ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CẮT CHAI NHỰA
NỘI DUNG ĐỒ ÁN
NỘI DUNG ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO MÁY CẮT CHAI NHỰA
Sau khi hoàn tất chương trình lý thuyết và thực hành tại trường ,cũng như trải qua sáu tuần thực tập tại xưởng ,chúng em đã được trang bị những kiến thức cần thiết để hoàn thành tốt đồ án tốt nghiệp và sẵn sàng trở thành một người lao động giỏi để phục vụ cho đất nước sau khi ra trường .
Đồ án tốt nghiệp là một phần hết sức quan trọng và không thể thiếu đối với mỗi sinh viên chúng em.Nó giúp chúng em đúc kết và tích lũy thêm những kiến thức cần thiết trước khi ra trường . Sau một thời gian học tập và nghiên cứu thị trường trong lĩnh vực tái chế nhựa phế thải nhất là chai nhựa.Vì vậy chúng em quyết định chọn đề tài cho đồ án tốt nghiệp của mình là chế tạo máy cắt chai nước.Chúng em nghĩ rằng đây là một đề tài hay và còn mới, hi vọng qua đề tài này chúng em sẽ học được nhiều kinh nghiệm hơn trong công nghệ tái chế.
Qua đây chúng em cũng xin được gửi lời cảm ơn đến các thầy cô trong khoa cơ khí , đã nhiệt tình hướng dẫn đồ án cho chúng em .Một lần nữa chúng em xin chân thành cảm ơn tất cả các thầy cô và kính chúc các thầy cô thật nhiều sức khỏe.
Mục lục
Lời mở đầu 2
Lời cảm ơn 3
Chương I:TỔNG QUÁT NGHIÊN CỨU ĐỀ TÀI 5
Chương II:PHƯƠNG PHÁP VÀ CÁC GIẢI PHÁP 6
Chương III:TÍNH TOÁN VÀ THIẾT KẾ MÁY 8 I.Chọn động cơ 8
II.Phân phối tỉ số truyền 8
Chương III:CHẾ TẠO VÀ THỬ NGHIỆM 35
Chương III:KIẾN NGHỊ VÀ KẾT LUẬN 45
CHƯƠNG I: TỔNG QUÁT NGHIÊN CỨU ĐỀ TÀI
Ở nước ta hiện nay vấn đề thu gom và tái chế rác thải đang càng phát triển,không nhưng thế thu gom và tái chết rác thải vừa đem lại nguồn lợi dồi dào về kinh tế cho con người mà còn đem lại cho môi trường sạch sẽ và trong lành hơn.Trong các loại rác thường được tái chế trong đó có chai nhựa,nó phổ biến đến mức đi đâu ta cũng thể bắt gặp chúng .Chai nhựa không thể thiếu trong cuộc sống này.Có nhiều cách để sơ chế chai nhựa từ các cơ sở thu gom và đưa đến nhà máy để tái chế tạo các sản phẩm nhựa mới.Như được đè bẹp bằng chân ,tay......Nhưng đa số chai nhựa tự cơ sở tái chế đế nhà máy là chưa được sơ chế phân loại.Chai nhựa chưa được tái chế cụ thể ở đây là nghiền ra thành các vụn nhựa nhỏ.Nếu không nghiền thì quá trình chuyên chở gặp nhiều khó khắn do chai nhựa là rỗng chiếm nhiều không gian.Chính vì vậy cần sơ chế trước để quá trình vận chuyển dễ dàng hơn khối lượng chuyển chở được nhiều hơn.Đem lại lợi ích nhiều hơn khi các cơ sở nấu nhựa không cần nghiền nhỏ chai nhựa trước khi tái chế.
Vì vậy, sau khi tìm hiểu thị trường, nghiên cứu và được sự hướng dẫn của thầy Nguyển Hải Sơn chúng em đã chế tạo mô hình máy cắt chai nước ,đáp ứng được những yêu cầu của thị trường hiện nay đưa ra.
