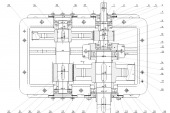
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CHI TIẾT VỎ ĐẦU MÁY MÀI GÓC CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CHI TIẾT VỎ ĐẦU MÁY MÀI GÓC CAO THẮNG
TKQTCN GIA CÔNG CHI TIẾT“ VỎ ĐẦU MÁY MÀI CẦM TAY ”
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn. Với các yêu cầu sau:
A. PHẦN BẢNVẼ
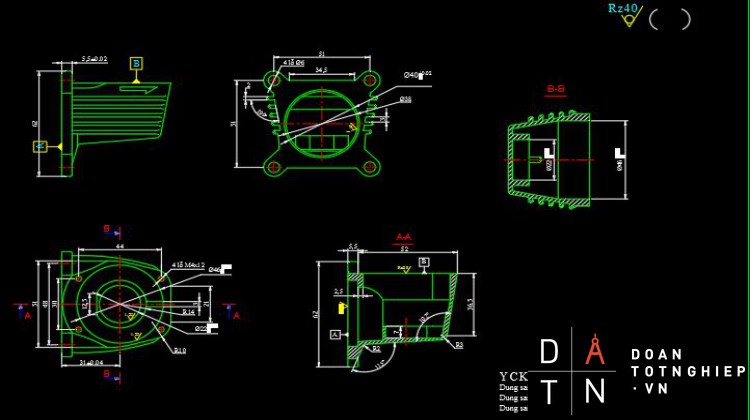
-Bản vẽ chi tiết (A0).
-Bản vẽ chi tiết lồngphôi (A0) .
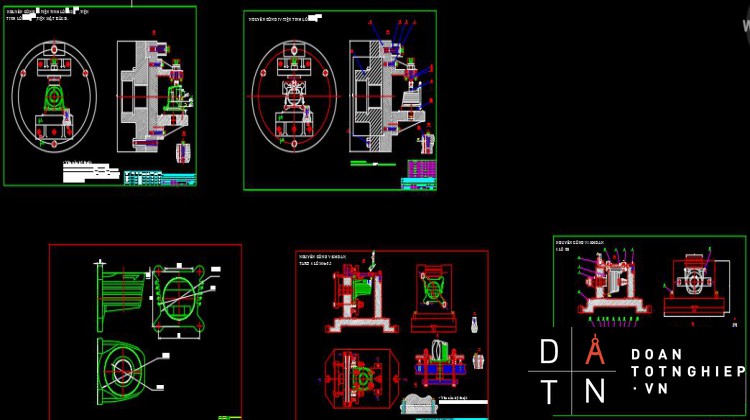
-Bản vẽsơ đồ nguyên lýQuy trình Công nghệ gia công (6 nguyên công/ 1A0).
-02 bản vẽ kết cấu nguyên công/1 sinh viên (A0).
-02 bản vẽ lắp đồ gá/1 sinh viên (A0).
B. PHẦNTHUYẾTMINH
Chương1: Phân tích chi tiết gia công và phương pháp chế tạo phôi.
Chương2:Lập Quy trình công nghệ gia công.
Chương3:Thiết kế nguyên công.
Chương4:Tính toán thiết kếđồ gá.
-Kết luận.
-Tài liệu tham khảo.
MỤC LỤC
---------- ---------- Trang
Phần 1:PHÂN TÍCH CHI TIẾT GIA CÔNG 6
1.1 Phân tích công dụng và điều kiện làm việc của CTGC 6
1.2 Phân tích kết cấu hình dạng CTGC 6
1.3 Phân tích độ chính xác CTGC 6
1.3.1 Độ chính xác của kích thước: 6
1.3.2 Độ chính xác về hình dáng hình học: 13
1.3.3 Độ chính xác về vị trí tương quan: 13
1.3.4 Chất lượng bề mặt: 13
1.4.5 Yêu cầu về cơ lí tính: 13
1.4.6 Xác định sản lượng: 13
Phần 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH
LƯỢNG DƯ GIA CÔNG.14
2.1 Chọn phôi 14
2.1.1. Phôi cán: 14
2.1.2. Phôi rèn: 14
2.1.2.1. Rèn tự do : 15
2.1.2.2. Rèn khuôn 15
2.1.3. Phôi đúc:16
2.1.3.1- Đúc trong khuôn hủy: 19
2.1.3.2- Đúc trong khuôn mẫu hủy: 19
2.1.3.3. Đúc trong khuôn vĩnh cửu: 19
