THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BỆ TRƯỢT NÂNG HẠ BÀN MÁY BÀO



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BỆ TRƯỢT NÂNG HẠ BÀN MÁY BÀO, đồ án môn học công nghệ chế tạo máy BỆ TRƯỢT NÂNG HẠ BÀN MÁY BÀO, bài tập lớn công nghệ chế tạo máy BỆ TRƯỢT NÂNG HẠ BÀN MÁY BÀO, thiết kế quy trình công nghệ gia công chi tiết BỆ TRƯỢT NÂN

LỜI NÓI ĐẦU
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các nghành , các các lĩnh vực .Đặc biệt là nghành cơ khí chế tạo máy .Nghành cơ khí chế tạo máy là một trong những nghành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hoá hiện đại hoá đất nước.Muốn đạt được điều đó thì vấn đề đặt ra ở đây phải có trang thiết bị công nghệ và nguồn nhân lực.Nguồn nhân lực có trình độ về chuyên môn kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản suất .
Vì vậy phương pháp gia công cổ điển trong gia công cắt gọt không thể thiếu được và vẫn tồn tại,đây là yếu tố cơ bản bắt buộc mỗi con người trong ngành cơ khí chế tạo máy phải nắm vững , nhất là những cán bộ kỹ thuật trong việc lập quy trình công nghệ gia công .
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao độ chính xác về kích thước, hình dáng hình học,vị trí tương quan phải hội đủ các điều kiện sau: Máy , dao, đồ gá , chi tiết gia công …Việc thiết kế đồ gá gia công chi tiết trên máy là yếu tố cần thiết trong nghành chế tạo máy. Sau đây là đề tài thiết kế quy trình công nghệ gia công tấm khuôn chính .Quy trình công nghệ này được trình bày những vấn đề cơ bản từ quá trình tạo phôi , lập quy trình công nghệ , thiết kế đồ gá đến quá trình tổng kiểm tra sản phẩm mà người thực hiện được tiếp thu tại nhà trường trong thời gian học và thực tập.
Do sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài không thể không thiếu sót, kính mong quý thầy trong hội đồng nhà trường, trong khoa Chế Tạo Cơ Khí, thầy hướng dẫn chỉ dẫn thêm cho đề tài của chúng em được tốt hơn.Chúng em xin chân thành tất cả các thầy .
PHẦN I : PHÂN TÍCH SẢN PHẨM.
1. Nguyên lý làm việc.
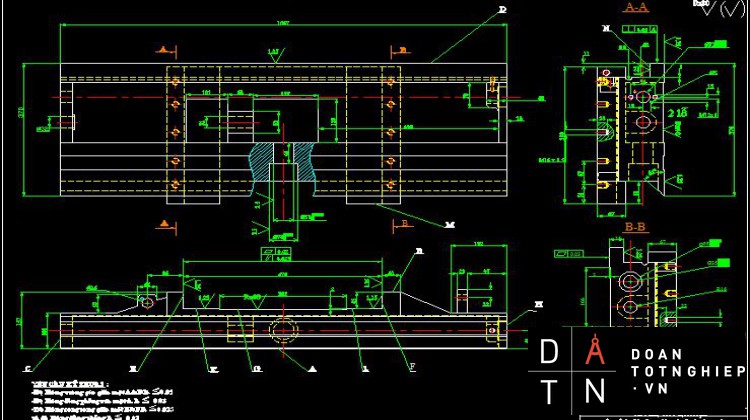
Chi tiết bệ trượt nâng hạ bàn máy là chi tiết dạng hộp được lắp lên bàn máy nhờ các mặt A,E,F,K,L ,2 lổ bậc50 và70 dùng để giúp bàn máy tịnh tiến theo phương lên xuống còn lổ 32 giúp bàn máy tịnh tiến theo phương dọc
2. Phân tích vật liệu của chi tiết
Bệ trượt nâng hạ bàn máy được chế tạo từ vật liệu GX 15-32 có :
+ Giới hạn bền kéo bk=15kg/mm2.
+ Giới hạn bền uốn bu= 32kg/mm2.
– Thành phần cơ bản của vật liệu:
C = 3 ÷3,8% Si = 1,5 ÷ 3%
Mn = 0,5 ÷ 1% P = 0,15 ÷ 0,4%
S = 0,1 ÷ 0,2%
3. Phân tích về yêu cầu kĩ thuật của chi tiết gia công
a) Phân tích độ chính xác về kích thước.
+ Các kích thước có chỉ dẫn
– Kích thước 50+0,025
Ta có : kích thước danh nghĩa 50mm và T = 25Mm. Theo bảng 2.3 kích thước50+0,025 có CCX 7. Kích thước 50+0,025 có sai lệch cơ bản là H,miền dung sai H7.Do đó 50+0,025= 50H9.
– Kích thước 70+0,03
Ta có : kích thước danh nghĩa 70 và T = 30Mm. Theo bảng 2.3 kích thước70+0,03
có CCX 7. Vậy kích thước 70+0,03 có sai lệch cơ bản là H, có miền dung sai H7. Do đó70+0,03 = 70H7
– Kích thước 32+0,064
Ta có : kích thước danh nghĩa 32 ,SLT=64Mm,SLD=25Mm.và T=39Mm. Theo bảng 2.3 kích thước 32+0,064 có CCX 8. Vậy kích thước 32+0,064 có sai lệch cơ bản là H, có miền dung sai H7. Do đó32+0,064= 32H8
– Kích thước 55+0,076
Ta có : kích thước danh nghĩa 55 , SLT=76Mm , SLD =30Mm và T = 46Mm. Theo bảng 2.3 kích thước 55+0,076 CCX 8. Vậy kích thước 55+0,076 có sai lệch cơ bản là H, có miền dung sai H8. Do 55+0,076= 55H8
– Kích thước 35+0,064
Ta có : kích thước danh nghĩa 35 , SLT=64Mm , SLD =25Mm và T = 39Mm. Theo bảng 2.3 kích thước 35+0,064 CCX 8. Vậy kích thước 35+0,064 có sai lệch cơ bản là H, có miền dung sai H8. Do 35+0,064= 35H8
+ Các kích thước không chỉ dẫn
– Kích thước 476 là kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 6. Tra bảng 2.3 ta được : T =40mm => SLT=20Mm ,
SLD=-20 MMà kích thước khoảng cách xác định giữa hai bề mặt đã qua gia công nên có cấp chính xác 6. Tra bảng 2.3 ta được : T =32mm => SLT=16Mm ,
SLD=-16m
B) Phân tích độ chính xác về vị trí tương quan có chỉ dẫn.
Dung sai độ đồng phẳng giữa mặt E & F ≤0,02.
Dung sai độ song song giữa mặt E và F 0,025/302.
Dung sai độ vuông góc giữa mặt A & D 0.5
Dung sai độ đồng phẳng của mặt A 0.3
d) Độ chính xác về tính chất cơ lí.
Mặt A, có độ nhám bề mặt Rz 40m. Tra bảng IV-3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 4.
Mặt E, F,K ,L,D có độ nhám bề mặt Ra 1.25m. Tra bảng IV-3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 5.
Lỗ 70 có Ra 2.5m. Tra bảng IV-3 trang 45 tài liệu dung sai lắp ghép ta được cấp độ nhám bề mặt là cấp 5.
PHẦN II. XÁC ĐỊNH DẠNG SẢN XUẤT.
1. Tính trọng lượng chi tiết.
Ta tiến hành chia chi tiết ra nhiều phần nhỏ để tính toán, sau đó tổng các thể tích đó lại, ta được trọng lượng của chi tiết.
Gọi là tổng thể tích của các thể tích nhỏ được chia trên chi tiết. Sau đây là thể tích từng phần :
V1 = Vhcn = = 1067 ×391 ×157 = 65499929 mm3 .