CHƯƠNG II:PHƯƠNG HƯỚNG VÀ CÁC GIẢI PHÁP
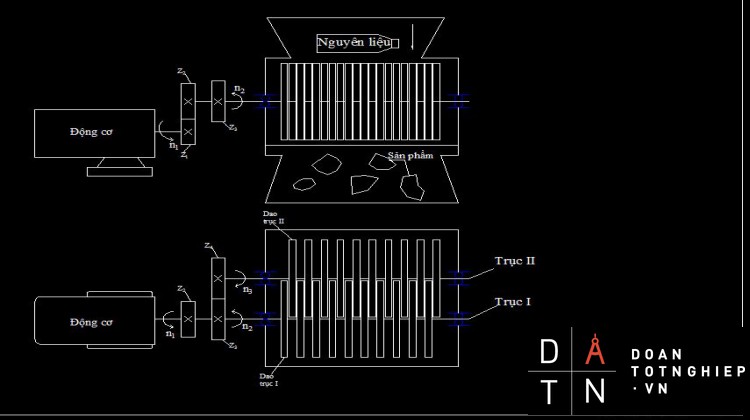
Để có thể nghiền chai nước cần dao và 2 trục chuyển động do sự chuyển động của bánh răng dưới tác động quay của động cơ.Hai trục được gắn dao được thiết kế chuyên dùng để nghiền nát chai nước,chuyển động ngược chiều nhau .Dưới tác dụng lực tạo ra nhờ trục dao xoay tròn vào chai nước,chai nước bị nghiền dao tác dụng lực.
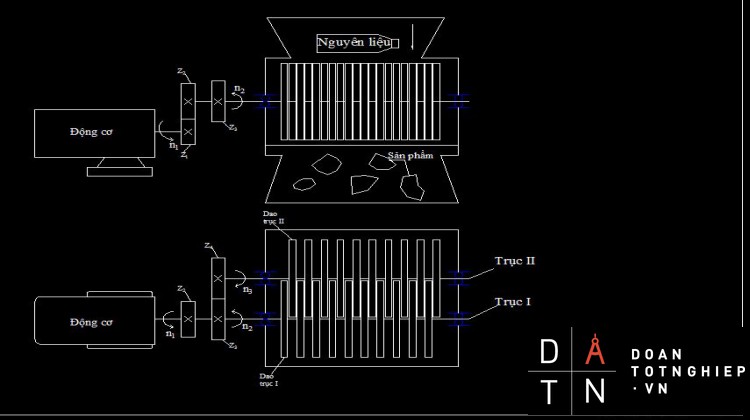
Phương án 1: Dùng 2 cụm trục dao được bố trí trên và dưới tạo ra 2 quá trình nghiền chai nước.Cụm 2 trục dao phía trên có tác dụng nghiền thô chai nhựa với bề dày dao 20mm khoảng cách 2 dao kề nhau lớn để quá trình ngiền nhanh hơn không bị kẹt phôi,sản phẩm của quá trình này còn rất thô do dao có bề dày lớn.Cụm 2 trục dao phía dưới có tác dụng nghiền tinh sản phẩm của quá trình nghiền thô.Sản phẩm của quá trình này phôi được nghiền nhỏ.Hai cụm dao phía trên và dưới được truyền động bằng bánh răng với tốc độ quay của trục dao khác nhau.
Nguyên lý phương án 1
Phương án 2: Dùng chỉ 1 cụm dao chỉ hai trục dao có bề dày dao nhỏ hơn khoảng 10mm với tốc độc quay được bộ truyền bánh răng chuyền tới trục là khoảng 50vòng/phút.
Nguyên lý phương án 2
Kết luận:Hai phương án đưa ra đều hợp lý nhưng phương án 2 hợp lý hơn vì:
+ Cách chế tạo máy đơn giản hơn so với phương án 1 do chỉ có 2 trục,nên giảm được vật liệu khi mua chế tạo máy cụ thể hơn là về mặt kinh tế giá thành sản phẩm sẽ giảm đáng kể.
+Năng xuất của quá trình cắt của 2 phương án trên có thể chênh lệnh nhưng không đáng kể vì sản phẩm cắt ra chệnh lệnh không đáng kể
+Nếu hư hỏng cũng dễ xử lý hơn,giảm khối lượng của sản phẩm để dễ di chuyển hơn.
Vì vậy, ta chọn phương án 2 để nghiên cứu, thiết kế, tính toán,và chế tạo mô hình.
