QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH DẦU BƠM THỦY LỰC CAO THẮNG
NỘI DUNG ĐỒ ÁN
bản vẽ BÍCH DẦU BƠM THỦY LỰC CAO THẮNG
ĐỐ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BÍCH DẦU BƠM THỦY LỰC
MỤC LỤC
Nhận xét của giáo viên hướng dẫn ...................................................... 2
Nhận xét của hội đồng bảo vệ ...................................................... 3
Mục lục ...................................................... 4
Lời nói đầu ...................................................... 5
Lời cám ơn ...................................................... 6
Chương 1: Phân tích chi tiết gia công ...................................................... 7
1.1 Phân tích chi tiết gia công
1.2 Xác định dạng sản xuất
Chương 2: Chọn dạng phôi và phương pháp chế tạo phôi........................... 11
2.1 Vật liệu
2.2 Phương pháp chế tạo phôi
PHẦN 3:Chọn phương pháp gia công và lập quy trình công nghệ............... 16
PHẦN 4: Biện luận quy trình công nghệ ..................................................... 17
4.1: Xác định lương dư gia công
4.2: Tính toán cho chế độ cắt
PHẦN 5:Thiết kế đồ gá ...................................................... 51
7.1 Công dụng và yêu cầu của đồ gá
7.2 Kết cấu của đồ gá
7.3 Những tính toán khi thiết kế đồ gá
Tài liệu tham khảo ...................................................... 58
LỜI NÓI ĐẦU
&
Hiện nay nước ta đang xây dựng và phát triển các khu công nghiệp, khu chế xuất, khu công nghệ cao...gắn liền với đó đòi hỏi nước ta cần phải có nguồn nhân lực dồi dào, tay nghề cao, đáp ứng nhu cầu sản xuất trong nước cũng như xuất khẩu ra nước ngoài. Chính vì vậy ngành cơ khí chế tạo máy đóng vai trò quan trọng trong quá trình phát triển đất nước.
Việc thiết lập quy trình công nghệ gia công chi tiết nhằm ứng dụng được những công nghệ gia công mới, loại bỏ những công nghệ lạc hậu không đảm bảo yêu cầu kỹ thuật, chất lượng kém. Ngòai ra việc thiết lập quy trình công nghệ gia công giúp người chế tạo giảm được thời gian gia công và tăng năng suất làm việc để đáp ứng sản phẩm theo yêu cầu sử dụng
Việc thiết lập quy trình công nghệ gia công còn là sự so sánh có chọn lựa để tìm ra một phương án công nghệ hợp lý nhằm đảm bảo những yêu cầu chất lượng, giá thành, thời gian gia công cho sản phẩm nhằm đáp ứng nhu cầu xã hội.
Qua đồ án tốt nghiệp này giúp sinh viên ôn lại kiến thức đã học như tính chế độ cắt, lực kẹp, sai số chuẩn,đồng thời phải đảm bảo về tính kinh tế của chi tiết được sản xuất…những kiến thức này được vận dụng một cách đúng đắn và phù hợp với sự hướng dẫn của giáo viên.
Trong quá trình thực hiện đồ án không tránh khỏi thiếu sót,kiến thực hạn chế rất mong sự chỉ bảo và giúp đỡ của thầy cô và các bạn trong ngành để đề tài chúng em hoàn thiện hơn
Chương 1.PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 Phân tích chi tiết gia công
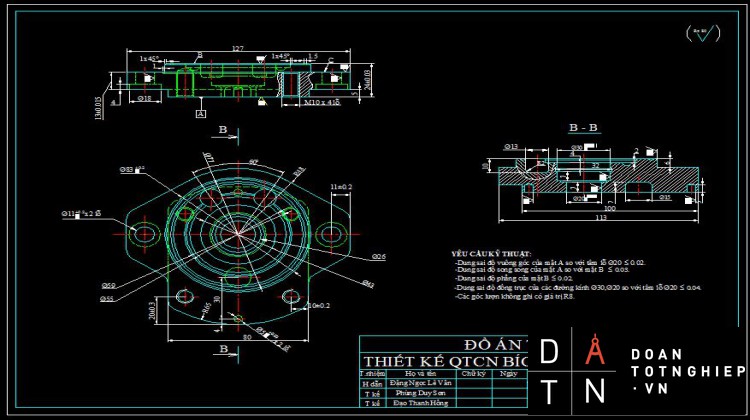
Chi tiết bích đầu là 1 bộ phận của bơm thủy lực, được dùng để làm phần nắp đậy bên phía trên của bơm bánh răng.Chi tiết này có tác dụng làm nắp đậy che chắn cho các chi tiết khác bên trong, chi tiết còn có tác dụng quan trọng khác là đóng vai trò như là chỗ tựa cho trục của bánh răng. Hai trục bánh răng sẽ được lắp vào 2 lỗ, trên 2 trục bánh răng này sẽ gắn các bánh răng ăn khớp với nhau.
