ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT Ổ GÁ DAO TIỆN CNC CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT Ổ GÁ DAO TIỆN CNC CAO THẮNG
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1: Phân tích công dụng và điều kiện làm việc của chi tiết gia công:
- Công dụng:
Chi tiết gia công là ổ gá dao tiện công dụng là gá đặt và kẹp chặt trong quá trình làm việc. Vật liệu chế tạo là thép CT3. Hình dạng của chi tiết chế tạo phức tạp. Điều kiện làm việc đảm bảo yêu cầu kĩ thuật cao, lỗ định vị chi tiết so với mặt đáy.
Để đảm bảo được các điều kiện đặt ra, yêu cầu chi tiết phải đạt được độ cứng vững cao, chống mài mòn tốt, điều kiện bôi trơn được đảm bảo, cấp chính xác, độ bóng, độ song song giữa tâm trục với mặt đáy, độ vuông góc giữa các bề mặt, dung sai của các bề mặt phải đảm bảo yêu cầu đặt ra của chi tiết cần chế tạo.
- Điều kiện làm việc:
Ổ dao máy tiện dùng để lắp dao tiện, chịu tải trọng va đập và rụng động.
2: Phân tích vật liệu chế tạo chi tiết gia công:
CT3 là thép cacbon thông thường.
Thành phần của thép CT3 là:
Cacbon = 0.14 – 0.22 %
Si = 0.05 – 0.17 %
Mn = 0.4 – 0.65 %
Ni = 0.3 %
S ≤ 0.05 %
P ≤ 0.04 %
Cr ≤ 0.3 %
Cu ≤ 0.3 %
As ≤ 0.08 %
Với các tính chất trên thép CT3 là phù hợp nhất.
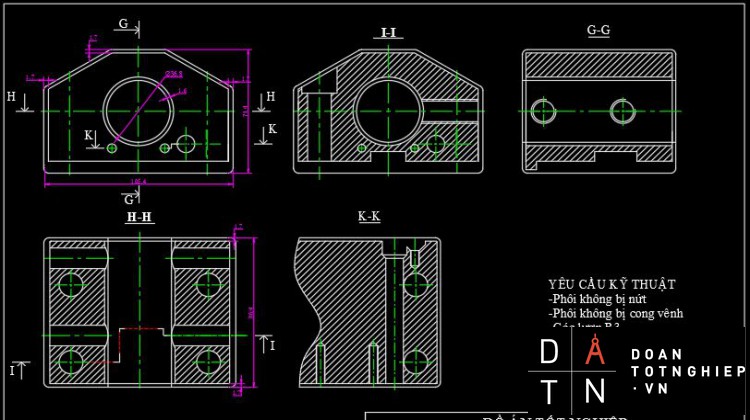
3: Phân tích kết cấu, hình dạng CTGC.
Ổ gá dao tiện là chi tiết dạng hộp, có hình dạng có hình dạng và kết cấu tương đối đơn giản. Chi tiết có mặt phẳng đủ lớn để định vị và kệp chặt.
Bề mặt làm việc chính của chi tiết là mặt B và lỗ ∅
Còn các bề mặt khác, lỗ bậc, lỗ ren không đòi hỏi độ chính xác cao nên việc chọn đường lối gia công cũng như phương pháp gia công cũng tương đối đơn giản.
4: Đối với các kích thước có chỉ dẫn dung sai.
Kích thước ∅
Kích thước danh nghĩa 40mm
Tra bảng 1.14 trang 18 BTDSLG
Sai lệch trên: ES = 0.025 mm
Sai lệch dưới: EI = 0.
Kích thước lớn nhất = 40.025 mm
Kích thước nhỏ nhất = 40
Dung sai kich thước = 0.025 mm
Tra bảng 1.4 trang 4 BTDSLG
Độ chính xác về kích thước CCX7
Miền dung sai H7.
Kích thước ∅ có thể viết ∅40H7.
Kích thước 29±0.01 mm
Tra bảng 1.14 trang 18 BTDSLG
Sai lệch trên ES = 0.01 mm
Sai lệch dưới EI = 0.01 mm
Kích thước lớn nhất = 29.01 mm
Kích thước nhỏ nhất = 28.99 mm
Dung sai kích thước = 0.021 mm
Tra bảng 1.4 trang 4 BTDSLG
Độ chính xác về kích thước gia công CCX7
Kích thước 29±0.01 có thể viết là 29js7
Then 20±0.026 mm
Tra bảng 1.14 trang 18 BTDSLG
Sai lệch giới hạn trên ES = 0.026 mm
Sai lệch giới hạn dưới EI = 0.026 mm
Kích thước giới hạn lớn nhất 20.026 mm
Kích thước giới hạn nhỏ nhất = 19.974 mm
Dung sai kích thước =0.052 mm
Tra bảng 1.4 trang 4 BTDSLG
Độ chính xác về kích thước gia công CCX9
Kích thước 20±0.026 có thể viết là 20H9
5: Đối với các kích thước không chỉ dẫn dung sai:
Các kích thước không chỉ dẫn dung sai được giới hạn bởi 2 bề mặt gia công nên CCX12.
4 lỗ ∅20, CCX 12, theo BTDSLG ta được T =0.021mm.
Kích thước đầy đủ là ∅ mm.
4 lỗ ∅13, CCX12, theo BTDSLG ta được T = 0.18 mm.
Kích thước đầy đủ là ∅ mm.
Lỗ ∅12, CCX12, theo BTDSLG ta được T = 0.18 mm.
Kích thước đầy đủ là ∅ mm.
Lỗ ∅10, CCX12, theo BTDSLG ta được T =0.15mm.
Kích thước đầy đủ là ∅ mm.
Kích thước 30, CCX12, theo BTDSLG ta được T = 0.21mm.
Kích thước đầy đủ là 30±0.105mm.
Kích thước 42, CCX12, theo BTDSLG ta được T =0.25mm.
Kích thước đầy đủ là 42±0.125mm.
Kích thước 83, CCX12, theo BTDSLG ta được T = 0.35mm.
Kích thước đầy đủ 83±0.175mm.
Kích thước 102, CCX12, theo BTDSLG ta được T = 0.35mm.
Kích thước đầy đủ 102±0.175mm.
Kích thước 63, CCX12, theo BTDSLG ta được T = 0.3mm.
Kích thước đầy đủ 63±0.15mm.
Kích thước 24, CCX12, theo BTDSLG ta được T = 0.21mm.
Kích thước đầy đủ 24±0.1mm.
Kích thước 45, CCX12, theo BTDSLG ta được T = 0.25mm.
Kích thước đầy đủ 45±0.12mm.
Kích thước 42, CCX12, theo BTDSLG ta được T = 0.25mm.
Kích thước đầy đủ 42±0.12mm.
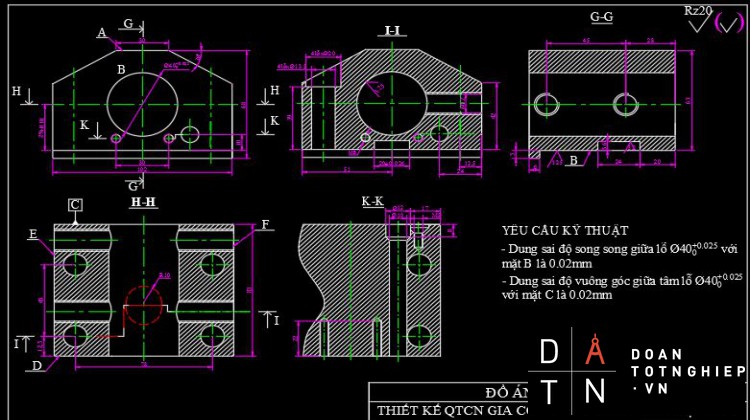
6: Độ chính xác về hình dạng hình học và vị trí tương quan:
Dung sai độ vuông góc giữa tâm ∅ với mặt C là 0.02 mm.
Dung sai độ song song giữa tâm lỗ ∅ với mặt B là 0.02 mm.
7: Chất lượng bề mặt:
Theo TCVN 2511-95 để đánh giá nhám bề mặt người ta sử dụng 2 tiêu chuẩn sau:
: Sai lệch trung bình số hình học profin.
: Chiều cao mấp mô profin theo 10 điểm.
Giải thích các kí hiệu:
Lỗ ∅ có nhám bề mặt 1.25cấp độ nhám ( cấp 7).
Mặt B có độ nhám 1.25cấp độ nhám (cấp 7).
Then có độ nhám 3.2 cấp độ nhám (cấp 5).
Các bề mặt A, C, D, F có độ nhám 20 cấp độ nhám (cấp 5).
8: Yêu cầu cơ lí tính:
Do điều kiện làm việc của chi tiết cần yêu cầu về độ cứng, nhiệt luyện.
9: Kết luận:
Ta cần chú ý đến các yêu cầu kĩ thuật sau:
Dung sai độ vuông góc giữa tâm ∅ với mặt B là 0.02 mm.
Dung sai độ song song giữa tâm lỗ ∅ với mặt B là 0.02 mm.
Độ nhám 1.25 3.2
10: Xác định sản lượng hằng năm:
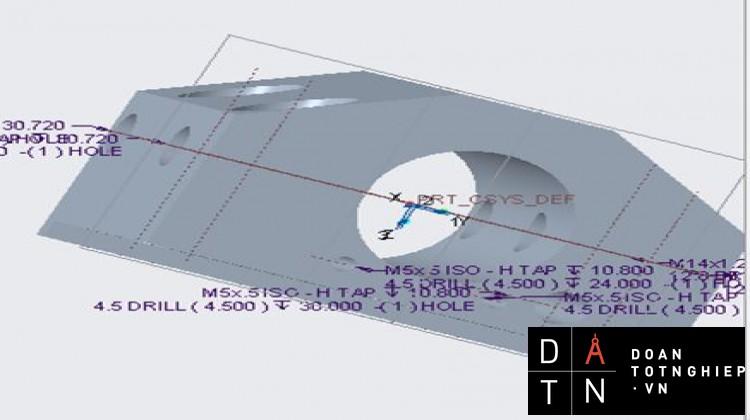
Dùng phần mềm Creo 4.0 để tính:
Thể tích của chi tiết gia công V = 309598 .
Tra bảng 2.1 trang 7 sách bài tập lớn công nghệ chế tạo máy của thầy Nguyễn Phùng Tấn. Ta được khối lượng riêng của thép CT3 là: 7.852
Khối lượng của chi tiết m = 2.4kg.
Dạng sản xuất vừa và hàng loạt của chi tiết có khối lượng 2.4kg. Tra bảng 2.2 trang 7 sách bài tập lớn công nghệ chế tạo máy của thầy Nguyễn Phùng Tấn . Ta xác định sản lượng hằng năm của chi tiết là từ 500 – 5000 chiếc/năm.
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯƠNG DƯ GIA CÔNG.
- Chọn phôi:
Vật liệu làm phôi là thép CT3. Chi tiết làm có công dụng là gá đặt và kẹp chặt, điều kiện làm việc yêu cầu chi tiết phải đạt được độ cứng vững cao, chống mài mòn tốt.
Ổ gá dao tiện là chi tiết dạng hộp, có hình dạng và kết cấu không quá phức tạm.
Sản lượng hằng năm của chi tiết là từ 500 – 5000 chiếc/năm. Dạng sản xuất là hàng loạt vừa.
Ngày nay trong sản xuất sử dụng rất nhiều loại phôi nhưng căn cứ vào các phương pháp chế tạo phôi hiện nay có thể phân thành 03 nhóm công nghệ chế tạo phôi như sau:
- Chế tạo phôi bằng công nghệ cán.
- Chế tạo phôi bằng công nghệ đúc.
- Chế tạo phôi bằng công nghệ rèn.
Mỗi công nghệ có những đặc điểm riêng như sau:
1.1 Chế tạo phôi bằng công nghệ cán:
Cán là cho phôi đi qua khe hở giữa hai trục cán quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở, kết quả là chiều dày của phôi giảm xuống, chiều dài tăng lên rất nhiều. Hình dạng mặt cắt của phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán.
Sản phẩm sản xuất bằng phương pháp cán được dùng trong mọi ngành công nghiệp (cơ khí, xây dựng, giao thông vận tải…). Tùy theo hình dáng sản phẩm cán có thể chia thành bốn nhóm chủ yếu: hình, tấm, ống, đặc biệt.
Sản phẩm cán hình được chia thành hai nhóm:
©Nhóm thông dụng có prôfin đơn giản (tròn, vuông, hình chữ nhật, lục giác, chữ U, chữ T,…)
©Nhóm đặc biệt có prôfin phức tạp, dùng cho những mục đích nhất định (đường ray, các dạng đặc biệt dùng trong ôtô, máy kéo, trong ngành xây dựng
Sản phẩm cán tấm được chia thành hai nhóm theo chiều dày:
©Tấm dày có chiều dày trên 4 mm.
©Tấm mỏng có chiều dày dưới 4 mm
Sản phẩm cán ống được chia thành loại không có mối hàn và loại có mối hàn.
Sản phẩm cán đặc biệt gồm có các loại bánh xe, bánh răng, bi, vật cán có prôfin chu kỳ …
1.2. Chế tạo phôi bằng công nghệ đúc:
Phôi đúc được chế tạo bằng cách rót kim loại vào lòng khuôn có hình dạng và kích thước nhất định. Sau khi kim loại đông đặc trong khuôn ta thu được vật đúc có hình dạng và kích thước tương tự lòng khuôn.
Phôi đúc có thể được áp dụng cho bất kỳ loại vật liệu nào khi ta có thể nấu chảy chúng và chúng đông đặc lại khi làm nguội như kim loại đen, kim loại màu và cả vật liệu phi kim (như chất dẻo).
So với các dạng phôi khác, phôi đúc chiếm ưu thế về mặt phức tạp của hình dáng sản phẩm và phạm vi khối lượng của vật đúc rất rộng (từ vài gam đến vài trăm tấn). Vì vậy hầu hết các loại thân máy, vỏ động cơ, giá đỡ, … đều được chế tạo từ phương pháp đúc. Ngoài ra quy trình công nghệ đúc tương đối đơn giản, vốn đầu tư ít nên giá thành thấp.
Tuy nhiên, ngoài một vài phương pháp đúc có độ chính xác cao (như đúc trong khuôn kim loại, đúc áp lực, …) thì đa số phôi đúc có độ chính xác thấp, độ bóng bề mặt kém, lượng dư gia công lớn và hao tốn kim loại nhiều.
Chất lượng phôi đúc nói chung thấp hơn so với các loại phôi khác vì quá trình trình hình thành vật đúc thường xảy ra các khuyết tật như rỗ co, lõm co, rỗ khí, rỗ xỉ, nứt làm giảm cơ tính vật liệu.
Nhìn chung với các ưu điểm nêu trên thì phôi đúc được sử dụng rộng rãi trong các lĩnh vực công nghiệp, khối lượng vật đúc chiếm 40 – 80% tổng khối lượng máy móc. Trong ngành chế tạo máy, khối lượng vật đúc chiếm đến 90% nhưng giá thành chỉ chiếm 20 – 25%.
1.3. Chế tạo phôi bằng công nghệ rèn:
Gọi chung là gia công kim loại bằng áp lực hay gia công áp lực là quá trình gia công bằng lợi dụng tính dẻo của vặt liệu; thông qua dụng cụ, thiết bị tạo lực làm chúng biến dạng dẻo tạo thành sản phẩm có hình dạng kích thước theo yêu cầu.
Ngoại lực là yếu tố cơ bản trong gia công áp lực, góp phần tạo nên hình dạng của vật thể có cơ tính cao hơn, giảm tiêu hao vật liệu.....
Nhiệt độ là yếu tố quan trọng trong gia cong áp lực. Nhiệt độ cao làm tăng tính dẻo của kim loại và đồng đều hóa về tổ chức, do đó kim loại dễ biến dạng dẻo, giảm trở lực biến dạng, giảm công suất thiết bị, tăng năng suất. Căn cứ vào nhiệt độ gia công có thể phân ra gia công nóng và gia công nguội.
Gia công nóng là quá trình gia công thực hiện trên nhiệt độ kết tinh lại, gia công nguội thực hiện dưới nhiệt độ kết tinh lại.
So với các phương pháp chế tạo phôi đúc hoặc hàn thì gia công rèn, dập có các ưu điểm sau:
- Vật liệu biến dạng ở thể rắn nên sau khi gia công sẽ bị thay đổi cơ, lý tính, cấu trúc hạt kim loại mịn hơn, hạt đồng đều hơn và cơ tính cao hơn.
- Chất lượng bề mặt tốt hơn và giảm được lượng dư gia công.
- Giảm được các khuyết tật của vật đúc như rỗ khí, rỗ co.
- Một số phương pháp như dập thể tích, ép chày cho năng suất cao.
Tuy nhiên so với phôi đúc thì phương pháp chế tạo phôi rèn, dập bị hạn chế ở khối lượng sản phẩm và không thực hiện được với các chi tiết có khối lượng quá lớn. Mặt khác phương pháp rèn, dập cũng không sử dụng được cho các chi tiết có độ phức tạp hình dáng cao cũng như vật liệu không có khả năng biến dạng dẻo.
Các phôi rèn, dập được sử dụng nhiều trong các chi tiết máy đòi hỏi khả năng chịu tải động lớn, đặc biệt là ngành công nghiệp sản xuất ô tô, xe lửa (Khối lượng phôi rèn, dập chiếm 60 – 80% khối lượng các chi tiết trong các đầu máy xe lửa, ô tô).
Ngày nay công nghệ chế tạo phôi rèn dập được chú trọng phát triển theo hướng nâng cao chất lượng bề mặt chi tiết, tăng cường tự động hóa nhằm nâng cao năng suất, hạ giá thành cũng như mở rộng khả năng thiết bị cho các phôi có kích thước lớn.
Kết luận:Dựa vào các tính chất của các loại phôi trên và với chi tiết gia công là dạng hộp, có kết cấu không quá phức tạp, điều kiện làm việc phải đạt được độ cứng vững cao, chống mài mòn tốt,dạng sản xuất hàng loạt vừa, vật liệu là thép CT3, ta chọn phôi rèn là phù hợp.
2. Chọn phương pháp chế tạo phôi:
2.1. Rèn tự do:
Rèn tự do là một quá trình biến dạng dẻo “ tự do” kim loại (phôi) được đung nóng dưới tác dụng của ngoại lực thông qua dụng cụ rèn (búa, đe,...) hoặc thiết bị tạo lực (búa và đe của máy gia công áp lực). Hình dạng phôi được tạo ra nhờ bề mặt dụng cụ và trình độ tay nghề của người công nhân. Rèn tự do đạt độ nhám bề mặt thấp, năng suất thấp, hao phí nhiêu kim loại, cường độ lao động lớn vì hiều khi phải sử dụng sức người (sinh công) để làm biến dạng dẻo hoặc lật chuyền phôi khi rèn. Do đó, rèn tự do thường dùng trong sản xuất đơn chiếc, loạt nhỏ, trong sữa chữa.... Tuy nhiên, rèn tự do có thể tạo ra sản phẩm có kích thước, khối lượng rất nhỏ đến rất lớn, cơ tính đạt được tương đối cao. Phôi trước rèn tự do thường là phôi thép đúc, thép thỏi cán hoặc thanh...
Trong rèn tự do có rất nhiều nguyên công, đó là: chồn, vuốt, uốn, xoắn, hàn rèn, dịch trượt, dập cắt, đột, lỗ,.... Trong đó, chồn và vuốt là hai nguyên công cơ bản nhất của nhất của rèn tự do.
2.2. Rèn khuôn:
Rèn khuôn hay còn gọi là dập thể tích, là quá trình làm biến dạng dẻo kim loại trong lòng khuôn dưới tác dụng của dụng cụ rèn. Dụng cụ rèn vừa là dụng cụ truyền lực, vừa là dụng cụ tạo hình dáng bề mặt phôi. Khi dập thể tích, phôi đạt được độ chính xác, nhám bề mặt, năng suất cao hơn, cơ tính tốt hơn, hao phí kim loại ít hơn, cường độ lao động của thợ được cải nhiều hơn do dùng sức máy để làm biến dạng dẻo kim loại. Do đó, dập thể tích được ứng dụng trong sản xuất từ loạt vừa đến loạt lớn trở lên. Tuy nhiên, dập thể tích cũng có hạn chế là tạo sản phẩm có kích thước, khối lượng từ trung bình trở xuống, hình dạng, kết cấu sản phẩm đơn giản hơn. Vật liệu trước khi dập thể tích cũng thường là phôi thép đúc, thỏi cán, thanh,...
Rèn khuôn còn được chia thành ba dạng:
- Dập thể tích trong khuôn hở.
- Dập thể tích trong khuôn kín.
- Ép chảy.
Lòng khuôn hở: là lòng khuôn mà trong quá trình gia công có một phần kim loại được biến dạng tự do (hình a).
Lòng khuôn kín: là lòng khuôn mà kim loại biến dạng trong lòng khuôn không có bavia tức là không có bavia trên sản phẩm (hình b).
Đối với vật dập đơn giản hoặc không yêu cầu chính xác ta dùng khuôn hở. Với những chi tiết phức tạp, đòi hỏi chính xác người ta dùng khuôn kín. Khi dùng lòng khuôn kín đòi hỏi phải tính toán chính xác phôi ban đầu.
Ép chảy: Khác với khuôn rèn, các khuôn ép chảy có khích thước bé hơn nhưng lại chịu nhiệt cao hơn (do phải tiếp xúc lâu với phôi), chịu áp suất cao nhưng tải trọng va đập nhỏ.
Kết luận:
Yêu cầu chi tiết đã cho:
- Chi tiết thuộc dạng hộp có độ phức tạp không quá cao.
- Dạng sản xuất hàng loạt vừa.
- Sản lượng từ 500 – 5000 chiếc/năm.
- Chi phí không quá cao.
- Với các yêu cầu trên ta chọn phương pháp chế tạo phôi là rèn khuôn.
- Bước 1 : khoan lỗ Ø10.25
Chọn dao: ta chọn mũi khoan ruột gà đuôi côn thép gió P18 [3]. Ta có:
Dao khoét: D= 10.25, L= 250, l= 170.
Chọn t: t = = 5.125 mm
Tính S theo công thức độ bền dao:
Theo bảng (8.3) trang 88 [2]:
S = 0.5 – 0.6 mm/vòng
Tra thuyết minh máy chọn S = 0,5mm/vòng
Tính vận tốc cắt:
Tra bảng (17.3) trang 93
V= 13.2 m/phút
Bảng 19.3 trang 96 => T = 75 phút
Bảng 20.3 trang 96 => = 1
Bảng 15.3 trang 92 => = 1
Bảng 16.1 trang 92 => = 1
ðV = 13.2 .1 . 1 . 1 = 13.2
ðn = = = 409.92(m/phút)
Tra TMM chọn =530 (vòng/phút)
Lực cắt, momen xoắn:
Tra bảng 7.3 trang 87
|
Cm |
Zm |
Ym |
Cp |
Zp |
Yp |
|
0.034 |
2.5 |
0.7 |
68 |
1.0 |
0.7 |
Tra bảng 12.1 , bảng 13.1 trang 21
= 0,6
= 0,87
= 0,034 .
= 1.72 (KGM)
= 68 .
=335.87
máy đảm bảo lực dọc trục
Công suất cắt:
= 0.934 (KW)
< [ N ] máy gia công được
Thời gian chạy máy: TCB=
Trong đó:
L = 32 mm.
L1= cotgγ + (0,1 ÷ 2) = cotg 120˚ + 1 = 1,05 mm
L2 = (1 ¸ 3) mm. Chọn L2 = 2 mm.
n = 530 vòng/phút
S = 0,5 mm/vòng
Tm == = 0.13 phút
- Bước 2 Taro M12x1,75
Chiều sâu cắt t: t = = 0,875 mm
Lượng chạy dao S:
Vì ren có bước ren P= 1,75 => S=1,75mm
Tính vận tốc:
Theo bảng (10-7), trang 174, sách chế độ cắt gia công cơ khí của Nguyễn Ngọc Đào: V= 11 m/phút
Tính số vòng quay: n= = = 219.78 v/phút
Theo máy lấy n = 195 v/phút
Momen khi taro: Mx=CM.DqM.SYM.Kp(1)
|
CM |
QM |
YM |
|
0,0025 |
2,0 |
1,5 |
Theo bảng (2-7), trang 170, sách chế độ cắt gia công cơ khí của Nguyễn Ngọc Đào: Kp= Kmp= 1,0
Thay vào (1): Mx= 0,0025 . 122,0. 1,751,5 . 1 = 0,83 KGm
Công suất cắt:
N= = = 0,166 kW
So với công suất máy Nm= 6kW, máy đảm bảo yêu cầu làm việc
Thời gian chạy máy: Tm=
Trong đó:
L = 39mm.
L1=2
n = 1195 vòng/phút
S = 1,75mm/vòng
Tm = = 0,12 phút
18. Nguyên công XVIII: Khoan lỗ suốt Ø10.25, khoét lỗ bậc Ø12
Hình 4.11: Sơ đồ định vị và kẹt chặt khoan lỗ Ø22+0.21 ; Khoét lỗ Ø36 ; Doa thô lỗ Ø36 ; Doa tinh lỗ Ø36
- Mặt A: Định vị 3 bậc tự do.
- Mặt H : Định vị 2 bậc tự do.
- Mặt G : Định vị 1 bậc tự do.
Chọn máy gia công : Máy phay ngang 2A55, có các thông số cơ bản của máy như sau:
- Đường kính lớn nhất khi khoan : 50 mm
- Côn mooc trục chính số 5
- Công suất đầu khoan : 4.5 kW.
- Công xuất nâng xà ngang: 1.7KW
- Số vòng quay trục chính 30-37, 5-47, 5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700
- Bước tiến 1 vòng quay trục chính ( mm/vòng ): 0,05-0,07-0,1-0,14-0,2-0,28-0,4-0,56-0,79-1,15-1,54-2,2
- Bước 1 : khoan lỗ Ø10
Chọn dao: ta chọn mũi khoan ruột gà đuôi côn thép gió P18 [3]. Ta có:
Dao khoét: D= 10, L= 250, l= 170.
Chọn t: t = = 5 mm
Tính S theo công thức độ bền dao:
Theo bảng (8.3) trang 88 [2]:
S = 0.5 – 0.6 mm/vòng
Tra thuyết minh máy chọn S = 0,5mm/vòng
Tính vận tốc cắt:
Tra bảng (17.3) trang 93
V= 17.4 m/phút
Bảng 19.3 trang 96 => T = 75 phút
Bảng 20.3 trang 96 => = 1
Bảng 15.3 trang 92 => = 1
Bảng 16.1 trang 92 => = 1
ðV = 17.4 .1 . 1 . 1 = 17.4
ðn = = =553.85(m/phút)
Tra TMM chọn 750 (vòng/phút)
Lực cắt, momen xoắn:
Tra bảng 7.3 trang 87
|
Cm |
Zm |
Ym |
Cp |
Zp |
Yp |
|
0.034 |
2.5 |
0.7 |
68 |
1.0 |
0.7 |
Tra bảng 12.1 , bảng 13.1 trang 21
= 0,6
= 0,87
= 0,034 .
= 1.78 (KGM)
= 68 .
=327.68
è máy đảm bảo lực dọc trục
Công suất cắt:
= 1.3 (KW)
< [ N ] è máy gia công được
Thời gian chạy máy: TCB=
Trong đó:
L =83 mm.
L1= cotgγ + (0,1 ÷ 2) = cotg 120˚ + 1 = 1.05 mm
L2 = (1 ¸ 3) mm. Chọn L2 = 2 mm.
n = 530 vòng/phút
S = 0,5 mm/vòng
Tm == = 0.22 phút
- Bước 2 : khoét lỗ bậc Ø12
Chọn dao: ta chọn mũi khoét liền khối côn thép gió P18 [3]. Ta có:
Dao khoét: D= 12, L= 160, l= 80.
- Chọn t: t = = 1 mm
- Bước tiến S :
Tra bảng 9-3 trang 89 sách chế độ cắt gia công cơ khí,
d = 35 mm, vật liệu chi tiết gia công là thép CT3.
Ta được: S = (0,9 1.0) mm/vòng
Tra TMM ta chọn S = 1,0 mm/vòng
- Vận tốc cắt :
- Tra bảng 31-3 trang 101, sách chế độ cắt gia công cơ khí.
S= 1,0 mm/v
Ta được: V= 16.4m/phút
- Tra bảng 26-3 trang 100, sách chế độ cắt gia công cơ khí.
Ta được: T = 30 phút
- Tra bảng 27-3 trang 100, sách chế độ cắt gia công cơ khí.
Ta được: k1 = 1,1
- Tra bảng 30-3 trang 100, sách chế độ cắt gia công cơ khí.
Ta được: k2 = 1
=> V = 57 . 1,1 .1 = (m/phút)
- Tính n= = =435 (v/ph)
- Tra thuyết minh máy trang 220 ta được: nt = 275 (v/ph)
Vt = = = 19.98 m/phút
- Thời gian chạy máy :
- Tm = (3)
- L là chiều dài chi tiết gia công (L=8mm)
- L1 = khoảng chạy tới, L1= cotg1200 = cotg1200 + 1= 1,06 mm
- L2 = khoảng thoát dao , L2 = (2 mm
thay vào, Tm = = 0.022phút.
22. Nguyên công XXII: Tổng kiểm tra
Bước 1: Kiểm tra kích thước:
- CCX 7
29 ± 0.015 CCX 7
- 20x5,6± 0.026 CCX 9
Bước 2: Kiểm tra hình dáng hình học:
- Dung sai độ vuông góc giữa tam lỗ với mặt C là 0,02
- Dung sai đô song song giữa tâm lỗ với mặt B là 0,02
Bước 3: Kiểm tra độ nhám:
- Lỗ độ nhám Ra1.25
- Mặt B độ nhám Ra1,6
- Rãnh thenđộ nhám Ra3,2
- Mặt A, C, D, E, F độ nhám Rz20
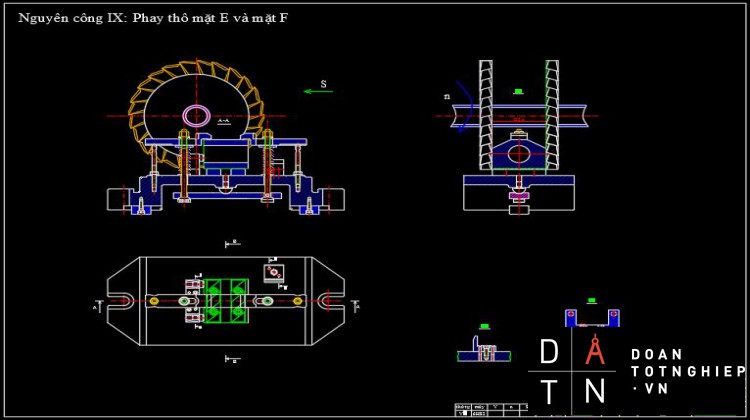
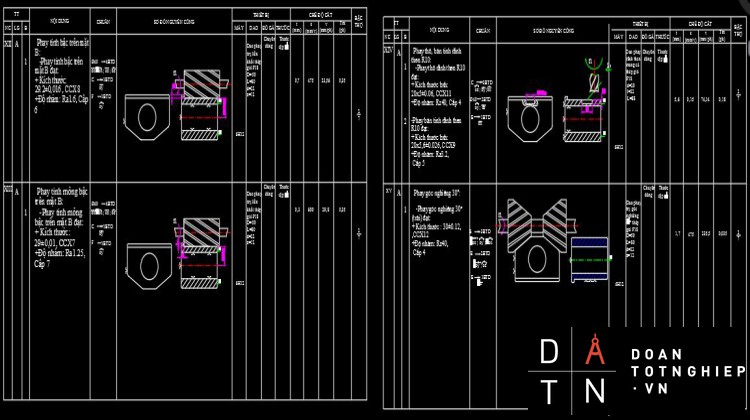
CHƯƠNG 4: THIẾT KẾ ĐỒ GÁ
- Phân tích yêu cầu kỹ thuật của nguyên công phay
Ở đây là dạng sản xuất hàng loạt nên ta cần phải gá đặt nhanh chóng. Do đó ta cần thiết kế đồ gá chuyên dùng cho các nguyên công.
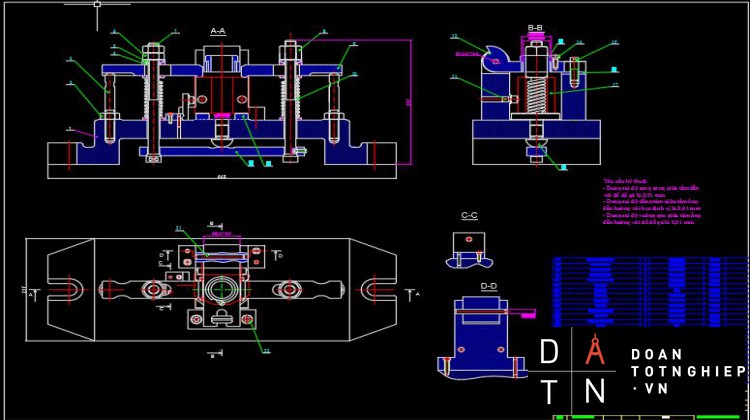
Hình 1: Đồ gá phay thô, bán tinh mặt D
1.1. Phương pháp định vị và kẹp chặt
1.1.1. Định vị
- Mặt C: Định vị 3 bậc tự do
- Mặt B: Định vị 2 bậc tự do
- Mặt F: định vị 1 bậc tự do
1.1.2. Kẹp chặt
Kẹp chặt chi tiết bằng cơ cấu kẹp liên động
Lực kẹp hướng về bề mặt định vị (mặt B)
1.2. Phương thức tính lực kẹp
- Cách 1: Tính toán
- Bước 1: Vẽ và phân tích sơ đồ lực của kết cấu
- Bước 2: thiết lập phương trình cân bằng lực (liên quan giữa lực kẹp với các lực khác trong kết cấu).
- Bước 3: Giải phương trình tính lực kẹp.
- Cách 2: Tra bảng tiêu chuẩn của một số kết cấu đã được thiết lập.
Thông thường thì ta chọn cách tra bảng để xác định lực kẹp. Nếu trong bảng tiêu chuẩn không có thì ta phải chọn cách 1.
ðTa chọn cách 1 để tính lực kẹp.
Pz = 21,21 N G = 125 N
- Hệ số an toàn K :
K = K0.K1.K2.K3.K4.K5 = 1,4 . 1. 1,5 . 1,2 . 1,2 . 1,5 = 4,536
- Trong đó :
+ K0 = 1,4 ( Hệ số đảm bảo )
+ = 1 (Bề mặt đã qua gia công)
+ K2 = 1,5 ( Khi phay )
+ K3 = 1.2 ( Gia công không liên tục )
+ K4 = 1,2 ( Kẹp bằng sức người )
+ K5 = 1,5 ( Định vị bình thường, không sử dụng lỗ định vị vào các chốt tỳ )
- Hệ số ma sát giữa chi tiết gia công và chi tiết định vị :
f2 = 0,1 – 0,15 ( Bề mặt đã gia công )
Chọn f2 = 0,1
- Hệ số ma sát giữa chi tiết kẹp chặt và chi tiết gia công :
f1 = 0,1 – 0,15 ( Bề mặt đã qua gia công )
Chọn f1 = 0,1
vĐể chi tiết không trượt trên bề mặt định vị:
+= P
(W+G) + (W+G) = P
⇨W+G + W+G= P
W =| = 18.95 N (1)
ð = 18,95 . 4,536 = 85.95
vĐể chi tiết không rời khỏi mặt định vị
2W+G=P
⇨ W =| | = 51.895 N (2)
Từ (1) và (2) ⇨ = W.K = 51,895 . 4,536 = 235.395 N
Với L1 =66
L2=86
W=
⇨ Q= = 306,73 N
vĐường kính bulông
vd=C = 17.6 mm
vchọn d = 18 mm
ðVậy ta chọn bulong M18 để giữ chi tiết.
1.3. Sai số chuẩn.
Do góc kích thước trùng với chuẩn định vị nên không có sai số chuẩn.
1.4. Hướng dẫn sử dụng đồ gá.
Trước khi tiến hành gá đặt chi tiết gia công, ta phải kiểm tra toàn bộ đồ gá. Sau đó ta dùng cờ-lê vặn đai ốc (13) ở cơ cấu kẹp liên động rồi kéo 2 mỏ kẹp (8) ra hai phía, tiếp đó ta đặt chi tiết gia công vào đúng vị trí định vị.
Sau khi chi tiết gia công đặt đúng vị trí gia công ta tiến hành kẹp chặt bằng cách hướng hai mỏ kẹp (8) vào đúng vị trí kẹp chặt, sau đó dùng cờ-lê xiết chặt đai ốc (13) nó sẽ ăn ren lên bu-long (12) và kéo mỏ kẹp đi xuống ép mỏ kẹp (8) vào chi tiết gia công tạo ra lực kẹp chặt giữ chi tiết cứng vững trong quá trình gia công.
Sau khi kẹp chặt tiến hành gia công, sau khi gia công xong ta tiến hành lấy chi tiết gia công ra khỏi đồ gá động tác thực hiện tương tự như trên tháo lỏng đai ốc mỏ kẹp sẽ đi lên nhờ lực đàn hồi của lò xo (15), rồi kéo mỏ kẹp ra và lấy chi tiết gia công ra.
- Nguyên công khoét, doa lỗ Ø40
Hình 2: Đồ gá khoét, doa lỗ Ø36
2.1. Phương pháp định vị và kẹp chặt
2.1.1. Định vị
- Mặt C: Định vị 3 bậc tự do.
- Lỗ B : Định vị 2 bậc tự do.
- Mặt F : Định vị 1 bậc tự do.
2.1.2. Kẹp chặt
Kẹp chặt bằng cơ cấu kẹp liên động
Lực kẹp hướng vào bề mặt định vị chính (mặt C)
2.2. Phương pháp tính lực kẹp:
Po = 720.9 N G = 125N
- Hệ số an toàn K :
K = K0.K1.K2.K3.K4.K5 = 1,4 . 1 . 1,2 . 1,2 . 1,2 . 1 = 2,4192
- Trong đó :
+ K0 = 1,4 ( Hệ số đảm bảo )
+ = 1 (Bề mặt đã qua gia công)
+ K2 = 1,2 ( Khi khoan )
+ K3 = 1.2 ( Gia công không liên tục )
+ K4 = 1,2 ( Kẹp bằng sức người )
+ K5 = 1 ( Định vị lỗ bằng chốt )
- Hệ số ma sát giữa chi tiết gia công và chi tiết định vị :
f2 = 0,1 – 0,15 ( Bề mặt đã gia công )
Chọn f2 = 0,15
- Hệ số ma sát giữa chi tiết kẹp chặt và chi tiết gia công :
f1 = 0,1 – 0,15 ( Bề mặt đã qua gia công )
Chọn f1 = 0,15
vChi tiết không quay quanh tâm lỗ Ø40
= 1152
vĐường kính bulông
vd=C = 16.8 mm
vchọn d = 18mm
Vậy ta chọn bulong M18 để giữ chi tiết.
4.3. Sai số chuẩn
Do kích thước dao quyết định nên không có sai số chuẩn.
4.4. Hướng dẫn sử dụng đồ gá
Trước khi gá đặt chi tiết, ta cần kiểm tra lại toàn bộ đồ gá. Sau đó ta dùng tay nới lỏng vít T(27) ta xoay tấm dẫn hướng(20) quanh chốt, tấm dẫn hướng được hạn chế góc xoay nhờ phần nghiêng. Sau đó để chi tiết gia công(22) theo phương thẳng đứng với thân gá để chi tiết được định vị lên thân gá 6 bậc tự do bằng các chi tiết: phiến tỳ xẻ rãnh (25), chốt đầu phẳng (16) và chốt chống xoay(23). Kẹp chặt chi tiết bằng mỏ kẹp(4) nhờ vào đai ốc(10) thông qua bulong(11). Sau khi gá đặt chi tiết ta xoay tấm dẫn hướng(20) trở lại, ta kẹp chặt bằng vít T và lông đền.
CHƯƠNG 5: KẾT LUẬN
Quy trình công nghệ gia công chi tiết dạng hộp đã được thiết kế gồm 22 nguyên công cùng với trình tự công nghệ ở từng nguyên công. Và với quy trình này đã giải quyết được yêu cầu kỹ thuật cho chi tiết cần gia công.
Đồ gá ở mỗi nguyên công dễ sử dụng tuy thực sự chưa được tối ưu nhưng cũng đã giải quyết được yêu cầu kỹ thuật của từng nguyên công.
Trong quá trình thực đồ án không tránh khỏi những thiếu sót mong thầy cô đóng góp ý kiến để QTCN được hoàn thiện hơn.