CHƯƠNG III: TÍNH TOÁN VÀ THIẾT KẾ MÁY
- Chọn động cơ
v Công suất tải
Chọn Psb = 250N
Tính V
V= ==62,83 m/p = 1,05 m/s
Chọn công suất ta lấy Vmax
Ntai = = = 0,26 KW
v Hiệu suất chung ( tra bảng 2-1 trang 20)
br2.ol2= 0,962. 0,982= 0,88
v Công suất cần thiết
Nct= == 0,29 KW
Nđc.đc> Nctó 1.0,8>0,29ó0,8>0,29 (thỏa)
Chọn động cơ điện giảm tốc 1 pha 1/15: 1 KW
Nđc=1 KW
đc=80%
Nđc=100 vòng/phút
- Phân phối tỷ số truyền
- Số vòng quay trong 1 phút của trục nghiền
Nt== = 100,3 v/p
Tỷ số truyền của trục nghiền
i = == 1,92
+ Phân phối tỷ số truyền
ibr12=1,92
ib34=1
- Số vòng quay trong 1 phút của các trục
- Trục I: nI=== 52 v/p
- Trục II: nII=== 52 v/p
- Bảng tổng hợp số liệu:
|
|
Trục động cơ |
Trục I |
Trục II |
|
|
i |
ibr12= 1,92 |
ibr34= 1 |
||
|
n( vòng/ phút) |
nđc= 100 |
nI= 52 |
nII= 52 |
|
|
N ( KW ) |
Nđc= 1 |
NI= 0,94 |
NII= 0,88 |
|
1.Bộ truyền bánh trụ răng thẳng (12)
1.1/ Chọn vật liệu
Từ bảng 3-6 ta chọn được:
- Bánh nhỏ: sử dụng thép 45 thường hóa (3-6) với giả thuyết đường kính phôi dưới 100
Theo bảng 3-8 trang 40 sách TKCTM ta có:
= 600 N/mm2
= 300 N/mm2
HB= 200, phôi rèn
- Bánh lớn: thép 35 thường hóa (3-6) đường kính phôi 100-300
Theo bảng 3-8 ta có:
= 500 N/mm2
= 260 N/mm2
HB= 170, phôi rèn
Bộ truyền làm việc 5 năm mỗi năm 300 ngày, mỗi ngày 2 ca, mỗi ca 8h
Nên ta có:
T= 5. 300. 2. 8= 24000 h
N1= 60. u. n1. T= 60. 1. 483.3. 24000= 69,59. 107
N2= 60. U. n2. T= 60. 1. 143.8. 24000= 20,7. 107
1.2 Ứng suất cho phép
a/ Ứng suất tiếp xúc cho phép
Tra bảng 3-9
HB= (200-250) è N0= 107
N1, N2> N0è KN= 1
tx1= 2,6. HB1. KN= 2,6. 200. 1= 520 N/mm2
[]tx2= 2,6. HB2. KN= 2,6. 170. 1= 442 N/mm2
b/ Ứng suất uốn cho phép
Bánh răng quay 1 chiều è
Với n= 1,5 thép tôi thường
= 1,8 hệ số tập trung ứng suất ở chân răng
- Thép 45 (bánh nhỏ)
-1= (0,4 0,45). b= (0,4 0,45). 600= (240 270)
ð Chọn 250 N/mm2
= . KN= .1= 138,88 N/mm2
- Thép 35 (bánh lớn)
-1= (0,4 0,45). b= (0,4 0,45). 500= (200 225)
ð Chọn 200 N/mm2
= . KN= .1= 111,11 N/mm2
1.3 Chọn sơ bộ hệ số tải
Ksb= (1,3 1,5)= 1,4
1.4 Chọn hệ số chiều rộng bánh răng
A= = (0,3 0,45)= 0,3
1.5 Xác định khoảng cách trục A
Bộ truyền bánh trụ răng thẳng
A (i1).