Ngoài ra, trên chi tiết bích đầu còn có các lỗ dùng để lắp bulông cho cố định với thân bơm. Phía trên mặt bích có 2 lỗ bơm dầu bôi trơn giúp cho trục bánh răng làm việc êm hơn và bơm dầu để cho các bánh răn ăn khớp với nhau êm hơn ,dễ dàng hơn. Bích đầu cũng còn có tác dụng che chắn để cho bụi không lọt vào bên trong bơm.
1.2 Điều kiện làm việc
Khi bơm làm việc thì bích đầu chịu áp lực do dầu bên trong bơm tác dụng lên ở mặt trong của bích. Do đó bích đầu phải được lắp ghép chặt với thân bơm để tránh cho nó không được cứng vững trong khi đang làm việc.
Trục của bánh răng ăn khớp bên trong thân bơm tiếp xúc trực tiếp với lỗ nên chi tiết chịu độ mài mòn rất cao.
1.3 Vật liệu chế tạo
1.3.1 Gang xám
a. Ký hiệu và thành phần
+ Ký hiệu
- Theo tiêu chuẩn nhà nước Việt Nam TCVN 1659 - 75 ký hiệu gang xám gồm 2 phần, các chữ cái chỉ loại gang: GX và hai số tiếp theo chỉ độ bền kéo và độ bền uốn.
-Ví dụ: GX12-28 (ký hiệu theo tiêu chuẩn Liên Xô cũ là Cч 12-28) có các chỉ số độ bền là: σk = 12 Kg/mm2 (σk = 120N/mm2) và σu = 28 Kg/mm2 (σu = 280N/mm2).
+ Theo tiêu chuẩn của Mỹ
+ Theo chuẩn SAE J431 có các mác: G1800, G2500, G3000, G3500, G4000 trong đó các số chỉ . Ví dụ G3000 là gang xám có hay 30ksi.
+ Theo tiêu chuẩn ASTM ta có các mác: 20, 25, 30, 35, 40, 45, 50, 55, 60. Trong đó các số chỉ có đơn vị là ksi. Ví dụ: 20 là gang xám có .
+ Theo tiêu chuẩn của Nhật JIS có các mác: FC100, FC150, FC200, FC250, FC300, FC350, trong đó số chỉ giới hạn bền tối thiểu tính theo đơn vị Mpa. Ví dụ: FC100 là gang xám có .
+ Thành phần hóa học của gang xám nằm trong giới hạn sau: C: 2,8 - 3,5%; Si: 1,5 - 3%; Mn: 0,5 - 1%; P: 0,1 - 0,2%; S ≤ 0,08% với các vật đúc nhỏ và 0,1 - 0,12% đối với vật đúc lớn.
b. Tổ chức tế vi
Là loại gang mà hầu hết cacbon ở dạng graphit hình tấm. Vì có graphit nên mặt gãy có màu xám.
Gang xám có cấu trúc tinh thể cacbon ở graphit dạng tấm, nền của gang xám có thể là: pherit, peclit - pherit, peclit.
c. Tính chất
Do hình dạng và tính chất cơ học của graphit (có độ bền cơ học kém) do đó gang xám có độ bền kéo, độ dẻo và độ dai thấp, độ bền 35 - 40 Kg/mm2, độ cứng 150 - 250 HB. Tuy nhiên graphit có ưu điểm làm tăng độ chịu mòn của gang, có tác dụng như chất bôi trơn, làm cho phoi gang dễ bị vụn khi cắt gọt, khử rung động, làm giảm độ co ngót khi đúc.
d. Công dụng
Gang xám thường được dùng để chế tạo các chi tiết chịu tải trọng nhỏ và ít bị va đập như: thân máy, bệ máy, ống nước,… do chịu ma sát tốt nên đôi khi gang xám dùng để chế tạo các ổ trượt và bánh răng.
Các mác GX12 - 28, GX15 -32 có độ bền không cao dùng để làm vỏ hộp, nắp che (không chịu lực).
Các mác GX21 - 40, GX28 - 48 có độ bền cao hơn, dùng làm bánh đà, thân máy.
Các mác GX36 - 56, GX40 - 60 có độ bền cao, dùng làm vỏ xi lanh, bánh răng chữ V, trục chính…
Vậy:
Chi tiết bích dầu bơm thủy lực chọn vật liệu chế tạo chi tiết là gang xám 15-32 , có thông số sau :
+ Thành phần các nguyên tố hóa học trong gang xám (tính bằng %) : C = 3,2 ¸ 3,5; Ni = 0.6 ¸ 0,7; Mn = 0,8 ¸ 1,1; Cr = 0,25 ¸ 0,8; S < 0,12; P < 0,12.
