THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIÁ ĐỠ TRỤC XOAY



NỘI DUNG ĐỒ ÁN
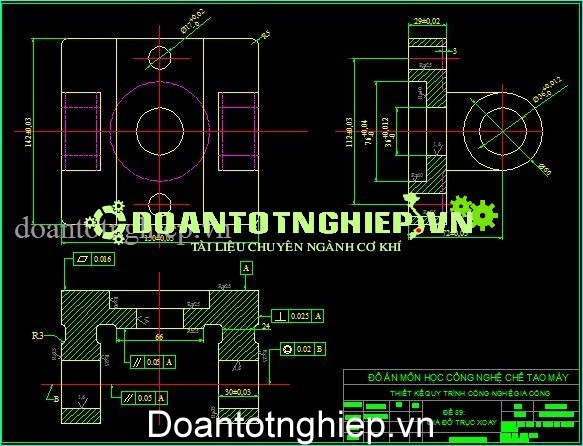
Tên đề tài : thiết kế quy trình công nghệ gia công chi tiết giá đỡ trục xoay
I- Số liệu cho trước :
- Sản lượng : 30000chi tiết/năm
- Điều kiện thiết bị : tự chọn
II – Nội dung thiết kế:

1. Nghiên cứu chi tiết gia công : Chức năng làm việc , tính công nghệ của kết cấu …
2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi , tra lượng dư gia công cho các bề mặt gia công.
4. Lập tiến trình công nghệ : Thứ tự gia công gá đặt , so sánh các phương án và chọn phương án hợp lý .
5. Thiết kế nguyên công.
· Vẽ sơ đồ gá đặt.
· Chọn máy , chọn dao ( loại dao , kết cấu dao và vật liệu làm dao ).
· Trình bày các bước gia công , tra các chế độ cắt : n , s , t ; tra lượng dư cho các bước và tính thời gian gia công cơ bản cho từng bước công nghệ .
· Tính lượng dư gia công cho nguyên công : phay mặt phẳng đáy.
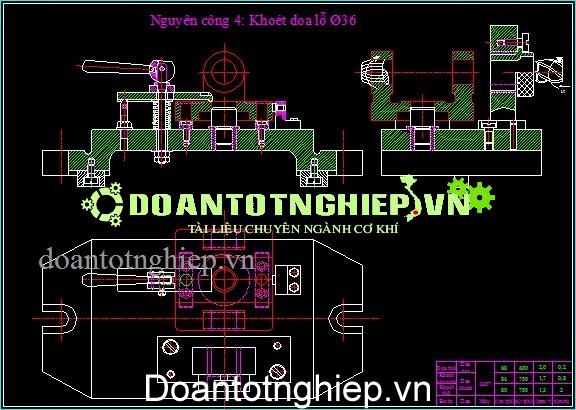
· Tính chế độ cắt cho nguyên công thiết kế đồ gá : khoét và doa lỗ 36
6. Thiết kế đồ gá: khoét và doa lỗ 36
- Vẽ sơ đồ nguyên lý . Thiết kế kết cấu và trình bày nguyên lý làm việc của đồ gá.
- Tính lực kẹp cần thiết , lực kẹp do cơ cấu kẹp.
- Tính sai số gá đặt và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
- Tính sức bền cho các cơ cấu chịu lực.
III -Các bản vẽ :
- Tập bản vẽ sơ đồ nguyên công : 8 bản (A3).
- Bản vẽ thiết kế đồ gá ( vẽ bằng bút chì ) : 1 bản (A3).
IV - Ngày giao nhiệm vụ : tuần 1
CHƯƠNG II : PHÂN TÍCH CHI TIẾT GIA CÔNG
-Mục đích của phần này là xem kết cấu và các điều kiện kỹ thuật cho trong bản vẽ chi tiết có phù hợp hay không với chức năng phục vụ và khả năng chế tạo.
2.1 Phân tích chi tiết gia công:
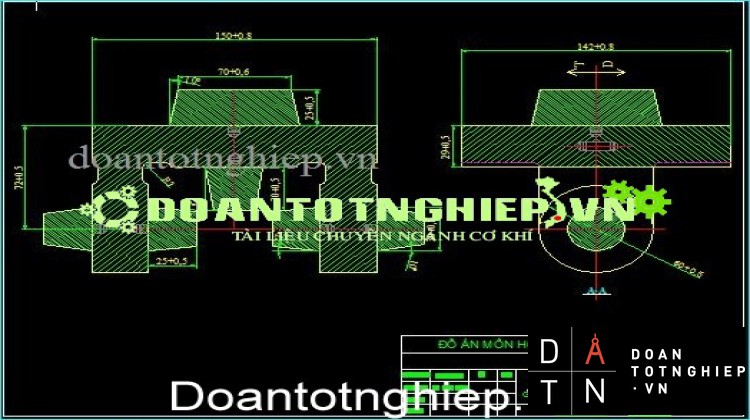
-Chi tiết này là một chi tiết giá đỡ trục xoay
-Chi tiết này được gia công trên các máy vạn năng.
2.2- Phân tích kỹ thuật:
Vật liệu chế tạo : Gang xám 16-36
-Độ cứng HB : 170-229
.............................................
-Khối lượng của chi tiết ; m=3,01 kg
-Gang xám là hỗn hợp sắt và cacbon , có chứa một số nguyên tố như ( 0.5-4.5)% Si ,(0,4-0,6)% Mn, 0,8% P , 0,12%S…
-Gang xám có độ bền nén cao , chịu mài mòn , tính đúc tốt , góp phần làm giảm rung động nên được sử dụng nhiều trong chế tạo máy.
2.3- Tính công nghệ chi tiết giá đỡ:
-Chú ý độ cứng vững của chi tiết giá đỡ.
-Các bề mặt lỗ phải chú ý tới độ bóng và độ chính xác .
-Hình dáng giá đỡ phải thuận lợi cho việc chọn chuẩn thô , chuẩn tinh thống nhất.
-Các kết cấu chi tiết không gây khó khăn trong quá trình gia công . Trong quá trình gia công ta sử dụng các phương pháp ; phay , khoét , doa hợp lý cho những bề mặt đễ đạt được những yêu cầu đặt ra.
CHƯƠNG III : CHỌN PHÔI
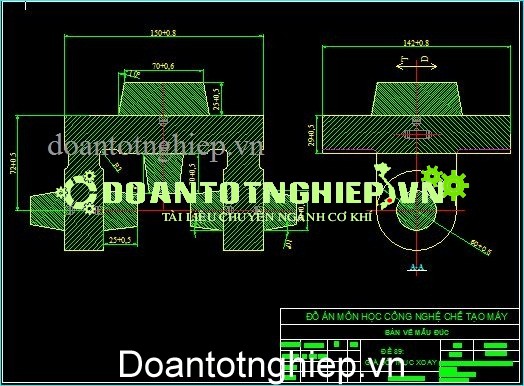
3.1 Phôi đúc
-Phôi đúc có cơ tính không cao bằng phôi rèn dập , nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng , thiết bị lại khá đơn giản. đồng thời rất phù hợp với những chi tiết là gang vì có những đặc điểm như sau :
+ Lượng dư phân bố đều.
+Tiết kiệm được vật liệu.
+Gía thành rẻ , được dùng phổ biến.
+Độ đồng đều của phôi cao , do đó việc điều chỉnh máy khi gia công giảm
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong ( chỉ phát hiện lúc gia công ) nên làm giảm năng suất và hiệu quả
Kết luận: từ các phương pháp tạo phôi như trên , ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác , đặc biệt khi vật liệu chi tiết là gang xám.
-Vây ta chọn phương pháp để tạo ra chi tiết đế là dạng phôi đúc.
3.2 Phương pháp chế tạo phôi:
-Trong đúc phôi có những phương pháp như sau:
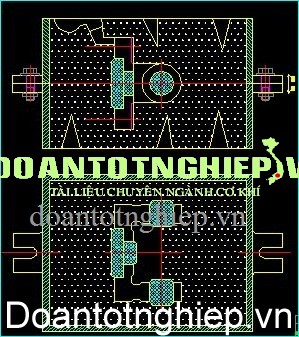
3.2.1 Đúc trong khuôn cát mẫu gỗ:
-Chất lượng bề mặt vật đúc không cao , giá thành thấp , trang thiết bị đơn giản , thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
-loại phôi này có cấp chính xác : IT16 – IT17
-Độ nhám bề mặt Rz = 160Mm.
3.2.2 Đúc trong khuôn cát mẫu kim loại:
-Nếu công việc thực hiện bằng máy có độ chính xác khá cao , giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ . Loại này phù hợp với dạng sản xuất hàng loạt vùa và lớn.
-Loại phôi này có cấp chính xác : IT15 – IT16
-Độ nhám bề mặt : Rz = 80Mm.........................................................
CHƯƠNG V: THIẾT KẾ NGUYÊN CÔNG
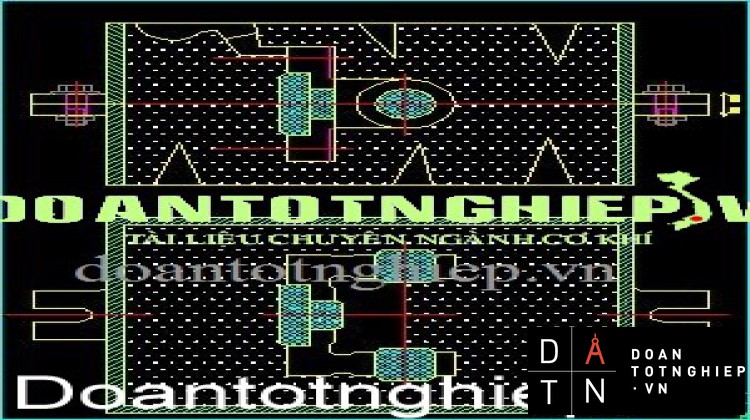
1. Nguyên công 1: phay mặt đáy
1.1 Sơ đồ gá đặt:1.1 Phương pháp gia công:
Phay thô mặt đáy đạt ccx IT12
Phay bán tinh mặt đáy đạt ccx IT11
1.2 Phương pháp định vị: Để gia công mặt đáy ta sử dụng chuẩn thô cần khống chế các bậc tự do sao:
- Dùng phiến tỳ khống chế 3 bậc tự do.
- Mặt bên khống chế 2 bậc tự do.
- Dùng khối V khống chế 1 bậc tự do đồng thời kẹp chặt chi tiết.
1.3 Phương án kẹp chặt;
Dùng cam để kẹp chặt chi tiết.
1.4 Chọn máy:
Máy phay đứng 6H12, công suất máy N = 7 Kw, số vòng quay trục chính n = 18 cấp ( 30 – 1500 vòng/ phút) , kích thước bàn máy là 320 x 1250 ( bảng 9-38 trang 75 CNCTM3).
1.5 Chọn dụng cụ cắt :
Dao phay mặt đầu chắp mảnh hợp kim cứng (t376 bảng 4.95 STCNCTM 1) .Mác hợp kim là BK8
- Đường kính dao phay : D = 160 mm
- Bề rộng dao : B = 60MM
- Số răng :10
- Đường kính lỗ dao : 50mm
1.7Chế độ cắt : ( tra bảng t115 B5.127 STCNCTM2)
Bước 1 : Phay thô mặt đáy :
Chiều sâu cắt t = 2,5 mm.
Lượng chạy dao răng : Z= 0,18mm/răng. ( bảng 6-5 chế độ cắt gia công cơ khi)
Suy ra lượng chạy dao vòng :N = 0,18.10 = 1,8 mm/vòng.
Tốc độ cắt V = 158 mm/phút ( Bảng 40- 5 t138 chế độ cắt gia công cơ khí)
Vậy tốc độ cắt tính toán...........
Bảng 5-127 , t115 sổ tay CNCTM 2)
..........................................................
Số vòng quay trục chính tính toán : ...............................................
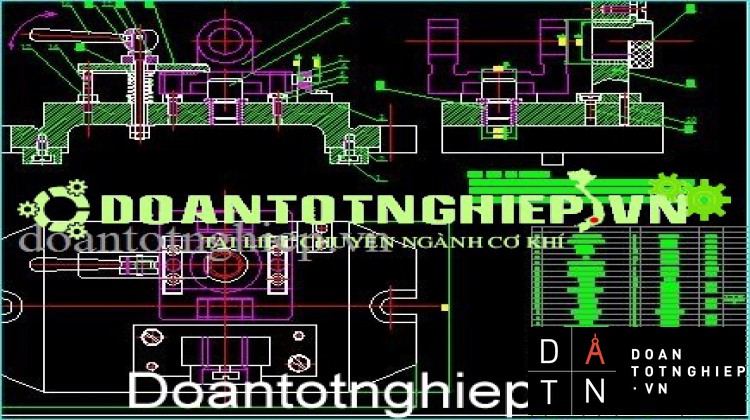
1. Nguyên công 5 :Phay bốn mặt Sơ đồ gá đặt như hình vẽ.
Chọn máy phay ngang cong xo 6H82

Công suất N= 7Kw.
Thông số máy bảng 9-38 t74 STCNCTM 3
18 cấp bước tiến bàn máy : 30;37,5;47,5;60;75;95;118;150;190;235;300;375;475;600;750;950;1130;1500
Chọn dao : dao phay đĩa ba mặt gắn mảnh thép gió
Thông số dao : D =200 ; B = 12 ; Z= 24; D = 50 ( bảng 4-84 trang 369 stcnctm 1)
Chiều sâu cắt t = 3mm
Bước 1 : Phay thô :
Chiều sâu cắt t = 2,5 mm.
Lượng chạy dao răng : = 0,2mm/răng. ( bảng 14-5 chế độ cắt gia công cơ khi)
Suy ra lượng chạy dao vòng : = 0,2.24 = 4,8mm/vòng.
Tốc độ cắt V = 36 m/phút ( Bảng 64- 5 t138 chế độ cắt gia công cơ khí)
Vậy tốc độ cắt tính toán............
Bảng 5-127 , t115 sổ tay CNCTM 2)
Hệ số phụ thuộc vào độ cứng của chi tiết gia công = 1
Hệ số phụ thuộc vào trạng thái bề mặt gia công = 0,8
Hệ số phụ thuộc vào tuổi bền của dao = 1
Suy ra = 36.1.1.0,8 = 28,8 m/phút
Số vòng quay trục chính tính toán : .....................................
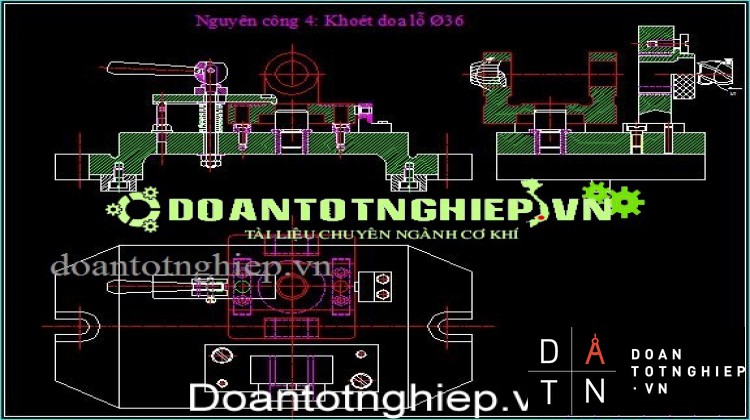
CHƯƠNG VII: THIẾT KẾ ĐỒ GÁ
Sơ đồ gá đặt của đồ gá : 1. Yêu cầu kỹ thuật :

- Độ không song song của mặt định vị so với đáy đồ gá 0,03 mm.
- Độ không vuông góc giữa tâm chốt định vị và mặt đáy đồ gá 0,03 mm.
- Độ không song song giữa tâm bạc dẫn hướng và mặt đáy đồ gá 0,03 mm.
2. Bảo quản đồ gá :
- Không để phôi bám trên mặt định vị ,khi sử dụng xong cần làm sạch phôi thường xuyên.
- Đây là đồ gá chuyên dùng nên cần phải bảo quản thật kỹ lưỡng.
CHƯƠNG VIII : KẾT LUẬN
- Sau một thời gian nghiên cứu , tham khảo tài liệu , cũng như vận dụng các kiến thức đã học kết hợp với sự hướng dẫn , sự giúp đỡ của bạn bè và sự hướng dẫn tận tình của thầy ..................... em đã thực hiện xong đồ án môn học công nghệ chế tạo máy qua việc thiết kế quy trình công nghệ gia công “GIÁ ĐỠ TRỤC XOAY”.
- Quy trình công nghệ này đáp ứng các yêu cầu về năng suất sản xuất , đảm bảo được các yêu cầu về kỹ thuật của chi tiết gia công : độ chính xác về kích thước , các sai số về vị trí , hình dáng hình học , độ nhám bề mặt gia công , … cũng như đáp ứng về mặt kinh tế nhằm giảm giá thành sản phẩm.
- Quá trình thực hiện đồ án , mặc dù em đã nỗ lực nghiên cứu , cân nhắc , và tính toán song do sự hạn chế về trình độ kiến thức cũng như kinh nghiệm thực tế nên chắc chắn còn mắc nhiều sai sót , chưa đạt tối ưu trong phương pháp công nghệ. Em rất mong nhận những ý kiến đóng góp chỉ bảo của các thầy và các bạn để rút kinh nghiệm cho công việc sau này được tốt hơn,
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIÁ ĐỠ TRỤC XOAY, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết










