THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ổ ĐỠ




NỘI DUNG ĐỒ ÁN
CHƯƠNG I:PHÂN TÍCH SẢN PHẨM
I. Giới thiệu chung
1-Đ ặt vấn đề :
Để đưa đất nước đi lên bằng con đường công nghiệp hoá hiện đại hoá đất nước thì mục tiêu trước mắt là hpải có công nghệ kỹ thuật tiên tiến, bên cạnh đó là nguồn nhân lực có trình độ chuyên môn về kỹ thuật. Trong nghành cơ khí chế tạo máy muốn chế tạo ra một chi tiết máy , một cụm máy để từ đó lắp ráp thành một bộ phận máy hoàn chỉnh thì vấn đề đặt ra là phải giải quuyết được phương pháp gia công cắt gọt. Việc thực hiện nó phải đảm bảo tính lắp lẫn sau này .Muốn vậy người làm nhiệm vụ thiết kế phải nghiên cứu phân tích , giải hích và tìm ra phương án tối ưu nhất. Ap dụng phương án này trong sản xuất, người thiết kế phải suy ngẫm tìm ra phương án tối ưu hơn, có như vậy sản phẩm cho ra hoàn thiện hơn.

Ngày nay cơ khí chế tạo máy là một nghành then chốt góp phần thúc đẩy khoa học kỹ thuật phát triển. Đối với công nghệ chế tạo việc thiết kế sao cho phù hợp với điều kiện sản xuất thực tế, nghĩa là thiết kế sao cho cọng việc chế tạo được dễ dàng , các kích thước lắp ghép trên chi tiết máy phải tra cứu kỹ lưởng theo tiêu cuẩn hiện hành quy định, đây là vấn đề thiết thực .
Hoà chung với nhịp sản xuất của nhà máy cũng như nghiên cứu tìm ra hướng phát triển mới phù hợp chung tình hình công nghệ của nước nhà. Người thực hiện đề tài xin bước đầu đưa ra phương án gia công THÂN Ở ĐỠ (II) .Để vươn tới kiểm tra đánh giá kết quả sản xuất theo hướng phát triển nhà máy .
2-Mục Đích Nghiên Cứu :
Quy trình công nghệ gia công một chi tiết có nhiều phương án, nó đòi hỏi phải có quá trình nghiên cứu lâu dài ,đặc biệt là thực tế.
-Mục đích là nhằm mô tả :
+Đưa ra đường lối công nghệ mới so với thực tế.
+Đưa ra các dạng đồ gá gia công trên máy cắt kim loại .
Quá trình định vị kẹp chặt chi tiết trên đồ gá.
-Mục tiêu đạt được
-Đề tài thiết kế quy trình công nghệ gia công trục đỡ đảm bảo được tính chính xác cao do chuẩn tinh dùnh thống nhất.
-Đồ gá không phức tạp
Công việc thiết kế và tính toán hoàn toàn thiết thực phù hợp với tính công nghệ hiện nay.
-Giới hạn đề tài
Do hạn chế về thời gian ,kiến thức người thực hiện đề tài này ,xin trình bày các phần như sau :

+Phân tích nội dung về yêu cầu kỹ thuật của chi tiết.
+Tính toán chế độ cắt, lực kẹp, sai số chuẩn của đồ gá
+Nguyên lý làm việc của đồ gá
+Bản vẽ chi tiết gia công, bản vẽ lồng phôi
+Bản vẽ kết cấu nguyên công
+Bản vẽ đồ gá.
3-Giới thiệu
Với đề tài thiết kế quy trình công nghệ gia công THÂN Ổ ĐỠ (II) được hạn chế trong thời gian năm tuần và không gian nhất định. Người thực hiện đề tài được thầy hướng dẫn tận tình
Đây là đề tài thực tế nên việc nghiên cứu về cấu tạo, nguyên lí làm việc của chi tiết không phức tạp.
Người nghiên cứu đề tài quan sát cụ thể chi tiết gia công trên đồ gá vạn năng nên độ chính xác về vị trí tương quan, hình dáng hình học, độ nhán bề mặt không cao so với gia công trên đồ gá chuyên dùng.
Vì vậy:
Cần phải chế tạo đồ gá chuyên dùng.
Cần phải phân tán các nguyên công.