Khi chế tạo phôi cần khống chế đúng thành phần các nguyên tố hóa học trên nhằm mục đích nâng cao cơ tính, chống mài mòn và chống lại sự ăn mòn hóa học.
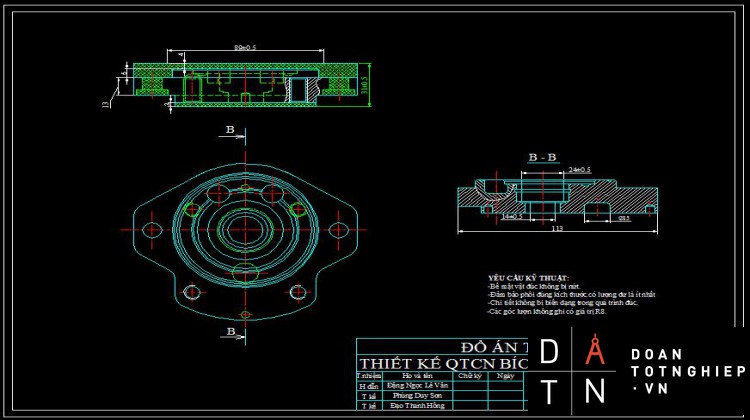
1.4 Các yêu cầu kỹ thuật
Phôi sau khi đúc xong được ủ hoặc thường hóa. Không có hiện tượng biến cứng, rỗ khí, rỗ xĩ,…
Các bề mặt làm việc chủ yếu là bề mặt 1 và 3 có các yêu cầu kỹ thuật sau:
+ Tại mặt dưới của mặt bích (mặt được lắp vào thân bích), mặt lỗ lắp trục bánh răng, mặt lỗ lắp chốt định vị độ bóng bề mặt phải đạt độ bóng bề mặt Ra = 2.5 (theo TCVN-78).
+ Các bề mặt không gia công có độ nhám Rz 80 ứng với độ chính xác về kích thước IT14.
Vật liệu GX 15 – 32 có cơ tính: giới hạn bền kéo 150 (N/mm2), giới hạn bền uốn 320 (N/mm2), = 0.5% độ giãn dài, độ cứng HB = 170 – 241. ( [13] trang 237 bảng 11 )
Kết cấu của chi tiết có thể gia công bằng các phương pháp : tiện, phay, khoan,….
1.3. Phân tích kết cấu, hình dạngBích dầu bơm thủy lực
- Chi tiết thuộc chi tiết dạng bạc
+Dung sai độ vuông góc của mặt A so với tâm lỗ 20
+ Dung sai độ song song của mặt A so với mặt B
+ Dung sai độ phẳng của mặt B
+ Dung sai độ đồng trục giữa lỗ , so với lỗ ≤ 0.04
1.4. Độ chính xác gia công.
Độ chính xác của kích thước.
1.4.1.1-Đối với các kích thước dung sai có chỉ dẫn:
* Kích thước :
- KTDN: DN= 30
Trang bảng 2.29/Trang 97/BTDSLG
-Cấp chính xác: IT9, Ra 3.2
-Tra bảng 1.14/18/BTDSLG
- SLGH trên: ES= +0.05
- SLGH dưới: EI= 0
* Kích thước
- KTDN: DN=20
Trang bảng 2.29/Trang 97/BTDSLG
-Cấp chính xác: IT9, Ra 3.2
- Tra bảng 1.14/18/BTDSLG
- SLGH trên: ES= +0.05
- SLGH dưới: EI= 0
* Kích thước 24
- KTDN: DN=24
-Cấp chính xác: IT8, Ra 2.5
- Tra bảng 1.14/18/BTDSLG
- SLGH trên: ES= +0.02
- SLGH dưới: EI= -0.02
1.4.1.2-Đối với các kích thước dung sai không chỉ dẫn:
* Kích thước
- KTDN: DN= 83
Trang bảng 2.29/Trang 97/BTDSLG
-Cấp chính xác: IT11, Ra 1.6
- Tra bảng 1.14/18/BTDSLG
- SLGH trên: ES= +02
- SLGH dưới: EI= 0
+Xác định dạng sản xuất: Hàng loạt vừa
+Trọng lượng chi tiết <4kg
+ Dạng sản xuất: Hàng loạt vừa
ðSản lượng hàng năm của chi tiết: 500-5000 chiếc
CHƯƠNG 2:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1 CHỌN PHÔI
2.1.1 Phôi đúc: được chế tạo bằng cách rót kim loại lỏng vào khuôn có hình dáng và kích thước định sẵn. Thông thường các chi tiết làm bằng gang ta sử dụng phôi đúc vì gang có tính dẻo thấp nên không thể dùng phương pháp cán hay rèn.