A (1,92+1).= 90,5 mm
Chọn A = 98 mm
1.6 Vận tốc vòng V của bánh răng
V= == 0,18 m/s
Dựa vào bảng 3-11 3 m/s
ð Chọn ccx 9
1.7 Xác định hệ số tải K và khoảng cách trục A
K= Ktt. Kd
Đối với bộ truyền chạy mòn HB 350
Tải trọng không đổi hoặc ít thay đổi thì lấy Ktt= 1
Kd phụ thuộc vào vận tốc và ccx
Tra bảng 3-13 với ccx 9 và độ cứng HB 350 ta được:
Kd= 1,1
è Kcx= Ktt. Kd= 1,05. 1,1= 1,155
Chênh lệch so với Ksbè tính lại A
A= Asb. =98. = 92 mm
1.8 Tính mn, số răng, b
a/ Modun
mn= 2,5 mm
Tra bảng 3-1 ta chọn được mn= 2,5 mm
b/ Số răng bánh dẫn
Z1= = = 25,2 è chọn Z1= 25
c/ Số răng bánh bị dẫn
Z2= i. Z1= 1,92.25= 48 è chọn Z2= 48
d/ Chiều rộng bánh răng
b= 25 mm
1.9. Kiểm nghiệm sức bền uốn của răng
Bánh trụ răng thẳng
u1= = = 248,03 N/mm2
u1 = 248,03 N/mm2< [] = 138,88 N/mm2 (thỏa)
u2 = u1. = 98,36 . = 190,26 N/mm2
u2 = 190,26 N/mm2< [u2] = 111,11 N/mm2 (thỏa)
1.10. Các thông số hình học của bộ truyền
- Đường kính vòng chia
d1=mn.z1= 2,5.25 = 75 mm
Chọn d1 = 75 mm
d2= mn.z2 =2,5.48 = 120 mm
Chọn d2 = 120 mm
- Đường kính vòng đỉnh
da1= . (Z1+ 2)=2,5.(25+2)= 67,5 mm
da2= .(Z2+ 2)=2,5.(48+2)= 125 mm
- Đường kính vòng chân
df1=. (Z1-2.5)= 2,5.(25-2.5)= 56,25 mm
df2= (Z2- 2.5)= 2,5.(48-2.5)= 113,75 mm
1.11. Lực tác dụng
- Bánh nhỏ
P1= = = 4388,75 N
Pr1= P1. = 249. = 1597,37 N
- Bánh lớn
P2= = = 2693,59 N
Pr2= P2. = 241,98. = 980,38 N
2. Bộ truyền bánh trụ răng thẳng (34)
2.1. Chọn vật liệu
Từ bảng 3-6 ta chọn được:
- Bánh nhỏ: sử dụng thép 45 thường hóa (3-6) với giả thuyết đường kính phôi dưới 100
Theo bảng 3-8 trang 40 sách TKCTM ta có:
= 600 N/mm2
= 300 N/mm2
HB= 200, phôi rèn
- Bánh lớn: thép 35 thường hóa (3-6) đường kính phôi 100-300
Theo bảng 3-8 ta có:
= 500 N/mm2
= 260 N/mm2
HB= 170, phôi rèn
2.2. Ứng suất cho phép
a/ Ứng suất tiếp xúc cho phép
Tra bảng 3-9
HB= (200-250) è N0= 107
N6, N7> N0è KN= 1
tx6= 2,6. HB6. KN= 2,6. 200. 1= 520 N/mm2
[]tx7= 2,6. HB7. KN= 2,6. 170. 1= 442 N/mm2
b/ Ứng suất uốn cho phép
Bánh răng quay 1 chiều è
.......................................