V2 = =253 ×157 ×21=835789,5 mm3
V3 = = 3.14×162×20= 16076,8 mm3
V4 = =1067 ×166 ×157=27808 mm3
V5 = = 3.14×352×48= 184632 mm3
V6 = = 3.14×252×60= 117350 mm3
V7 = =253 ×157 ×21=835789,5 mm3
V8 ==476 ×370 ×45=7924500 mm3
V9 = =302 ×270 ×2=163080 mm3
V10= = 3.14×82×23= 4622 mm3
V11 = =370 ×186,5 ×57=3933285 mm3
V12= =370 ×95 ×57=2111850 mm3
V13 = =370 ×57 ×14=295260 mm3
V14= 0.5×121,5×370=2247 mm3
Vậy Thể tích của chi tiết
V = V1 –( 2V2 + 4V3 +V4 +V6+V7+V8+V9+V10+V11+V12+V13+V14)
= 46609510 mm3 = 46,6 dm3
=> trọng lượng chi tiết :
G = = 7 46,6 = 326 kg/dm3
Trong đó là trọng lượng riêng của gang xám.
V là thể tích của chi tiết.
G là trọng lượng chi tiết.
2. Sản lượng chế tạo trong 1 năm.
Mục đích của phần này là xác định hình thức tổ chức sản xuất, để từ đó cải thiện công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết chế tạo trong 1 năm.
Gọi N là số sản lượng chi tiết chế tạo trong 1 năm.
Với dạng sản xuất hàng loạt vừa, tra bảng 1-1 trang 19 tài liệu công nghệ CT máy ta được sản lượng chi tiết chế tạo trong 1 năm N = 320 chi tiết/năm.
Vì dạng sản xuất hàng loạt vừa nên xác định nhịp sản xuất theo công thức :
T= phút
Trong đó f : tổng thời gian làm việc tính trong 1 năm. f = 20 . 360 = 7200 giờ.
Mục đích của việc xác định nhịp sản xuất là xác định số lượng máy hoặc dây chuyền cần thiết cho việc gia công cân đối với thời gian tại nguyên công và tổ chức sản xuất sao cho hợp lí.
T = = 1350 phút
PHẦN III : CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
1. Chọn phôi
Để chọn loại phôi ta căn cứ vào hai yếu tố sau :
– Vật liệu chế tạo chi tiết.
– Điều kiện làm việc của chi tiết và các yêu cấu về cơ lí tính.
Theo bản vẽ chế tạo thì chi tiết được gia công là GX 15-32. Đây là loại vật liệu giòn, không biến dạng dẻo. Mà các phương pháp chế tạo phôihiện nay gồm có : đúc khuôn cát, đúc trong khuôn vỏ mỏng, đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn mẫu nóng chảy, đúc li tâm… Trong các phương pháp trên, phương pháp đúc trong khuôn cát là phương pháp chế tạo phôi được sử dụng rộng rãi nhất ( sử dụng đến 80% ).Vì vậy ta chọn phương pháp đúc trong khuôn cát là tối ưu nhất.
2. Phương pháp chế tạo phôi.
Để chọn phương pháp chế tạo phôi ta căn cứ vào các yếu tố sau :
– Hình dạng kích thước của chi tiết máy.
– Sản lượng hoặc dạng sản xuất.
– Điều kiện sản xuất của xí nghiệp.
a) Chọn mẫu
– Chọn mẫu kim loại thường dùng cho sản xuất hàng loạt vừa trở lên.
b) Chọn mặt phân khuôn.
– Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của mẫu để lấy mẫu ra khỏi khuôn dễ dàng.
– Mặt phân khuôn phải phẳng, số mặt phân khuôn cần ít nhất.