- Nhược điểm:
Đồ gá chuyên dùng chỉ thể hiện được một nguyên công của một chi tiết cụ thể nào đó.
- Ưu điểm:
Đồ gá chuyên dùng là với một lần điều chỉnh máy có thể gia công tất cả các chi tiết trong lô sản phẩm đạt độ chính xác đã cho. Do đó có thể nâng cao năng xuất lao động, giảm thời gian phụ và sức lao động của công nhân.
II -PHÂN TÍCH ĐẶC ĐIỂM SẢN PHẨM
I/ Phân tích vật liệu chế tạo thân ổ đỡ (II):
Trong quá trình làm việc chi tiết bị rung , nén vì vậy ta chọn vật liệu là thép C45 . Thép này có tính chống rung , chịu nén cao , dễ gia công cơ khí và tính công nghệ tốt .
1/ Giải thích ký hiệu :
C45 : Là thép cacbon kết cấu chất lượng tốt .
C : Ký hiệu cacbon .
45 : Là phần cacbon ttrung bình .
2/ Thành phần :
Thành phần chính là sắt (Fe) và cacbon (C) , trong đó C = 0,45 % . Ngoài ra còn có một số nguyên liệu khác như :
Mn = 0,5 %................................................
CHƯƠNG II :CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
I/ Chọn phôi :
Có nhiều phương pháp để tạo phôi , do đó cần phải phân tích ưu khuyết điểm giữa các cách tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp .
1/ phôi đúc :
a/ đúc trong khuôn cát : cấp chính xác IT 15 , Rz = 80 (µm)
làm bằng tay :
Mẫu gỗ : dùng trong sản xuất đơn chiếc và loạt nhỏ , vật đúc có hình dạng bất kỳ , lĩnh vực sử dụng dùng trong hợo không đòi hỏi chất lượng cao .
Mẫu kim loại : dùng trong trường hợp sản xuất hàng loạt vừa vất đúc nhỏ , trung bình không qúa phức tạp . Dùng khi đòi hỏi độ chính xác cao .
Làm khuôn bằng máy :
Trên máy ép và máy dằn ; dùng trong sản xuất loạt vừa , vật đúc nhỏ , đơn giản dùng khi yêu cầu năng suất cao hòm khuôn không qúa 200 mm .
Trên máy thổi cát : dùng trong sản xuất loạt nhỏ và trung bình , chi tiết có hình dạng bất kỳ , có kích thước lớn , trung bình . Dùng khi đúc các vật đúc có chiều cao , kích thước chiều ngang lờn , hòm khuôn lớn .
b/ đúc đặt biệt : dùng khuôn kim loại
Điền đầy kim loại dẻo bằng cách rót tự do . Dùng trong sản xuất hàng loạt lớn , vật đúc nhỏ , trung bình ,có cấu tạo đơn giản . Lĩnh vực sử dụng đúc các kim loại khác nhau có cơ tính cao .
2/ Rèn phôi : rèn là phương pháp gia công bằng áp lực , vì chi tiết gia công là dạng hộp nên sử dụng phôi rèn và phôi con là không hợp lý .
3/ Phôi dập : cấp chính xác 15, Rz 6,3
Dập là phương pháp gia công kim loại bằng áp lực , thực chất của phương pháp dập là làm biến dạng kim loại hạn chế trong lòng khuôn .
Phương pháp dập có các đặc điểm sau :
1.Hòm khuôn trên 6.Ống rót
2.Hòm khuôn dưới 7.Phiếu rót
3.Lỗ xăm hơi 8.Chốt định vị
4.Đậu ngót 9.Bulông kẹp
5.Chi tiết đúc
+Sử dụng 1 bộ khuôn có hình dáng kích thước lòng khuôn giống vật gia công .
+Độ chính xác của vật dập cao đặc biệt là các kim loại theo chiều cao và sai lệch giữa 2 nửa khuôn ít .
+Trạng thái ứng suất của vật gia công nói chung là nén khối . Do đó kim loại có tính dẻa cao hơn , biến dạng triệt để hơn , cơ trình sản phẩm cao hơn và khả năng gia công được vật đúc phức tạp hơn .
+Dễ cơ khí hóa nên năng suất cao hơn rèn tự do .
+Hệ số sử dụng vất cao hơn rèn .
Thiết bị sử dụng cho dập có công suất lớn chuyển động chính xác , việc chế tạo khuôn đắt tiền .
Do những đặc điểm trên phương pháp dập được dùng trong sản xuất hàng loạt và hàng khối .
Kết Luận :Như vậy từ sự phân tích các dạng phôi trên kết hợp với yêu cấu chi tiết gia công của đồ án này : Dạng sản xuất hàng loạt vừa hình dáng chi tiết bên ngoài không qúa phức tạp , nên ta chọn phôi đúc trong khuôn cắt , mẫu gỗ , làm khuôn bằng tay vì :
+Giá thành rẻ , chế tạo vật đúc rẻ .
+Thiết bị đầu tư ở phương pháp này đơn giản , cho nên đầu tư thấp .
Phù hợp với sản xuất hàng loạt vừa ...........................................
CHƯƠNGIII:
LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ TIẾN TRÌNH CÔNG NGHỆ

STT |
NỘI DUNG |
CHUẨN |
|
I |
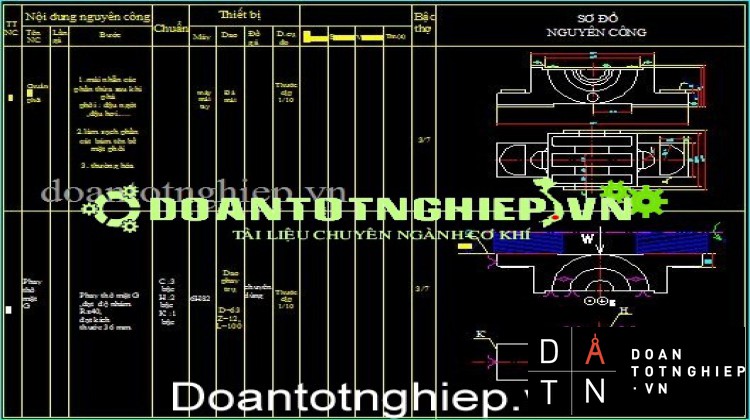
Chuẩn bị phôi: - Mài bỏ các phần thừa, bavia. - Làm sạch phôi đúc. - Kiểm tra các kích thước của phôi. - Kiểm tra khuyết tật của phôi. - Khử ứng suất. |
|
|
II |
Phay thô mặt G đạt độ bóng Rz40, đạt kích thước 36±0.15 mm |
Mặt C (khử 3 bậc) Mặt H (khử 2 bậc) Mặt K’ (khử 1 bậc) |
|
III |
Phay thô 2mặt H và mặt H’,H’’ đạt độ bóng Rz40, đạt kích thước 130±0.23 mm |
Mặt G (khử 3 bậc) Mặt K (khử 2 bậc) Mặt K’ (khử 1 bậc) |
|
IV |
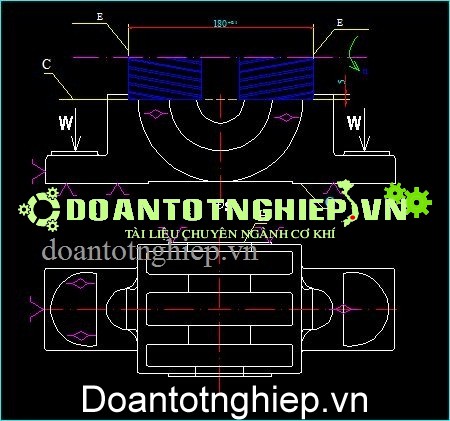
Phay thô 2mặt C và mặt E,E’ đạt độ bóng Rz40, đạt kích thước 179±0. 25 mm; 82.5±0.2 mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt K’ (khử 1 bậc) |
|
V |
Phay tinh 2mặt C và mặt E,E’ đạt độ bóng Ra2.5, đạt kích thước 180+0.1 mm; 82±0.2 mm |
MặtG (khử 3 bậc) Mặt H (khử 2 bậc) Mặt E’ (khử 1 bậc) |
|
VI |
Phay thô mặt D đạt độ bóng Rz40, kích thước 87±0.15mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt K’ (khử 1 bậc) |
|
VII |
Phay thô 2 mặt F,F’đạt độ bóng Rz40, kích thước 31±0.175mm,236±0.2mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt K’ (khử 1 bậc) |
|
VIII |
Phay thô 2 rãnh mặt F,F’ đạt độ bóng Rz40, đạt kích thước 7±0.15 mm,D=18mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt E’ (khử 1 bậc) |
|
IX |
Taro M14 kiisck thước đạt được 30mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt E‘ (khử 1 bậc) |
|
X |
Taro M14 kiisck thước đạt được 10mm |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt E’ (khử 1 bậc) |
|
XI |
Lắp ghép thân với nắp |
|
|
XII |
Khoét lỗ Ø 56, Ø70, Ø 71,5 |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt N (khử 1 bậc) |
|