2.1.3.4-Đúc áp lực: 19
Chọn phương pháp chế tạo phôi. 20
2.2 Sơ đồ đúc. 21
2.3 Xác định lượng dư gia công 22
Phần 3: QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 Lập công trình công nghệ gia công 23
|
Phần 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ |
|
24 |
|
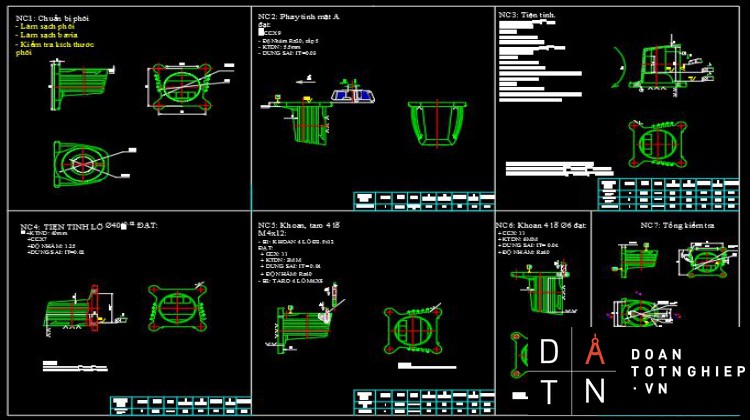
4.1/ Nguyên công 1: Chuẩn bị phôi. |
|
24 |
|
4.2/ Nguyên công 2: Phay mặt đầu A đạt: Rz20, ccx9,l=5.5 |
0.02. |
24 |
|
4.3/ Nguyên công 3: Tiện. |
|
27 |
|
4.4/ Nguyên công 4: Tiện ∅40+0.02 đạt: ccx7,1.25, ∅40+0.02. |
|
31 |
|
4.5/ Nguyên công 5: Khoan, taro 4 lỗ M4x0.5 |
|
32 |
|
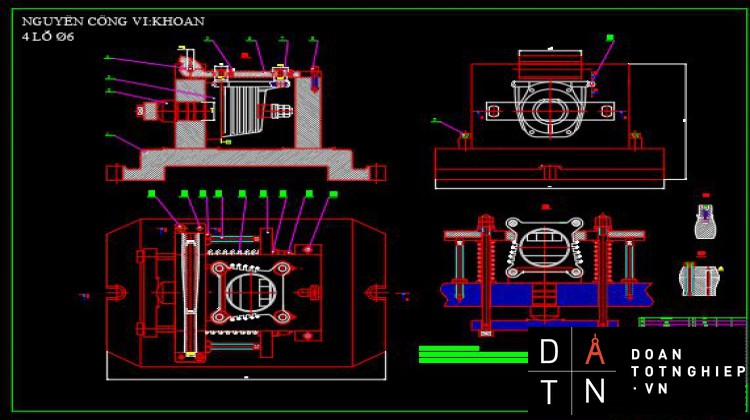
4.6/ Nguyên công 6: Khoan 4 lỗ ∅6,Rz40,ccx10 |
|
36 |
|
4.7/ Nguyên công 7: Tổng kiểm tra. |
|
39 |
|
Phần 5 : TÍNH VÀ THIẾT KẾ ĐỒ GÁ |
|
40 |
|
5.1.1 SƠ LƯỢC ĐỒ GÁ TIỆN |
|
40 |
5.1.2 PHÂN TÍCH YÊU CẦU KỸ THUẬT NGUYÊN CÔNG LÀM ĐỒ GÁ
(NC IV)40
5.1.3 CHỌN PHƯƠNG ÁN ĐỊNH VỊ VÀ SƠ ĐỒ ĐỊNH VỊ 40
5.1.4 CHỌN CHI TIẾT ĐỊNH VỊ VÀ SƠ ĐỒ ĐỊNH VỊ CHI TIẾT LÊN CHI TIẾT ĐỊNH VỊ 41
5.1.5TÍNH SAI SỐ CHUẨN 42
5.1.6 XÁC ĐỊNH PHƯƠNG ÁN KẸP 42
5.1.7 TÍNH TOÁN LỰC KẸP CẦN THIẾT43
5.1.8 HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ 44
5.2 THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG GIA CÔNG 4 LỖ ∅6
5.2.1/ Phân tích sơ đồ gá đặt phôi. 44
5.2.2/ Chọn cơ cấu định vị 45
5.2.3/ Lực chiều trục và mô men xoắn : 46
5.2.4/ Tính lực kẹp cần thiết . 46
5.2.5/ Tính đường kính bu lông : 48
5.2.6/ Cơ cấu hướng dẫn . 48
5.2.7/ Cơ cấu sinh lực và kẹp chặt. 50
5.2.8/ Xác định các sai số chế tạo đồ gá. 50
5.2.7/ Kiểm tra bền . 52
KẾT LUẬN 55
TÀI LIỆU THAM KHẢO 56