiên cứu quá
trình gia công
Thông số đầu ra
Thông số đầu vào là hệ
thống công nghệ Các đại lượng xuất hiện
trong quá trình gia công Thông số đầu ra là chỉ tiêu
về kỹ thuật và kinh tế
- Trung tâm gia công
VMC-85S CNC.
- Vật liệu chi tiết gia công
- Dụng cụ cắt (thông số hình học dụng cụ cắt, vật liệu dụng cụ cắt).
- Chế độ công cắt (s, v, t) - Lực cắt.
- Nhiệt cắt.
- Rung động.
- Mòn và cơ chế mòn. 1. Sai số:
- Kích thước.
- Hình dáng hình học.
- Vị trí tương quan.
2. Chất lượng bề mặt.
- Nhám bề mặt.
- Cơ lý bề mặt.
3. Kinh tế:
- Thời gian gia công.
- Năng suất.
- Giá thành sản phẩm.
4. Tuổi bền dụng cụ
Trong giới hạn của đề tài, tác giả chỉ nghiên cứu đại lượng xuất hiện trong quá
trình gia công là mòn và cơ chế mòn, thông số đầu ra là tuổi bền của dụng cụ.
c. Điều kiện biên của thí nghiệm:
- Trung tâm gia công CNC: VMC - 85S.
- Dụng cụ là dao phay ngón phủ PVD-TiN.
- Vật liệu gia công SKD61.
d. Tiến hành thí nghiệm cắt thử:
- Chuẩn bị phôi, dụng cụ gia công. Đo độ cứng, xác định thành phần của phôi.
- Tiến hành cắt thử các đường cắt, đo nhám, so sánh mòn dụng cụ, lựa chọn chế độ cắt để tiến hành gia công khuôn (gia công các hốc).
- Sau khi lựa chọn được chế độ cắt, tiến hành gia công các hốc. Sau khi cắt tiến hành chụp ảnh SEM các dụng cụ, xử lý và phân tích số liệu.
5. Nội dung nghiên cứu:
Chương 1: Phủ PVD và ứng dụng trong cắt kim loại.
Chương 2: Vấn đề chung về gia công các bề mặt bằng dao phay phủ bay hơi. Chương 3: Nghiên cứu về mòn dao phay phủ PVD-TiN khi gia công thép SKD61. Chương 4: Ảnh hưởng của chế độ cắt đến mòn dao phay phủ PVD-TiN khi gia công
thép SKD61.
Chương 5: Kết luận và phương hướng nghiên cứu.
Nội dung của luận văn đưa ra các kết quả nghiên cứu về mòn và tuổi bền của dụng cụ cắt, so sánh kết quả với thí nghiệm đã tiến hành trước đó. Phân tích các nhân tố ảnh hưởng đến mòn dụng cụ khi gia công với các chế độ cắt khác nhau, từ đó đưa ra các biện pháp khắc phục trong quá trình gia công nhằm tăng năng suất và tuổi bền của dụng cụ.
Các nội dung trong luận văn được thực hiện dưới sự hướng dẫn nhiệt tình của thầy giáo PGS.TS. Phan Quang Thế, sự giúp đỡ nhiệt tình của các thầy cô giáo công tác tại Phòng Thí nghiệm Cơ khí và Động lực trường Đại học Kỹ thuật Công nghiệp Thái Nguyên. Với bản thân đã có nhiều nỗ lực phấn đấu tuy nhiên trong nội dung luân văn chắc chắn còn nhiều thiếu sót, rất mong được các thầy, cô giáo và các đồng nghiệp đóng góp ý kiến và giúp đỡ để nội dung nghiên cứu được hoàn thiện hơn.
Em xin trân thành cảm ơn
Tiếng Việt
TÀI LIỆU THAM KHẢO
[1]. GS.TSKH. Bành Tiến Long, PGS.TS. Trần Sỹ Tuý, PGS.TS. Trần Thế Lục (2001), Nguyên Lý gia công vật liệu, Nhà xuất bản khoa học và kỹ thuật, Hà Nội. [2]. GS.TS. Trần Văn Địch (2006), Nguyên Lý cắt kim loại, Nhà xuất bản khoa học và kỹ thuật, Hà Nội.
[3]. Ph.A.Barơbasôp (1984), Kỹ thuật phay (người dịch: Trần Văn Địch), Nhà xuất
bản công nhân kỹ thuật, Hà Nội.
[4]. Phạm Quang Lê (1979), Kỹ thuật phay, Nhà xuất bản công nhân kỹ thuật, Hà
Nội.
[5]. Phan Quang Thế (2002), “Nghiên cứu khả năng làm việc của dụng cụ thép gió phủ dùng cắt thép các bon trung bình”, Luận án tiến sỹ kỹ thuật, Trường Đại học Bách Khoa Hà Nội, Hà Nội.
Tiếng Anh
[6]. T.L.Banh, Q.T.Phan and D.B.Nguyen (2005), Wear Mechanisms of PVD Coated HSS Endmills Used to Machine 1045 Hardened Steel, AZo-OARS.
[7]. W.Y.H Liew, W.L.Teh and X.Ding (2006), Wear of Nano-Coated Carbide Tools in End Milling of Stainless Steel, Centre of Materials and Minerals, school of Engineering and Information Technology, Universiti Malaysia Sabah, Locked Bag
2073, Kota Kinabalu, Sabah, Malaysia.
[8]. Dr. Deepak G. Bhat (2000), Application of CVD and PVD Technologies to Cutting Tools, and Evaluation of Tool Failure Modes, Manager, TechnologyMraketing and Commercialization UES, Inc., OH 45432, USA.
[9]. Norihiro TAKANASHI, Hideki MORIGUCHI, Kazuo YAMAGATA, Keiichi TSUDA, Yasuo TSUKIMORI, Yoshio FUKUYASU, Shinya IMAMURA and Masafumi NIGOSHI (2002), Development of the “ACE COAT ACZ330” PVD- Coated Insert for Steel Milling, Sei technical review, number 54, Japan.
MỤC LỤC Trang
Chương 1 - PHỦ PVD VÀ ỨNG DỤNG TRONG CẮT KIM LOẠI 1
1.1. Phủ bay hơi hoá học CVD (Chemical Vapour Deposition) - Phủ 1
bay hơi lý học PVD (Physical Vapour Deposition)
1.1.1. Khái niệm phủ PVD 1
1.1.2. Khái niệm phủ CVD 4
1.1.3. Tại sao phải sử dụng CVD hoặc PVD 5
1.1.4. Phủ PVD và CVD nâng cao tuổi thọ và hiệu suất dụng cụ 5
1.1.5. Múc độ nâng cao tuổi thọ dụng cụ sau khi phủ PVD và CVD 5
1.1.6. Phương pháp nào phủ tốt hơn, PVD hay CVD 5
1.2. Ứng dụng phủ PVD6
Chương 2 - VẤN ĐỀ CHUNG VỀ GIA CÔNG CÁC BỀ MẶT 11
BẰNG DAO PHAY PHỦ BAY HƠI
2.1. Quá trình phay và phay rãnh 11
2.1.1. Khái niệm chung 11
2.1.2. Sự tạo thành bề mặt và các dạng bề mặt gia công 13
2.1.3. Những hiện tượng xảy ra trong quá trình cắt 14
2.1.4. Các chuyển động cơ bản khi phay21
2.1.5. Các thành phần của bề mặt bị cắt khi phay 21
2.1.6. Các thành phần lực cắt và công suất cắt khi phay 25
2.1.7. Phay bậc và phay rãnh bằng dao phay ngón 26
2.2. Ảnh hưởng của lớp phủ cứng đến tương tác ma sát27
2.2.1. Ảnh hưởng của lớp phủ cứng đến tương tác ma sát trượt 27
2.2.2. Ảnh hưởng của lớp phủ đến tương tác ma sát trong cắt kim loại 29
2.2.3. Ảnh hưởng của tạp chất trong thép đến tương tác ma sát trong 30
cắt kim loại
2.3. Chất lượng bề mặt sau gia công cơ 31
2.3.1. Khái niệm chung về lớp bề mặt 31
2.3.2. Bản chất của lớp bề mặt 32
2.3.3. Tính chất lý hoá của lớp bề mặt 32
2.3.4. Các chỉ tiêu đánh giá chất lượng bề mặt sau gia công cơ 34
2.3.4.1. Độ nhám bề mặt và phương pháp đánh giá 35
2.3.4.2. Độ sóng bề mặt35
2.3.4.3. Tính chất cơ lý lớp bề mặt sau gia công cơ 35
2.3.5. Các nhân tố ảnh hưởng đến độ nhám bề mặt khi gia công cơ 40
2.3.5.1. Ảnh hưởng của thông số hình học của dụng cụ cắt 40
2.3.5.2. Ảnh hưởng của tốc độ cắt 41
2.3.5.3. Ảnh hưởng cảu lượng chạy dao42
2.3.5.4. Ảnh hưởng của chiều sâu cắt 43
2.3.5.5. Ảnh hưởng của vật liệu gia công 43
2.3.5.6. Ảnh hưởng của rung động hệ thống công nghệ 43
2.4. Mòn và tuổi bền của dụng cụ 43
2.4.1. Bản chất vật lý của quá trình cắt 43
2.4.1.1. Cơ chế tạo phoi43
2.4.1.2. Ma sát trong quá trình cắt kim loại 44
2.4.1.3. Lực tác dụng lên mặt trước và mặt sau của dụng cụ 45
2.4.2. Mòn dụng cụ 46
2.4.2.1. Khái niệm chung về mòn 46
2.4.2.2. Cơ chế mòn của hai bề mặt trượt tương đối 47
2.4.2.3. Vai trò của lớp phủ cứng trong giảm mòn 52
2.4.2.4. Mòn dụng cụ và cách xác định 54
2.4.3. Tuổi bền của dụng cụ 59
2.4.3.1. Khái niệm 59
2.4.3.2. Các nhân tố ảnh hưởng tới tuổi bền 60
2.4.3.3. Cách xác định tuổi bền của dụng cụ cắt 62
Chương 3 - NGHIÊN CỨU VỀ MÒN DAO PHAY PHỦ PVD-TiN 64
KHI GIA CÔNG THÉP SKD61
3.1. Thí nghiệm64
3.1.1. Dao 64
3.1.2. Phôi 65
3.1.3. Máy 66
3.1.4. Chế độ cắt 66
3.2. Kết quả thí nghiệm67
3.2.1. Nhám bề mặt 67
3.2.2. Thời gian gia công 68
3.2.3. Phân tích kết quả68
3.2.4. Kết luận 68
Chương 4 - ẢNH HƯỞNG CỦA CHẾ ĐỘ CẮT ĐẾN MÒN DAO 70
PHAY PHỦ PVD-TiN KHI GIA CÔNG THÉP SKD61
4.1. Ảnh hưởng của lượng chạy dao 70
4.1.1. Kết quả thí nghiệm 70
4.1.2. Phân tích kết quả70
4.2. Ảnh hưởng của tốc độ cắt 71
4.2.1. Kết quả thí nghiệm 71
4.2.2. Phân tích kết quả71
4.3. Cơ chế mòn dao phay phủ PVD 71
4.4. Hiệu quả sử dụng dao phay phủ PVD 84
4.4.1. Kết quả đo nhám và mòn dụng cụ 84
4.4.2. Nhận xét và kết luận 84
Chương 5 - KẾT LUẬN VÀ PHƯƠNG HƯỚNG NGHIÊN CỨU 85
5.1. Kết luận 85
5.2. Phương hướng nghiên cứu86