XIII |
Doa lỗ Ø 56 + 0,03 , Ø70 +0,03 , Ø 71,5 +0,03 |
Mặt G (khử 3 bậc) Mặt H (khử 2 bậc) Mặt N (khử 1 bậc) |
|
XIV |
Nhiệt luyện |
|
|
XV |
Tổng kiểm tra: - Kiểm tra các kích thước 180+0.1 mm, - Kiểm tra độ bóng bề mặt C,E,E’ Ra £ 2.5 -Dung sai độ phẳng mặt C £ 0.05 -Dung sai độ đồng tâm các Ø 56 + 0,03 , Ø70 +0,03 , Ø 71,5 +0,03 £ 0.04 -Dung sai độ song song 2 mặt E,E’ £ 0.08 |
|
|
|
|
|
|
|
|
|
.................................................................
CHƯƠNG IV
BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
I. NGUYÊN CÔNG I: CHUẨN BỊ PHÔI
* Mài bỏ các phần thừa, bavia: Phôi đúc sau khi đúc xong sẽ để lại trên bề mặt những đậu rót, đậu hơi, ba via do hai hòm khuôn rạp lại khi rót. Do đó cần phải mi bỏ những phần thừa còn lại của đậu rót, đậu ngót và cắt bỏ các rìa mép trên mặt phân khuôn.
* Làm sạch phôi đúc :
* Kiểm tra các kích thước của phôi :Để đảm bảo quá trình gia công chính xác ở các nguyên công sau ta phải kiểm tra kích thước phôi sau khi đúc, phôi sau khi được đúc ra phải có các kích thước đúng với yêu cầu được ghi trên bảng vẽ lồng phơi .
* Kiểm tra khuyết tật của phôi : Phôi sau khi đúc xong thường có những hiện tượng rỗ khí, rỗ co do trong quá trình rót kim loại vào khuôn dòng kim loại chảy tầng vào hòm khuôn làm cho kim loại nổi những bọt khí, vì vậy phôi đúc ra trên bề mặt có những chỗ lồi lõm khuyết tật. Phôi không đạt loại ra khỏi sản phẩm đúc.
II. NGUYÊN CÔNG II: PHAY THÔ MẶT G.
1. a) Về kích thước : Trong nguyên công này khi gia công cần phải đạt kích thước
36 mm.
b) Về hình dáng hình học: Vì đây là mặt phẳng cho nên khi gia công mặt G độ không // của mặt với mặt C < 0,2 mm.
c) Về độ nhám: ( tính chất cơ lý) Khi phay thô mặtG phải đạt độ nhám
là Rz40.
2. Biện luận về chọn chuẩn gia công
Ta chọn chuẩn định vị là mặt C hạn chế 3 bậc tự do, mặt H hạn chế 2 bậc tự do, mặt K’ hạn chế 1 bậc tự do. Sở dĩ ta chọn cách định vị trên là vì mặt C khi đúc nằm dưới nên lượng dư nhỏ và đều, vị trí tương quan khi đúc cao (áp dụng 5 nguyên tắc chọn chuẩn thô).
Mặt C hạn chế 3 bậc tự do (theo phương tịnh tiến Oz, xoay quanh Oy, xoay quanh Ox) là vì diện tích bề mặt lớn. Mặt H hạn chế 2 bậc tự do (chống xoay theo phương Oz chống tịnh tiến theo phương Ox) nhằm đảm bảo độ chính xác về vị trí tương quan lẫn nhau cho nguyên công kế tiếp. Mặt K’ khử 1 bậc tạo định vị chặn.
Þ Vậy chi tiết hạn chế 6 bậc tự do.
CHƯƠNG V
TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
* Thành phần của đồ gá
+ Cơ cấu định vị
Cơ cấu định vị dùng xác định vị trí tương đối giữa chi tiết so với máy hoặc dụng cụ cắt. Cơ cấu này bao gồm các loại chốt tỳ đầu phẳng, chốt tỳ phẳng khía nhám, phiếm tỳ.
+ Cơ cấu kẹp chặt
Cơ cấu kịp chặt có tác dụng chỉ cho chi tiết không bị xê dịch trong quá trình gia công, cơ cấu kẹp chặt ở đây ta sử dụng là êtô, vít cấy d10, đai ốc M30.
+ Cơ cấu dẫn hướng :
Cơ cấu này giữ cho hướng tiến của dao không bị lệch vì lực cắt, lực kẹp, rung động cơ cấu thường là bạc dẫn được dùng trên máy khoan, máy doa.
+ Thân đồ gá và đế đồ gá :
Thân đồ gá và đế đồ gá có tên gọi là các chi tiết cơ sở, các chi tiết cơ sở thường là có dạng hình vuông, hình chữ nhật có rảnh hoặc có ren để các chi tiết khác bắt chặt lên nó, chi tiết cơ sở là chi tiết gốc để nối liền các bộ phận khác nhau thành đồ gá.
+ Các chi tiết nối ghép :
Đây là các bu lông, đai ốc,vít … dùng để nối các bộ phận của đồ gá lại với nhau, thông thường các chi tiết này chế tạo theo tiêu chuẩn.
+ Cơ cấu định vị và kẹp chặt đồ gá trên bàn máy
Sau đây là một số chi tiết định vị, chi tiết kẹp chặt, chi tiết điển hình của đồ gá :
- PHƯƠNG PHÁP ĐỊNH VỊ CHI TIẾT GIA CÔNG
- Chọn chuẩn gia công:
Chi tiết thân ổ đỡ (II) có mặt G tương đối lớn và đủ gia công cắt gọt nên ta chọn mặt G làm mặt định vị chính. Mặt K đã qua gia công rồi nên ta chọn làm mặt định hướng và mặt E làm mặt định vị chặn.
- Mặt G : hạn chế 3 bậc tự do chống tịnh tiến theo phương Ox, chống xoay quanh Oy, chống xoay quanh Oz.
- Mặt H : hạn chế 2 bậc tự do chống tịnh tiến theo phương Oz, chống xoay quanh Ox.
- Mặt E’ : hạn chế 1 bậc tự do chống tịnh tiến lên xuống theo phương Oy.
- Chọn chi tiết định vị :
- Mặt G đã qua gia công tinh và có bề rộng tương đối lớn nên ta chọn chốt tỳ đầu phẳng để định vị hạn chế 3 bậc tự do.
- Mặt H đã qua gia công nên ta chọn chốt tỳ đầu phẳng để định vị hạn chế 2 bậc tự do.
- Mặt E đã qua gia công cắt gọt nên ta dùng chốt tỳ đầu phẳng để định vị hạn chế 1 bậc tự do.
* Chọn kiểu lắp ghép :
- Lắp ghép giữa bạc dẫn hướng với bạc trung gian ta chọn kiểu lắp ghép ............................