- Ưu điểm: có thể đúc được tất cả các kim loại và hợp kim có thành phần khác nhau. Có thể chế tạo các chi tiết có kích thước và hình dạng đơn giản đến phức tạp mà các phương pháp tạo phôi khác không thực hiện được. Khối lượng vật đúc từ nhỏ vài chục gam cho đến những chi tiết có kích thước to vài chục tấn. Chi phí sản xuất thấp, giá thành chi tiết thấp.
- Nhược điểm: hệ số sử dụng kim loại thấp do đậu rót, đậu ngót. Chi phí kiểm tra thành phần các nguyên tố cao do phải dùng đến máy kiểm tra hiện đại.
- Ứng dụng:
+ Dùng chế tạo các chi tiết có kích thước và hình dạng đơn giản đến phức tạp.
+ Dùng chế tạo các chi tiết có khối lượng từ nhỏ vài chục gam đến những chi tiết lớn vài chục tấn.
-Dựa vào:
+ Dạng sản xuất: sản xuất loạt vừa, trang thiết bị tự chọn.
+ Đặc điểm hình dạng là dạng bạc, chi tiết tương đối đơn giản.
+ Vật liệu chi tiết là Gang xám : Gang xám 15-32
- Kết luận: từ những đặc điểm trên ta chọn phôi đúc.
2.2. PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.2.1. Công nghệ đúc: là công nghệ chế tạo sản phẩm bằng phương pháp rót vật liệu ở dạng chảy lỏng vào khuôn để tạo ra sản phẩm có hình dạng theo khuôn mẫu. Đa phần công nghệ đúc thực hiện với các vật liệu kim loại.
- Công nghệ đúc được chia thành hai loại chính: Đúc thông thường và Đúc đặc biệt
A. Đúc thông thường:( đúc trong khuôn cát) Là công nghệ có từ cổ xưa, đúc thông thường được thực hiện với các khuôn cát, nếu không qua sấy khuôn, thì gọi là khuôn cát tươi. Hỗn hợp làm khuôn và lõi khuôn là cát silic, có thể có phụ gia là nước thủy tinh. Lòng khuôn được tạo hình bởi mẫu đúc và lõi (nếu có). Đúc trong khuôn cát có giá thành rẻ, dễ làm nhưng năng suất thấp. Đúc trong khuôn cát có thể dùng để đúc vật đúc từ hợp kim đen và hợp kim màu.
Đúc mẫu gỗ làm khuôn bằng tay :
+ Đặc điểm: phương pháp này có độ chính xác kích thước thấp, vì quá trình làm khuôn, sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất thấp.
+ Áp dụng: cho việc đúc với dạng sản xuất đơn chiếc hay những chi tiết có kích thước lớn độ chính xác và năng xuất phụ thuộc vào tay nghề người thợ.
-Đúc mẫu gỗ làm khuôn bằng máy:
+ Đặc điểm: có năng xuất và độ chính xác cao hơn phương pháp đúc mẫu gỗ làm khuôn bằng tay. Đảm bảo độ đồng nhất của khuôn, giảm sai số do quá trình làm khuân gây ra. Muốn khuôn ép sát người ta có thể dùng đầm hơi hay phương pháp rung động để dồn khuôn.
+ Áp dụng: cho đúc hàng loạt nhỏ với trọng lượng chi tiết không lớn lắm.
-Đúc mẫu kim loại làm khuôn bằng máy:
+ Đặc điểm: Phương pháp có năng xuất này có năng xuất và độ chính xác cao. Đảm bảo sự đồng nhất của khuôn.
+ áp dụng cho đúc hàng loạt vừa trở lên.
B. Đúc đặc biệt: thường sử dụng khuôn kim loại. Thường có các dạng: Đúc trong khuôn kim loại, Đúc áp lực, Đúc ly tâm, Đúc liên tục và một số công nghệ đúc đặc biệt khác.
A. Đúc trong khuôn kim loại
- Phương pháp: Đúc trong khuôn kim loại là thuật ngữ chỉ một phương pháp sản xuất vật đúc bằng cách rót kim loại lỏng vào khuôn kim loại. Vật đúc đông đặc dưới tác dụng của trọng trường mà không chịu bất kỳ tác động nào khác.
- Đặc điểm:
+ Sản phẩm đúc có có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối.Vật đúc có khối lượng nhỏ khoảng 12 kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
+ Đúc khuôn kim loại hay còn gọi là đúc khuôn vĩnh cửu (permanent casting) là phương pháp đúc mà như tên gọi – khuôn làm bằng kim loại giống như đúc áp lực. Do tuổi thọ của khuôn dùng được lâu, nhiều lần nên còn gọi là khuôn vĩnh cửu. Đúc khuôn kim loại phù hợp với các vật đúc lớn hơn so với đúc áp lực, khoảng 10kg, tất nhiên đặc biệt có thể cao hơn, 20kg thậm chí là 50kg, và đi kèm là giá thành sẽ cao hơn.
-Ưu điểm:
- Khuôn được sử dụng nhiều lần;
- Độ sạch và độ chính xác được nâng cao đáng kể. Điều này sẽ làm giảm khối lượng gia công cơ khí;
- Nâng cao độ bền cơ học của vật đúc, đặc biệt là độ bền ở lớp bề mặt tiếp giáp với khuôn kim loại.
- Nâng cao sản lượng hàng năm do giảm được kích thước đậu ngót và phế phẩm đúc.
- Nâng cao năng suất lao động.
- Tiết kiệm diện tích nhà xưởng do không cần chế tạo hỗn hợp làm khuôn và quá trình làm khuôn.
- Giảm giá thành sản phẩm.
- Dễ cơ khí và tự động hoá, điều kiện vệ sinh lao động tốt.
- Nhược điểm:
- Chế tạo khuôn kim loại phức tạp và đắt tiền; độ bền khuôn hạn chế khi đúc thép, khó đúc những vật thành mỏng và hình dáng phức tạp; vật đúc có ứng suất lớn do khuôn kim loại cản co mạnh; vật đúc gang dễ bị biến trắng; quy trình đúc phải chặt chẽ.
- Tuy có những đặc điểm trên nhưng công nghệ đúc trong khuôn kim loại vẫn được sử dụng rộng rãi để đúc gang, hợp kim và kim loại màu trong sản xuất hàng loạt và loạt lớn bởi vì có những chi tiết không thể chế tạo được nếu không sử dụng khuôn kim loại, ví dụ các tấm lớn thân máy bay, các chi tiết nhỏ nhưng đòi hỏi độ bền cao trong động cơ.
- Ứng dụng: pháp này sản xuất cho hàng loạt lớn và hàng khối
C. Đúc ly tâm:
- Đúc li tâm là một dạng khác để đưa kim loại lỏng vào khuôn. Khuôn được làm bằng kim loại, đặt trên máy đúc li tâm. Áp dụng vật đúc tròn xoay, do có lực ly tâm khi rót kim loại lỏng và khuôn quay, kết cấu của vật thể chặt chẻ hơn nhưng không đồng đều từ ngoài vào trong.
Khi khuôn đang quay tròn, hệ thống rót được thiết kế sắn, rót kim loại vào khuôn.
- Đặc điểm: Với lực quay li tâm sẽ giới hạn chiều dày vật đúc đúng như thiết kế, với sự hỗ trợ của lực li tâm, kim loại sẽ xít chặt. Tuy nhiên, đúc li tâm sẽ chỉ áp dụng cho các chi tiết có dạng tròn như dạng tang trống. Nhưng đổi lại, có tính của vật đúc sẽ được cải thiện đáng kể vì có lực li tâm và khuôn kim loại nên tổ chức nhỏ mịn.
- Dùng để đúc các vật tròn xoay như ống, xi lanh, và các chi tiết có tâm đối xứng dạng tròn như mặt bích, pu li, bánh răng…
D. Đúc áp lực:
- Phương pháp: là Phương pháp dùng áp lực để đầy kim loại nóng chảy vào lòng khuôn. Sau khi rót kim loại nóng chảy vào máng xy-lanh người ta dùng cơ cấu piston tạo áp lực nhất định để đẩy kim loại nóng chảy vào lòng khuôn. Dưới áp lực đó kim loại nóng chảy sẽ dồn vào những ngõ nghách của khuôn nhất là nhưng nơi có thàng mỏng
- Đặc điểm:
+ Phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được.
+ Đúc được những thành mỏng.
+ Đúc được các chi tiết có độ chính xác cao.
+ Sau khi đúc không cần gia công cơ khí hay chỉ gia công qua.
- Áp dụng:
+ với các chi tiết có hình dạng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính tốt. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối, và áp dụng đối với các chi tiết nhỏ.
+ Thường dùng để đúc kim loại nhẹ nhưu nhôm, kẽm, đồng thau…
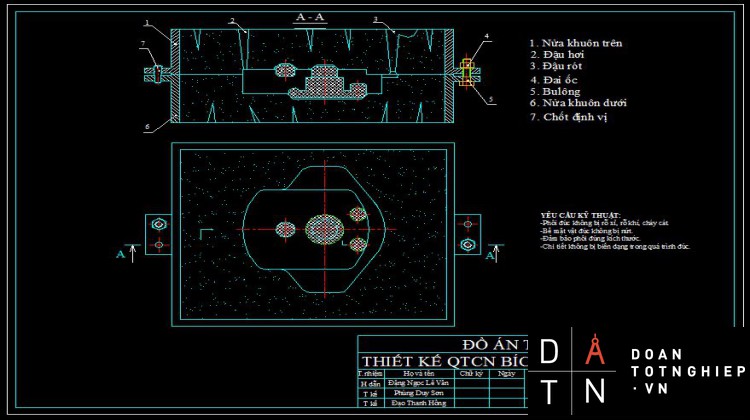
vKết Luận: Với những yêu cầu chi tiết đã cho, tính kinh tế và dạng sảng xuất đã chọn ta chọn phương pháp chế tạo phôi đúc trong khuôn cát làm khuôn bằng máy.
Vật đúc có độ chính xác đạt cấp chính xác II.
Sơ đồ đúc chi tiết bích dầu bơm
2.3. Xác định lương dư:
Tra bảng 3.4 ta có lượng dư của phôi đúc như sau:
Lượng dư gia công của vật đúc bằng gang,cấp chính xác II khi đúc:
-Lượng dư mặt A :3 mm
-Lượng dư mặt B : 4 mm
-Lượng dư lỗ Ø24: 3 mm
-Lượng dư lỗ Ø14: 3 mm
Yêu cầu kỹ thuật :
-Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
-Phôi không bị rạn nứt.
CHƯƠNG 3:LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
CHƯƠNG 4:BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Xác định đường lối sản xuất công nghệ:
Trong dạng sản xuất hàng loạt vừa quy trình công nghệ được xác định theo nguyên tắc phân tán hay tập trung nguyên công.Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian gần bằng nhau.
Quy trình nêu dưới đây, mỗi máy thực hiện một nguyên công, đồ gá sử dụng là đồ gá chuyên dùng.
4.2. Chọn phương pháp gia công
Đối với dạng sản xuất hàng loạt vừa và hàng loạt lớn muốn chuyên môn hóa cao để có năng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công. Ở đây, chúng ta dùng máy vạn năng sử dụng đồ gá chuyên dùng.
Có hai phương pháp thiết kế nguyên công như sau:
+Phân tán nguyên công: số bước trong một nguyên công ít, số lượng nguyên công nhiều. Trong một số trường hợp phương pháp này có lợi nếu như ra sử dụng các loại máy chuyên dùng, đơn giãn, giá thành thấp, dụng cụ cắt chuyên dùng.
+Tập trung nguyên công: tập trung nhiều bước công nghệ trong một nguyên công. Như vậy số lượng nguyên công trong quá trình công nghệ sẽ ít.
4.3. Chọn chuẩn công nghệ:
- Chuẩn công nghệ: chuẩn được sử dụng trong quá trình công nghệ bao gồm các quá trình gia công cơ, quá trình lắp ráp các sản phẩm và kiểm tra. Thông thường người ta chia chuẩn công nghệ ra làm các lọai như sau:
+ Chuẩn định vị: là các bề mặt, đường, điểm có thực nằm trên chi tiết được dùng để định vị ( xác định vị trí ) chi tiết trong hệ thống công nghệ ( M – D – ĐG – CT ) trong quá trình gia công. Dựa vào tính chất của bề mặt chi tiết người ta còn phân chuẩn gia công ra làm 2 loại:
Chuẩn thô: các bề mặt lấy làm chuẩn mà chưa được gia công.
Chuẩn tinh: các bề mặt lấy làm chuẩn đã được gia công tinh
+ Chuẩn lắp ráp: là các bề mặt, đường, điểm có thực trên chi tiết dùng làm chuẩn trong quá trình lắp ráp các chi tiết.
+ Chuẩn đo lường: là các bề mặt, đường, điểm có thực nằm trên chi tiết được dùng làm chuẩn để xác định vị trí tương quan của các bề mặt, đường , điểm khác trong quá trình đo lường kiểm tra.
- Chuẩn công nghệ là bề mặt chi tiết được dùng để định vị chi tiết trong quá trình gia công lắp ráp sửa chữa. Việc chọn chuẩn công nghệ thích hợp tạo điều kiện thuận lợi cho việc thực hiện các nguyên công được dễ dàng, nhanh chóng và chính xác, đảm bảo yêu cầu kỹ thuật và chỉ tiêu kinh tế.
- Xác định chuẩn thô: Là chuẩn định vị trên bề mặt chưa gia công cắt gọt,việc chọn chuẩn thô phải đảm bảo phân bố đủ lượng dư cho bề mặt gia công và đảm bảo độ chính xác cần thiết về vị trí tương quan giữa các bề mặt với nhau, chọn chuẩn thô phải tuân thủ 5 nguyên tắc chọn chuẩn thô.
- Xác định chuẩn tinh: Là chuẩn xác định trên bề mặt đã qua gia công cắt gọt, việc chọn chuẩn tinh phải tuân thủ 5 nguyên tắc chọn chuẩn tinh.
Sau khi chọn chuẩn thô, chuẩn tinh phù hợp ta tiến hành lập trình tự gia công nhằm đảm bảo yêu cầu kỹ thuật, tính kinh tế, nâng cao năng suất nhờ vào việc giảm thời gian gia công, thời gian phụ.