Vì vậy ta chọn mặt A làm mặt phân khuôn.
c) Số hòm khuôn
– Dùng hai hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
3. Xác định lượng dư tổng cho các bề mặt phôi.
Lượng dư gia công của vật đúc bằng gang, cấp chính xác 2 khi đúc
+ Mặt D :5 mm
+ MặtA : 5 mm
+ Mặt K : 3 mm
+ Mặt B :7 mm
( Các trị số trên được tra trong bảng 28-1 tài liệu sổ tay thiết kế công nghệ chế tạo máy )
Phôi đúc sau khi đúc xong phải qua các công đoạn mài bỏ đậu ngót, hệ thống rót chưa lấy hết ở nguyên công thoát phôi.
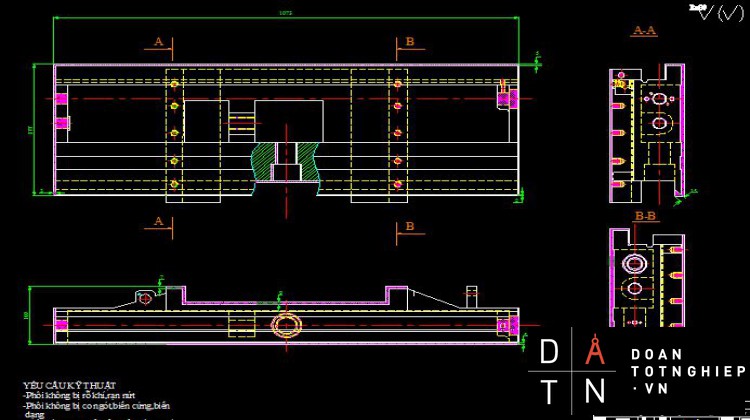
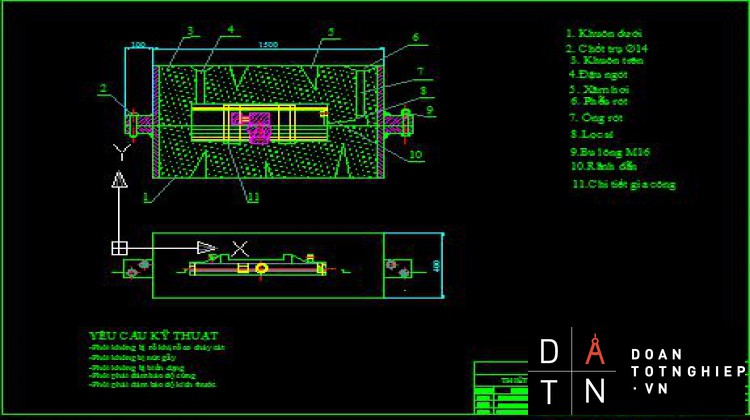
4. yêu cầu kĩ thuật
– Phôi không bị rỗ xỉ, rỗ khí, rỗ co, cháy cát.
– Phôi không bị nứt.
– Phôi không bị biến trắng.
Sau đây là bản vẽ sơ đồ đúc
PHẦN IV : THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1. Xác định đường lối sản xuất công nghệ.
Trong dạng sảnxuất hàng loạt vừa, qui trình công nghệ được xác định theo nguyên tắc phân tán hoặc tập rung nguyên công. Theo nguyên tắc phân tán nguyên công thì qui trình công nghệ được chia ra các nguyên công đơn giản có thời gian như nhau.
Ở đây mỗi máy thực hiện một nguyên công nhất định, đồ gá được sử dụng là đồ gá chuyên dùng.
2. Chọn phương pháp gia công.
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hoá cao để có thể đạt năng suất cao trong điều kiện sản xuất Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công ( ít bước công nghệ trong một nguyên công). Ơ đây ta dùng máy vạn năng kết hợp với đồ gá chuyên dùng và các máy chuyên dùng để chế tạo.
Sau khi phân tích kĩ chi tiết ta bắt đầu phân chia các bề mặt gia công và chọn phương pháp gia công thích hợp để đạt độ chính xác về kích thước và độ nhám theo yêu cầu.
3. Chọn chuẩn công nghệ.
Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công, lắp ráp, sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công dễ dàng, nhanh chóng và chính xác đảm bảo yêu cầu kỉ thuật và chỉ tiêu kinh tế.
Xác định chuẩn thô : là chuẩn xác định trên những bề mặt chưa qua gia công cắt gọt, việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau. Chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
Xác định chuẩn tinh : là chuẩn xác định trrên những bề mặt đã qua gia công cắt gọt. Việc chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh.
Sau khi xác định chuẩn thô, chuẩn tinh phù hợp, tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kĩ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
4. Lập tiến trình công nghệ.
+ Nguyên công I :
– Chuẩn bị phôi : mài bỏ các phần thừa (rìa mép, đậu ngót, đậu hơi…). Làm sạch phôi. Kiểm tra các kích thước của phôi.
+ Nguyên công II :
– Phay thô mặt A
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D : 1 bậc
° Máy phay 6H13
° Dao phay mat đầu gắn hợp kim cứng BK8
+ Nguyên công III :
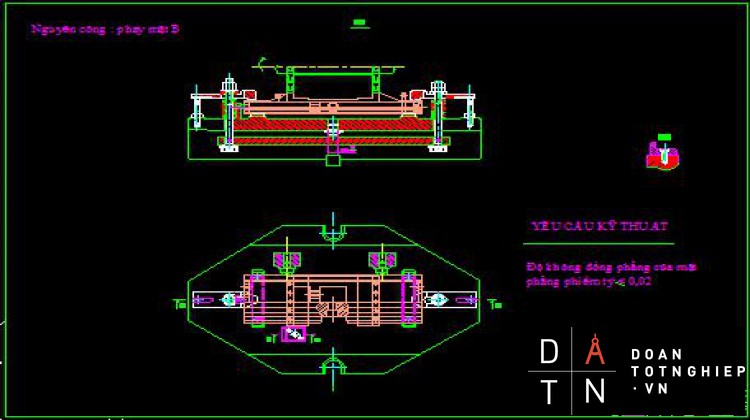
– Phay thô mặt B
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D :1 bậc
° Máy phay 6P83
° Dao phay trụ
+ Nguyên côngIV :
– Phay tinh mặt A
° Định vị mặt B : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D : 1 bậc
° Máy phay 6H13
° Dao phay mat đầu gắn hợp kim cứng BK8
+ Nguyên công V :
– Phay tinh mặt B
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D :1 bậc
° Máy phay 6P83
° Dao phay mặt trụ
+ Nguyên công VI
– Phay thô,tinh mặt E,F,K,L
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D :1 bậc
° Máy phay 6P83
° Dao đĩa 3 mặt răng
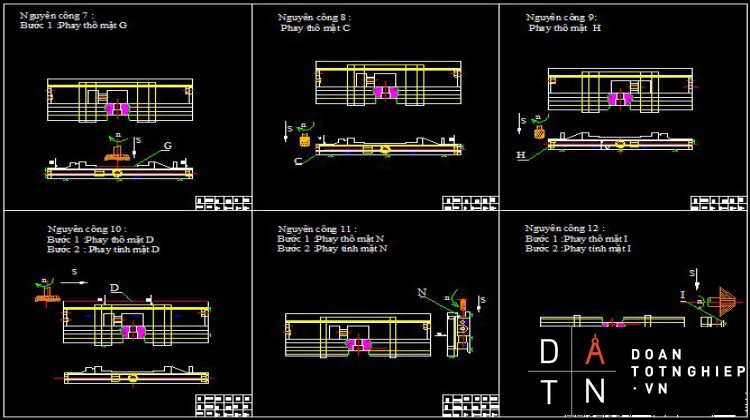
+ Nguyên công VII
– Phay thô mặt G