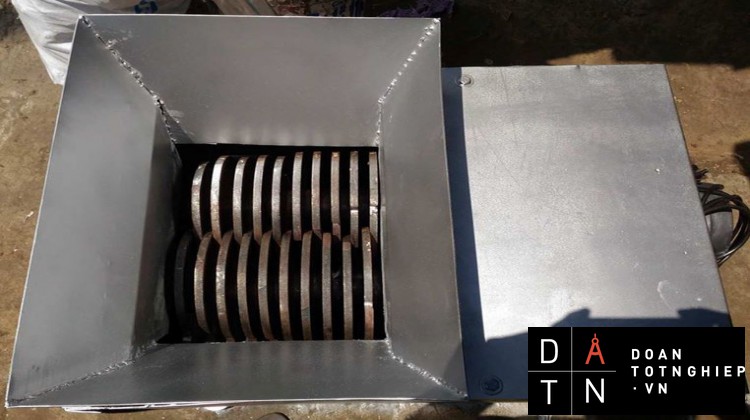
Hình ảnh bao quát của máy cắt chai nước
Trong quá trình chế tạo mô hình còn gặp nhiều khó khăn do kiến thực và kinh nghiệm chưa nhiều.Nhờ sự giúp đỡ của thầy hướng dẫn chúng em đã chế tạo hoàng thành mô hình máy cắt chai nước
Vận hành và bảo quản máy cắt chai nước:
+Vận hành:sau khi cung cấp nguồn điện cho động cơ chúng ta khởi động máy bằng cách bật công tắt của máy lên.Trước khi khởi động máy cần quan sát trong buồng cắt có vật cứng không.Sau khi khởi động lên ta cần để máy chạy ổn định vòng quay của trục dao với tốc độ ổn định rồi mới thực hiện quá trình cắt.Người vận hành cung cấp nguyên liệu vào trong phễu cấp nguyên liệu.
+Bảo quản: máy cắt chai nước có quá trình bảo quản hết sức đơn giản.Do chủ yếu là sắt nên rất dễ dẫn điện cần để nơi khô ráo cách điện.Thường xuyên lâu chùi và vệ sinh dao cắt để tránh bị sắt rỉ.Dùng mở bò để giảm ma sát gây mòn răng của các bánh răng truyền lực.Kiễm tra định kì các ốc lục giác cố định bánh răng và dao cắt.Thường xuyên kiểm tra cách điện của động cơ cũng như nguồn điện của máy .
An toàn lao động khi vận hành máy:Tránh lấy tay chạm vào dao khi đang cắt,vì trong quá trình cắt dao quay với tộc độ cao dễ mất an toàn lao động.
Chương V. KIẾN NGHỊ VÀ KẾT LUẬN
Trong quá trình tham gia chế tạo máy cắt chai nước, chúng em đã thấy được những khó khăn còn vấp phải khi gia công các chi tiết. Nhận thấy kiến thức mình còn hạn chế,kinh nghiệm còn non kém cần tiếp tục học hỏi tiếp thu thêm nhiều kiến thức cũng như kinh nghiệm về nghành cơ khí cũng như các ngành kỷ thuật khác.
Và cũng nhờ tham gia chế tạo máy mà chúng em thấy được những tính năng ưu việt cũng như những hạn chế mà máy gặp phải, để đề ra những phương án khắc phục. Có thể nói ra một vài ưu điểm và nhược điểm sau đây của máy:
- Ưu điểm:
- Máy có thể cắt hầu hết các chai nhựa có kích thước nhỏ và trung.
- Giúp cho các cơ sở sản xuất nhựa đạt được năng suất hơn.
- Dễ vận hành,bảo trì sửa chữa khi gặp trục trặt kỹ thuật do máy có cấu tạo đơn giản.
- Độ an toàn khi làm việc cao, không đòi hỏi phải tốn nhiều sức lực và thời gian cũng như trình độ người vận hành.
- Nhược điểm:
- Gây ồn khi vận hành máy .
- Không gia công các loại chai nhựa quá dẻo,có hình khối lớn hơn so với buồng cắt của máy.
- Khối lượng máy lớn khó di chuyển.
- Sản phẩm đưa ra trong quá trình cắt kích thước không đồng đều.
3.Kiến nghị:
Trong quá trình thiết kế và chế tạo máy cắt vỏ chai nước có nhiều vấn đề về thiết kế chưa hợp lý làm giảm năng suất và gây ảnh hướng đến quá trình hoạt động ổn định của máy cần được tiếp tục điều chỉnh để máy hoạt động ổn định và năng suất cao hơn cũng như giá thành của máy giảm xuống:
+Thiết kế lại dao cắt với nhiều lưỡi cắt hơn, giảm bề dày của dao xuống khoảng 5-7mm để sản phẩm cắt ra có kích thước nhỏ hơn và đều hơn.
+Tăng công suất của động cơ truyền chuyễn động lên để tăng công suất tải của quá trình cắt chai.
+Giảm tốc độ quay của hai trục dao xuống thấp hơn khoảng 25-30 (vòng/phút) để tăng lực cắt cho lưỡi dao khi cắt.