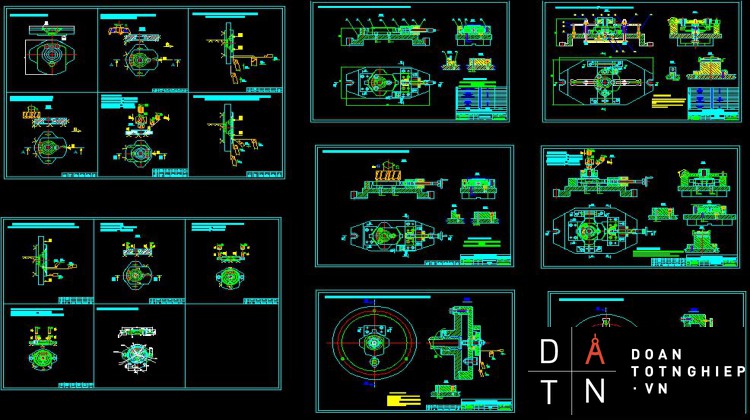
Thiết kế nguyên công
- Nguyên công I: Chuẩn bị phôi
Để đảm bảo gia công chính xác ở các nguyên công ta phải kiểm tra kích thước phôi sau khi đúc,phôi sau khi đúc ra phải đúng yêu cầu đã được ghi trên bản vẽ đúc.
Phôi đúc ra phải được làm sạch,cắt bỏ đậu hơi, đậu ngót, bavia....
Kiểm tra các khuyết tật của phôi như độ cong vênh, rạng nứt,có rổ khí, kích thước thôi theo đúng yêu cầu kỹ thuật,đảm bảo chất lượng của phôi, cơ tính của phôi.
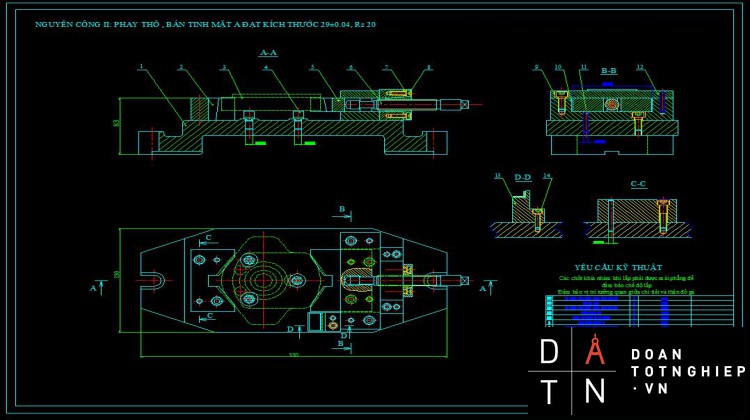
- Nguyên công II:Phay thô và bán tinh mặt A
+Chuẩn định vị:Mặt B định vị 3 bậc tự do
Lý do chọn mặt B 3 bậc là tuân theo 5 nguyên tắc chọn chuẩn thô,mặt B nằm ở nữa khuôn dưới nên có độ mấp mô ít hơn mặt A và đồng thời mặt B có vị trí tương quan so với những mặt quan trọng của chi tiết là cao nhất.Từ đó chúng ta sẽ phân bố lượng dư gia công sẽ dễ dàng hơn.
+Mặt bên chi tiết không gia công nên định vị bằng khối V vát
-Bên trái dùng khối V cố định định vị 2 bậc tự do
-Bên phải dùng khối V di động đi vị 1 bậc tự do
+ Sơ đồ định vị và kẹp chặt:
1.Tính chế độ cắt:
1.1 Chọn dao chọn máy:Dao phay mặt đầu răng chắp gắn mảnh hợp kim cứng BK6(T15K6): D=100, Z=8
Máy phay đứng 6H12, [N]= 7kw, n=0.75
1.2. Chiều sâu cắt t(mm)
t= h= 2 mm
1.3. Bước tiến S
Tra bảng 6-5/124( Bảng tra chế độ cắt)
[N]= 5,Gang xám >180, HKC BK6 ð mm/răng ð Chọn 0.2
Tra bảng 7-5/124 ð
Tra bảng 8-5/124 ð ð
1.4 Vận tốc cắt V(m/ph)
Tra bảng 40.5/138
D= 100(mm), Z= 8, , t = 2 ð V= 158 (m/ph)
Bảng 41-5/139 ð
Bảng 42-5/ 139 ð
Bảng 43-5/139 ðð V= 158111111 = 158 (m/ph)
Bảng 44-5/139 ð
Bảng 45-5/139 ð
Bảng 46-5/139 ð
n= = = 503.18(v/ph)
Tra thuyết minh máy 6H12 ð ð =
1.5 Bước tiến phút Sp
Sp = Sz 0.2
Tra thuyết minh máy ð(m/ph)
(mm/vòng)
1.6, Lực cắt Pz
Tra bảng 3-5/122-123
Dao phay mặt đầu HKC:
Pz =
Tra bảng 12-1/21 ð_Tra bảng 13-1/21 ð
Pz = = = 123,64
1.7. Công suất :
[N]
[N]ðmáy gia công được
- Nguyên công III: Tiện thô và bán tinh mặt B
+Chuẩn định vị: Mặt A định vị 3 bậc
Lỗ đúc D30 định vị 2 bậc
+Sơ đồ định vị và kẹp chặt:
1.1Chọn t=2 (mm)
1.2 Chọn bước tiến S (mm/vòng)
*Bước tiến khi tiện thô:
Tra bảng (5 – 11) /trang 11/ sổ tay Công nghệ chế tạo máy 2
Ta có: S=(0,4 – 0,5) (mm/v)
Tra thuyết minh máy: S=0.47 (mm/v)
1.3 Tính vận tốc và số vòng quay trục chính.
Tính vận tốc cắt theo công thức :
V=Vb.K1.K2.K3.K4 .K5 (m/ph)
Trong đó:
K1,K2,K3,K4: Hệ số điều chỉnh vận tốc cắt tra theo bảng.
Vb : Vận tốc tra theo bảng.
Tra bảng :
(45-1)/trang 38/ [1] =>Vb=154 (m/ph).
(46-1)/trang 39/ [1] => K1=1 với T = 60 phút
(47-1)/trang 39/ [1] => K2=1
(48-1)/trang 39/ [1] => K3=0.72
(49-1)/trang 18/ [1] => K4=1
=>V =111(m/p)
Ta có : n===278 (v/ph).
Tra thuyết minh máy (TMM)/trang 217/[1] => nt=250(v/ph)
Vậy: Vt==99.7 (m/ph).
1.4 Tính lực cắt khi tiện
- Lực tiếp tuyến Pz=CPz .tXpz. SYpz. Vnz. KPz
- Theo bảng 11-1/19 ta có:
CPz=92 XPz=1 YPz=0,75 nz=0
Tra bảng 12-1/21 Kmp =
Tra bảng 13-1/21 ta có Kmp =
Thay vào công thức ta có: Pz=92. 21. 0.470.75. 99.70= 146.8 KG
- Công suất tiêu thụ:
Ta có N==2.4 kW
So với công suất máy ở TMM thì máy đảm bảo an toàn
2.Khi tiện rãnh và cắt đứt thì lượng chạy dao nganh phụ thuộc vào tính chất của vật liệu gia công kích thước rảnh và đường kính gia công
+Tra bảng 5-15/13 sổ tay công nghệ chế tao máy
+Đường kính gia công
+Vận tốc tiện rãnh : Kmp =
V = 37
1.4 Tính lực cắt khi tiện
+Lực tiếp tuyến Pz=10.CPz .tXpz. SYpz. Vnz. KPz
Cp = 158, x= 1, y =1, n=0
.........................
Tra bảng 5.13/ sách Hướng dẫn TKDA công nghệ chế tạo máy.
- Choïn y= = 0.05
5. Hướng dẫn sử dụng đồ gá.
- Sau khi gia công chi tiết ta mở tấm dẫn hướng ra,sao đó ta tháo bulong để rút mỏ kẹp ra đồng thơi lấy chi tiết ra
- Quá trình gia công như sau:
+ Lấy chi tiết định vị 3 bậc lên 3 chốt tỳ đầu phẳng , hai bậc ở mặt trụ trong, một bậc ở mặt phẳng bên bằng chốt tỳ đầu phẳng
+ Kẹp chặt chi tiết bằng cơ cấu kẹp liên động bằng 2 mỏ kẹp
+ Lấy tấm dẫn hướng xuống
+ Tiến hành gia công chi tiết.
6. Bảo quản đồ gá.
Khi gia công đồ gá xong phải sơn đồ gá, khi chưa sử dụng phải đượccất vào kho,không để đồ gá bị rơi trong quá trình vận chuyển, đồ gá phải được cất ở nơi thoáng khí, độ ẩm thấp,không để đồ gá tiếp xúc với hoá chất ăn mòn kim loại.Trong quá trình sử dụng, phải tuân thủ theo đúng hướng dẫn thao tác đồ gá, không được tự ý thay đổi kết cấu của đồ gá,làm biến dạng đồ gá. Đồ gá sau khi được sử dụng xong thì phải được vệ sinh sạch sẽ,lau khô và tra dầu mỡ.
- Khi thiết kế đồ gá chuyên dùng này, nó giải quyết được:
- Độ an toàn đối với đồ gá chuyên dùng cao.
- Sử dụng đồ gá một cách dể dàng.
- Giải quyết được yêu cầu kỹ thuật của các nguyên công.
- Thời gian gá đặt và gia công nhanh.
- Năng suất và chất lượng sản phẩm cao.