Chương VI:HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUAN ĐỒ GÁ
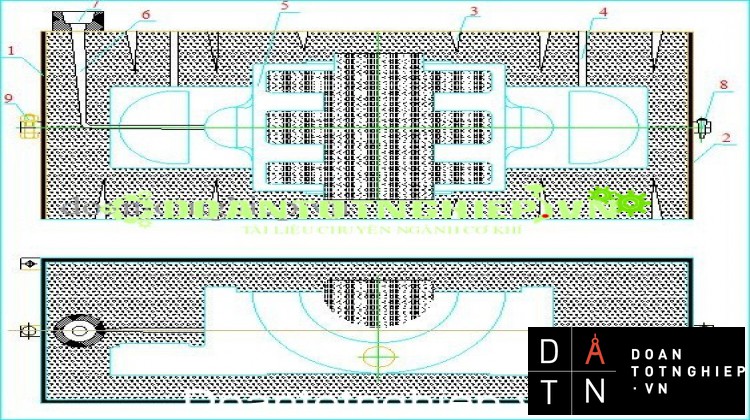
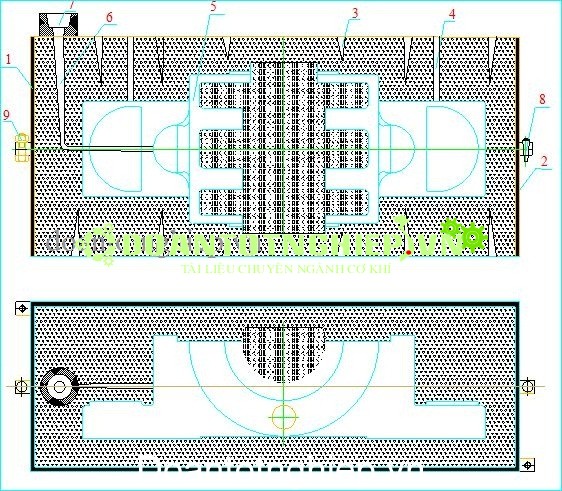
- Công dụng của đồ gá : Đồ gá được dùng để gia công lỗ 12 với các bước Khoan của chi tiết Thân ổ đỡ (II). Đồ gá được sử dụng ở đây là đồ gá khoan đứng.
- Hướng dẫn sử dụng đồ gá : Đồ gá được đặt cố định trên băng máy nhờ Bulông kẹp. Sau khi lắp ráp các chi tiết đồ gá ta đặt chi tiết gia công lên đồ gá sao cho các phiến tỳ khử tất cả các bậc tự do và vị trí lỗ cần Khoan phải đặt ngay dưới các bạc dẫn hướng. Chi tiết gia công được định vị trên 2 phiếm tỳ sẽ được hạn chế 3 bậc tự do hai phiếm tỳ được lấp trên thân đồ gá thông qua 4 con vít, mặt N hạn chế hai bậc tự do ta dùng 2 chốt định vị đầu phẳng được bắt vào một chi tiết ( tấm dẫn ) rồi được bắt vào đồ gá thông qua 2 vít và có hai chốt định vị để tăng độ chính xác, chốt tỳ đầu phẳng khía nhám khử một bậc ở mặt F được bắt vào vòng bạc lắp vào đồ gá, bạc lắp vào đồ gá có che hở gần như bằng không, và chi tiết gia công được định vị dẫn hướng bởi 2 chốt trụ nhỏ d6 vào rãnh then nhằm làm cho mũi khoan khi gia công tâm lỗ được chính xác, chi tiết được kẹp chặt bởi vít cấy d10 và bulông xiết vào vòng bạc C, khi gia công xong ta chỉ cần nới lỏng đai ốc xoay bạc C rút ra ngoài thì ta có thể lấy chi tiết dễ dàng.
- Cách bảo quản đồ gá :Khi sử dụng đồ gá phải thao tác nhẹ nhàng tránh làm biến dạng các chi tiết định vị. Đặc biệt là cơ cấu dẫn hướng cho mũi Khoan. Sau khi sử dụng đồ gá xong phải lau chùi cẩn thận, vệ sinh sạch sẽ, tra dầu mỡ. Khi vận chuyển đồ gá tránh để đồ gá rơi làm hỏng các chi tiết định vị và kẹp chặt. Để sử dụng được đồ gá lâu dài phải bảo quản trong điều kiện tốt.
Chương I: PHÂN TÍCH SẢN PHẨM 5
I. Giới thiệu chung
II. Phân tích đặc điểm, yêu cầu kỹ thuật của chi tiết gia công
Chương II: CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Chọn phôi 11
II. Chọn phương pháp chế tạo phôi 15
III. Xác định kích thước phôi 18
IV. Khối lượng của phôi 22
V. Khối lượng chi tiết 23
VI. Hệ số chi phí kim loại 24
Chương III .LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
I. Tiến trình công nghệ 25
II. Bảng quy trình công nghệ
Chương IV. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 27
Chương V: TÍNH TOÁN THIẾT KẾ ĐỒ GÁ 66
Chương VI:HƯỚNG DẪN SỬ DỤNG VÀ BẢO QUAN ĐỒ GÁ 73
Chương VII: KẾT LUẬN 74
TÀI LIỆU THAM KHẢO 75
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG THÂN Ổ ĐỠ, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết








