THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN BƠM



NỘI DUNG ĐỒ ÁN
PHÂN TÍCH CHI TIẾT GIA CÔNG
I.Phân tích công dụng và điều kiện làm việc chi tiết gia công
- Chi tiết có tên gọi là thân bơm.,nó là thân của bơm bánh răng để lắp bánh răng

- Chi tiết này dạng hộp.
- Chi tiết được lắp ghép với các bộ phận khác bởi 5lỗ ø16H6
-Điều kiện làm việc không khắc nghiệt, nhiệt độ làm việc thấp, chịu lực tác động nhỏ do không chịu tải thường xuyên, không mài mòn.
II.Phân tích vật liệu
1.Ưu điểm:
-Vì chi tiết THÂN BƠM được chế tạo bằng gang xám
nên có độ bền rất cao , rất bền trong các điều kiện làm việc.
2.Nhược điểm :
- Kém bền trong điều kiện làm việc tải trọng động , khả năng chịu va
đập kém .
3.Giải thích ký hiệu : GX 15-32
+ GX: chỉ ký hiệu gang xám .
+ 15: chỉ giới hạn bền kéo của gang xám dk =15 kg/mm2
+ 32: chỉ giới hạn bền uốn của gang xám bu= 32kg/mm2
+ Độ cứng của bề mặt chi tiết không ghi trên bản vẽ , do đó độ cứng
được lấy trong khoảng HB= 163÷229 kg/mm2
Chọn HB=185 kg/mm2
+ Thành phần hóa học cơ bản của gang xám GX 15-32 sắt (Fe),
cacbon ( C) trong đó:
• Cacbon (C) : 3.5 ÷ 3.7 %
• Phót pho (P) : 0.3 %
• Lưu huỳnh (S): 0.15 %
• Man gang (Mn) : 0.5 ÷ 0.8 %
• Si lic (Si) : 2 ÷ 4%
Còn lại là sắt (Fe)
III. Phân tích yêu cầu kỹ thuật
Chi tiếc gia công của chúng ta phải đảm bảo 4 yếu tố :
- Độ chính xác về kích thước
-Độ chính xác về hình dáng hình học
-Độ chính xác về vị trí tương quan
-Độ chính xác về chất lượng bề mặt chi tiếc gia công
1.Phân tích độ chính xác về kích thước
- Kích thước trên bản vẽ chi tiết có 2 loại : kích thước có sai lệch chỉ dẫn và kích thước không có sai lệch chỉ dẫn.............................
.........................................................................................................................................................
Phần II : XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TÍNH KHỐI LƯỢNG CHI TIẾT
I.Tính khối lượng chi tiết
Ta có : Mtc = Vct x d
Trong đó :
+ Mct là khối lượng chi tiết
+ d là khối lượng riêng vật liệu làm nên chi tiết
+ Vct là thế tích của chi tiết
Gọi :
+ V1 là thể tích của khối hình hộp dài 180 mm , rộng 140 mm, cao 42mm
+ V2 là thể tích của 2 lỗ Ø 20 cao 18 mm
+ V3 là thể tích của lỗ ren M20
+ V4 là thể tích của 5lỗ Ø 16
+ V5 là thể tích của 2lỗ Ø 8
+ V6 là thể tích của 2lỗ Ø 62
• V1 = ( 180 x 140 x42 ) = 1058400 mm³
............................................................................
PHẦN III :CHỌN PHÔI VÀ PHƯƠNG
PHÁP CHẾ TẠO PHÔI
1.Chọn phôi:
- Hình dáng , kết cấu của THÂN BƠM này có dạng phức tạp. Vật liệu làm THÂN BƠM là gang xám ,đây là loại vật liệu cứng , chịu nhiệt chịu ,mài mòn cao .Do đó , chọn phôi của THÂN BƠM này là phôi đúc
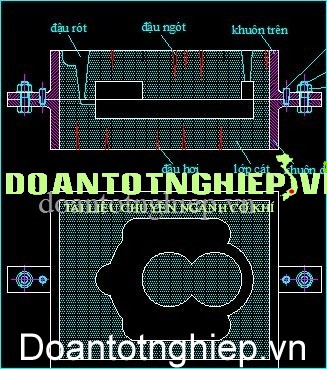
2. Phương pháp chế tạo phôi:
- Trong công nghệ đúc ta có các phương pháp đúc:
+ Đúc trong khuôn cát :
• Ưu điểm :
Có thể tạo được vật đúc lớn
Độ phức tạp cao
• Nhược điểm :
Độ chính xác thấp
Chất lượng bề mặt kém
Năng xuất không cao
Đòi hỏi bậc thợ cao
+Đúc trong khuôn kim loại:
•Ưu điểm:
Tốc độ kết tinh của hợp kim đúc lớn
Tốc độ bề mặt , độ chính xác của lồng khuôn cao nên tạo ra chất lượng vật đúc tốt tuổi bền của khuôn kim loại cao

Do tiết kiệm thời gian làm khuôn nên năng suất cao, giá thành sản phẩm giảm
• Nhược điểm:
Không đúc được vật đúc có dạng phức tạp , thành mỏng và có khối lượng lớn
Khuôn kim loại không có tính lún , không có khả năng thoát khí nên dể nứt , công , vênh vật đúc
Giá thành chế tạo khuôn cao
+ Đúc áp lực :
• Ưu điểm :
Đúc được vật đúc phức tạp thành mỏng( 1- 5 mm) đúc được các loại lỗ có kích thước nhỏ
Độ bóng và độ chính xác cao
Cơ tính vật đúc cao vì mật độ vật đúc lớn
Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi
• Nhược điểm :
Không dùng được lõi cát vì dòng chảy có áp lực
Khuôn chống mài mòn do dòng chảy áp lực của hợp kim ở nhiệt độ cao
Kết luận: Vậy ta thấy trong các phương pháp đúc trên thì THÂN BƠM phù hợp với phương pháp đúc trong khuôn cát , phôi đạt cấp chính xác II .
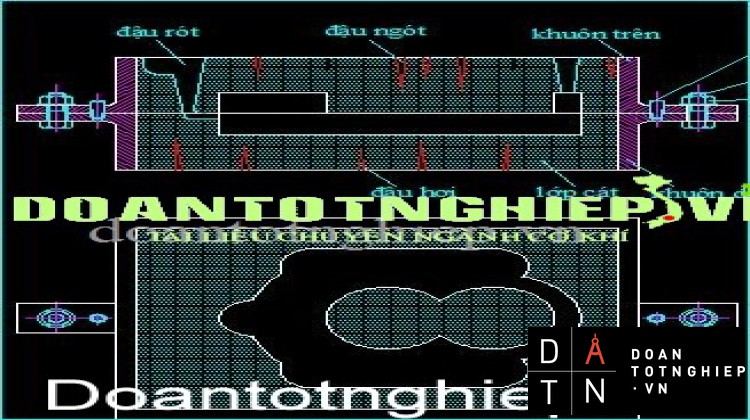
3.Sơ đồ đúc:...........................................................
PHẦN IV :THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
GIA CÔNG CHI TIẾT
- Xác định đường lối công nghệ
- Trong dạng sản xuất hàng loạt vừa , quy trình công nghệ được xây
dựng theo nguyên tắc phân tán hoặc tập trung nguyên công . Theo
nguyên công đơn giản có thời gian như nhau
- Ở đây mỗi máy thực hiện một nguyên công nhất định , đồ gá sử dụng
là đồ gá chuyên dùng .
- Chọn phương pháp gia công
- Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên
môn hóa cao để có thể đạt năng xuất cao . Trong điều kiện sản xuất Việt
Nam là dường lối thích hợp nhất là phân bố nguyên công ( ít bước công
nghệ trong một nguyên công ) .Ở đây ta dùng các máy vạn năng kết hợp
với các đồ gá chuyên dùng và các máy chuyên dùng để chế tạo
- Sau khi phân tích kỹ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ bóng theo yêu cầu
- Chọn chuẩn công nghệ :

Chuẩn công nghệ là chuẩn dùng bề mặt chi tiết để định vị chi tiết trong quá trình gia công và lắp ráp và sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dể dàng , nhanh chống và chính xác đảm bảo yêu cầu kỹ thuật và tiêu chí kinh tế .
Xác định chuẩn thô : là chuẩn xác định trên những bề mặt chưa qua gia công cắt gọt .Việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cẩn thiết về vị trí tương quan giữa các bề mặt với nhau . Chọn chuẩn thô phải tuân thủ theo 5 nguyên tắc chọn chuẩn thô .Đối với chi tiết bàn trượt ngang II trọng lượng chi tiết tương đối nặng ta dùng các cơ cấu định vị phụ vào để làm tăng độ cứng vững cho chi tiết trong quá trình gia công .
Xác định chuẩn tinh : là chuẩn xác định trên những bề mặt đã qua gia công cắt gọt .
Trình tự gia công
Sau khi xác định được chuẩn thô , chuẩn tinh phù hợp ,ta tiến hành lập trình tự gia công nhằm bảo đảm yêu cầu kỹ thuật tính kinh tế , nâng cao năng suất nhờ vào việc giảm thời gian gia công , thời gian phụ .
Mục đích : xác định trình tự gia công hợp lý nhắm bảo đảm độ chính xác gia công độ bóng bề mặt theo yêu cầu kỹ thuật của chi tiết .
-
Lập tiến trình công nghệ :
- Nguyên công 1: chuẩn bị phôi
- Nguyên công 2: phay thô mặt A
- Nguyên công 3: phay mặt B
- Nguyên công 4: phay tinh mặt A
- Nguyên công 5: khoan-khoét-doa 2lỗ Ø20
- Nguyên công 6: khoét 2lỗ Ø62
- Nguyên công 7: khoan 5 lỗ Ø16
- Nguyên công 8: khoan-tarô lỗ M20
...............................................
PHẦN V:BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ VÀ TÍNH TOÁN CHẾ ĐỘ CẮT
1.NGUYÊN CÔNG I : chuẩn bị phôi
- Việc chúng ta làm sạch phôi thường hóa phôi đúng ra được chia làm 3 nguyên công khác nhau vì chúng làm tài 3 nơi khác nhau nhưng để đơn giản cho phần lập bản quy trình công nghệ gia công ta xắp xếp chúng thành 1 nguyên công
Như chúng ta đã biện luận cho phần chọn phôi và phương pháp chế tạo phôi phôi sau khi đúc phải cắt bỏ các phần thừa của đậu ngót và đậu hơi ngoài ra phôi đúc còn có 1 lớp các bao quanh chi tiết nguyên nhân là trong quá trình rót kim loại vào khuôn thì các hạt các trong khuôn có khả năng bám vào bề mặt bên ngoài của chi tiết .
- Ta làm sạch phôi bằng cách dùng máy phung bi cát để làm vang các hạt cát còn bám vào chi tiết
- Chi tiết của chúng ta khi đúc xong phải thường hóa để tăng tính chất cơ học của kim loại khử ứng xuất bên trong làm ổn định cấu trúc kim loại để cho việc gia công được tiến hành dể dàng hơn
- Tóm lại trong xưởng đúc có các nguyên công sau:

+ Làm sạch bề mặt phôi
+ Kiểm tra kích thước của phôi
+ ứng suất dư và chai cứng bề mặt
NGUYÊN CÔNG II : phay thô mặt A............................................................................
PHẦN VI THIẾT KẾ ĐỒ GÁ
Nguyên công V:khoan-khoét-doa 2 lỗ 20+0,021
1.phân tích yêu cầu kỹ thuật của nguyên công :
Do kích thước cần đạt là O20+/-0.021,tương ứng với cấp chính xác 7,ta phải trải qua trình tự gia công như sau :khoan lỗ O18 ,khoét lỗ O19.8 ,doa tinh lỗ O20+/-0.021.
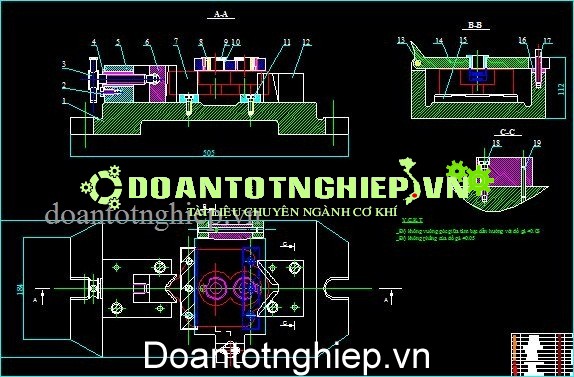
2.Phương án định vị và kẹp chặt :
Như đã nêu ở phần biện luận QTCN mặt B là mặt lớn nhất đã gia công trước để làm chuẩn tinh chính cho các nguyên công tiếp theo .
Chọn mặt B làm chuẩn định vị khử 3 bậc tự do :tịnh tiến oz, xoay quanh ox,oy
Cung R44 khử 2 bậc tự do tịnh tiến ox,oy
Cung R18 khử 1 bậc xoay quanh oz
Lực kẹp hướng vào mặt định vị chính do đó lực kẹp chặt được đặt đối diện với mặt B
3.Cụ thể hóa cơ cấu định vị và kẹp chặt
ë Cơ cấu gồm có than gá được đúc bằng gang ,có phần đúc lồi lên để lắp các chi tiết khác ,có 2 hệ lỗ để lắp chốt côn và chốt tỳ , có gia công 2 rãnh để bắt bu long lên bàn máy
ëCơ cấu kẹp chặt lien động gồm có 1 khối V di đđộng, 1 vít kẹp có tay quay, 1 ống lót có ren, 1 vít cố đđịnh ống lót
4.Tính sai số chuẩn :
Xét kích thước 20+/-0.021 có chuẩn định vị là mặt B, gốc kích thước là mặt B, Ta thấy 2 chuẩn trùng nhau nên kích thước 20+/- 0,021 không có sai số chuẩn
5.Tính lực kẹp (Wct ):
Do dao khoan khi khoan tạo ra lực cắt Pz lực này phân chia ra làm 2 lực thành phần Pzd kéo chi tiết khỏi mặt định vị của đồ gá,lực Pzn làm chi tiết trượt trên mặt định vị của đồ gá (giả sử ta coi Pzn=Pz)
PHẦN MỤC LỤC
Lời Nói Đầu
Nhận Xét Của Giáo Viên
Phần I:Phân Tích Chi Tiết Gia Công.
Phần II: Xác Định Dạng Sản Xuất và Tính Khối Lượng Chi Tiết
Phần III: Chọn Phôi và Phương Pháp Chế Tạo Phôi
Phần IV: Lập Bảng Quy Trình Công Nghệ Gia Công Cơ
Phần V: Biện Luận Quy Trình Công Nghệ
Phần VI: Tính Toán và Thiết Kế Chế Độ Cắt
Tài Liệu Tham Khảo
Mục Lục
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết