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt D :1 bậc
° Máy phay 6H13
° Dao phay mặt đầu
+ Nguyên công VIII
– Phay thô mặt C
° Định vị mặt A : 3 bậc
° Định vị mặt D : 2 bậc
° Định vị mặt H : 1 bậc
° Máy phay 6H13
° Dao phay mặt trụ
+ Nguyên công IX
– Phay thô mặt H
° Định vị mặt A : 3 bậc
° Định vị mặt D : 2 bậc
° Định vị mặt C : 1 bậc
° Máy phay 6H13
° Dao phay mặt trụ
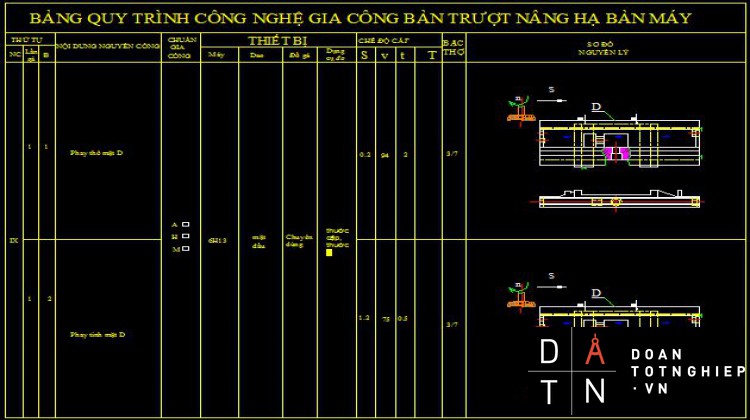
+ Nguyên công X
– Phay mặt D
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt G : 1 bậc
° Máy phay 6H13
° Dao phay mặt đầu
+ Nguyên công XI
– Phay mặt N
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt G : 1 bậc
° Máy phay 6P83
° Dao phay đĩa 3 mặt răng
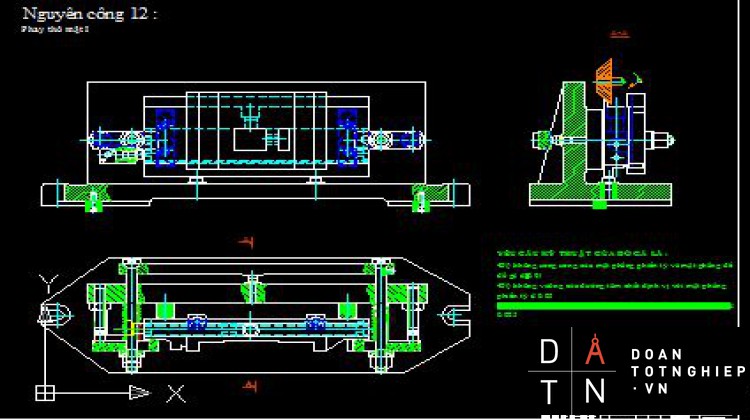
+ Nguyên công XII
– Phay mặt I
° Định vị mặt A : 3 bậc
° Định vị mặt C : 2 bậc
° Định vị mặt G : 1 bậc
° Máy phay 6P83
° Dao phay định hình
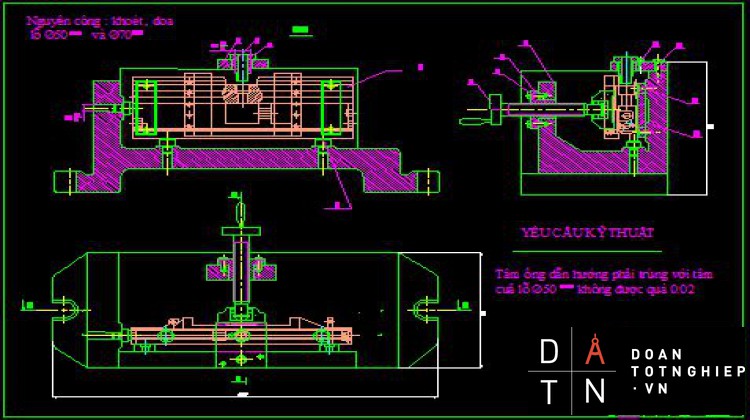
+ Nguyên công XIII
– Khoét , doa Þ50 & Þ70
° Định vị mặt A : 3 bậc
° Định vị mặt D : 2 bậc
° Định vị mặtC : 1 bậc
° Máy 2H57
° Dao khoét , doa
+ Nguyên công XIV
– Khoét , doa Þ32
° Định vị mặt A : 3 bậc
° Định vị mặt C: 2 bậc
° Định vị mặtN : 1 bậc
° Máy 2H57
° Dao khoét , doa
+ Nguyên công XV
– Khoét , doa Þ55
° Định vị mặt A : 3 bậc
° Định vị mặt C: 2 bậc
° Định vị mặt N : 1 bậc
° Máy 2H57
° Dao khoét , doa
+ Nguyên công XVI
– Khoan – tarô ren 2 lỗ M12 x 1
° Định vị mặt A : 3 bậc
° Định vị mặt C: 2 bậc
° Định vị mặt N : 1 bậc
° Máy doa 2A125
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK8. Mũi tarô thép gió P8.
+ Nguyên công XII
– Khoan – tarô ren 2 lỗ M16 x 1.5
° Định vị mặt A : 3 bậc
° Định vị mặt C: 2 bậc
° Định vị mặt N : 1 bậc
° Máy doa 2A125
° Dao khoan ruột gà, đuôi côn gắn hợp kim cứng BK8. Mũi tarô thép gió P8.
+ Nguyên công XII
– Tổng kiểm tra.
Kiểm tra kích thước:
+ Þ32+0.064
+ Þ55+0.076
+ Þ70+0,03
+ Þ50+0,025
+ 476+0.165
+ 302+0.1173
+Dung sai độ không đồng tâm giữa lỗ Þ50+0.025 và Þ70+0.03
+Dung sai về độ không song song giữa mặt A và D £ 0,05/100
+Độ nhám bề mặt A,K,L,E,F,I,D,N lỗ Þ70+0.03,Þ50+0.25
+Dung sai về độ không song song giữa mặt E và F£ 0, 025/476
+Dung sai về độ không đồng phẳng giữa mặt E và F£ 0, 02/476
+Dung sai về độ không đồng phẳng của mặt A £ 0,03
.................................................
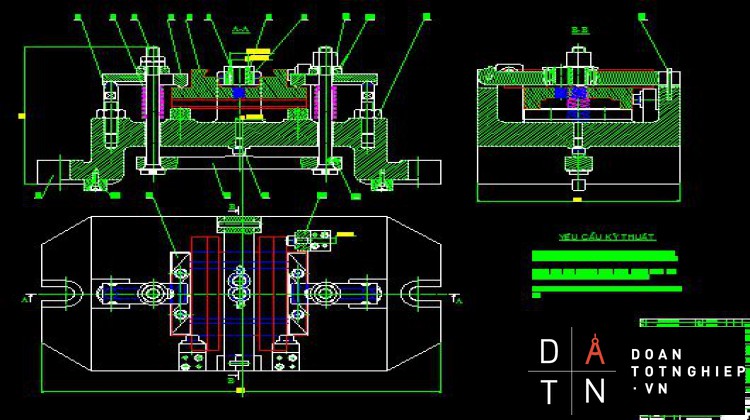
Vậy Wct =6 KN
Xác định sai số chế tạo cho phép của đồ gá
- Các thành phần sai số đồ gá :sai số của đồ gá ảnh hưởng đến sai số của kích thước gia công nhưng phần lớn nó ảnh hưởng đến vị trí tương quan giũa bề mặt gia công và bề mặt chuẩn
- Đề tài này được thực hiện chỉ trình bày phương pháp xác định gần đúng sai số chế tạo cho phép của đồ gá vì cho đến nay chưa có phương pháp nào xác định chính xác sai số chế tạo cho phép của đò gá
- Tính sai số chế tạo cho phép của đò gá trên máy 2H57
Sai số chuẩn = 0 vì chuẩn định vị trùng với gốc kích thước
Sai số mòn :
N =360 số lượng chi tiết gia công
B = 0,5-:-2 Mm
= 0.009 mm
Sai số điều chỉnh sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá trong thực tế trong tính toán đò gá ta có thể lấy = 510 Mm
ở đây ta chọn =7 Mm =0.007 mm
Sai số gá đặt =1/3(:dung sai nguyên công )= 1/30.05 =0 .17 mm
Sai số cho phép của đồ gá =0,07 mm
0.169 mm
Vậy sai số chế tạo đồ gá là 0.169 mm với sai số đó thì chi tiết gia công đạt yêu cầu
Cách sử dụng và bảo quản đồ gá
- Hướng dẫn sử dụng :
Trước tiên ta quay tay quay ra , sau đó nhấc chi tiết lên việc láp chi tiết vào thi ngược lại
Hướng dẫn bảo quản đồ gá
Khi sử dụng đồ gá thao tác phải nhẹ nhàng đặt và lấy chi tiết gia công một cách nhẹ nhàng tránh làm biến dạng các chi tiết định vị. Sau khi sử dụng song phải lau chùi đồ gá.
*Đánh giá ưa khuyết điểm của đồ gá.
Kết cấu đồ gá tương đối đơn giản thuận tiện cho việc tháo lắp chi tiết gia công được dễ dàng và nhanh chống.
Đồ gá đơn giản không có gì phức tạp tương đối dễ tháo lắp với bàn máy nhờ hai bu lông chữ T.
Đồ gá có khuyết điểm là tháo lắp chi tiết gia công nhiều lần sẽ dẫn đến việc mòn các chi tiết định vị sẽ dẫn tới sai số do đó sau một thời gian các cần kiểm tra lại các chi tiết định vi
TÀI LIỆU THAM KHẢO
2/ Đồ Gá Trên Máy Cắt Kim Loại Tập 1 – 2
Tác giả: HÀ VĂN VUI – NGUYỄN VĂN LONG
Khoa Học& Kỹ Thuật HÀ NỘI 1987
3/ Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy
Đại Học Bách Khoa HÀ NỘI 1970
4/ Tính Và Thiết Kế Đồ Gá
Tác Giả ĐẶNG VŨ GIAO
Đại Học Bách Khoa HÀ NỘI 1968
5/ Giáo Trình Hướng Dẫn Thiết Kế Đồ Gá Trên Máy Cắt Kim Loại
Tác Giả NGUYỄN ĐỨC NĂM
Trừơng Đại Học Sư Phạm Kỹ Thuật 1992
6/ Dồ Gá Gia Công Cơ Khí Tiện - Phay – Bào – Mài
Tác giả: HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO – KHOA CƠ KHÍ CHẾ TẠO MÁY ĐẠI HỌC SƯ PHẠM KỸ THUẬT TP. HỒ CHÍ MINH.
7/ Chế Độ Cắt Gia Công Cơ Khí
Tác Giả: NGUYỄN NGỌC ĐÀO-TRẦN THẾ SAN-HỒ VIẾT BÌNH
Trừơng Đại Học Sư Phạm Kỹ Thuật TPHCM
NXB Đà Nẵng
8/ Sổ Tay & Atlas Đồ Gá
Tác Giả PGS, TS TRẦN VĂN ĐỊCH
9/ Dung Sai Và Lắp Ghép
Tác Giả: PGS, TS NINH ĐỨC TỐN
Nhà Xuất Bản Giáo Dục 2000
10/ VẼ KỸ THUẬT TẬP I, II.PHẦN MỤC LỤC
Trang
Lời Nói Đầu
Nhận Xét Của Giáo Viên
Chương I:Phân Tích Chi Tiết Gia Công.
Chương II:Xác Định Dạng Sản Xuất.
Chương III: Chọn Phôi Và Phương Pháp Chế Tạo Phôi.
Chương IV: Thiết Kế Qui Trình cộng Nghệ Gia Công Chi Tiết
Chương V: Biện Luận Quy Trình Công Nghệ.
Chương VI: Biện Luận Về Tính Toán Chế Độ Cắt.
ChươngVII: Tính Toán Và Thiết Kế Đồ Gá.
Tài Liệu Tham Khảo.
Mục Lục.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









