THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ỐNG THÂN VAN BỐN NGÃ B1 ĐHSPKT HƯNG YÊN


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ỐNG THÂN VAN BỐN NGÃ B1 ĐHSPKT HƯNG YÊN
Ngày nay đất nước đang trong thời kì đổi mới, các nghành công nghiệp nặng đang đóng vai trò là nghành kinh tế mũi nhọn, việc gia gia nhập WTO mở ra nhiều cơ hội và cũng có nhiều thách thức cho nghành chế tạo máy. Yêu cầu nghành cơ khí phải tự đổi mới phương pháp chế tạo các sản phẩm để đáp ứng được yêu cầu của thế giới.
Môn học công nghệ chế tạo máy đóng vai trò quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về thiết kế và chế tạo các loại máy, các thiết bị phục vụ các ngành công nghiệp, nông nghiệp, giao thông vận tải ...
Đồ án môn học công nghệ chế tạo máy là một trong các đồ án có tầm quan trọng nhất đối với một sinh viên khoa cơ khí. Đồ án giúp cho sinh viên hiểu những kiến thức đã học không những môn công nghệ chế tạo máy mà các môn khác như: máy công cụ, dụng cụ cắt... Đồ án còn giúp cho sinh viên được hiểu dần về thiết kế và tính toán một qui trình công nghệ chế tạo một chi tiết cụ thể.
Được sự giúp đỡ và hướng dẫn tận tình của thầy Phan Ngọc Ánh. Đến nay đồ án môn học của em đã hoàn thành. Tuy nhiên việc thiết kế đồ án không tránh khỏi sai sót em rất mong được sự chỉ bảo của các thầy và sự chỉ bảo của các bạn.
Em xin chân thành cảm ơn thầy Phan Ngọc Ánh đã giúp đỡ em hoàn thành công việc được giao!
Mục lục

Lời nói đầu. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mục lục. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Phần I: Phân tích chức năng làm việc của chi tiết. . . . . . . . . . . . . . . . 4
Phần II: Phân tích tính công nghệ trong kết cấu của chi tiết.. . . . . . . . 6
Phần III: Xác định dạng sản xuất. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Phần IV: Chọn phương pháp chế tạo phôi . . . . . . . . . . . . . . . . . . . . . . . 10
Phần V: Lập thứ tự các nguyên công.. . . . . . . . . . . . . . . . . . . . . . . . . . 14
Phần VI: Tính lượng dư cho một bề mặt. . . . . . . . . . . . . . . . . . . . . . . . .24
Phần VII: Tính chế độ cắt cho một nguyên công.. . . . . . . . . . . . . . . . . . 29
Phần VIII: Tính thời gian gia công cơ bản cho tất cả các nguyên công. . 41
Phần IX: Tính và thiết kế đồ gá. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
Kết luận . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Tài liệu tham khảo. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54
NỘI DUNG THUYẾT MINH VÀ TÍNH TOÁN ĐỒ ÁN
MÔN HỌC CÔNG NGHỆ CHẾ TẠO MÁY
PHẦN I: PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT ỐNG THÂN VAN BỐN NGÃ ĐHSPKT HƯNG YÊN
- Phân tích chức năng làm việc của chi tiết:
Theo đề bài thiết kế:
” Thiết kế qui trình công nghệ chế tạo chi tiết Thân Van Bốn Ngả”
với sản lượng 15.000 chi tiết/năm, điều kiện sản xuất tự do.
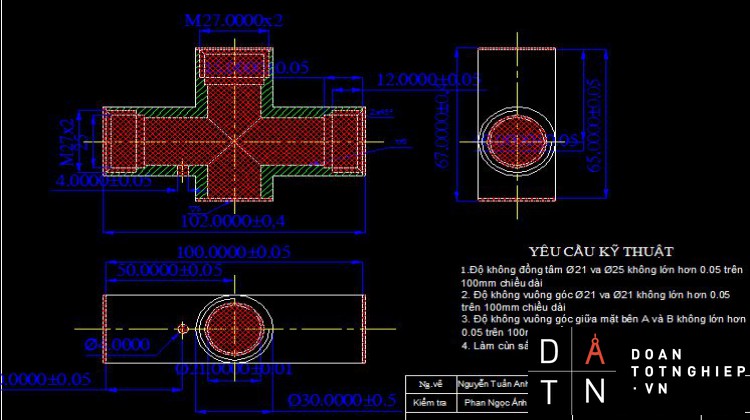
Chi tiết thân van được làm bằng Thép 45 là loại Thép có chất lượng tốt và có độ cứng HB=185. Trong thành phần của nó có các bon nên có khả năng gia công cắt gọt tốt, do đó tính gia công cắt gọt trung bình.
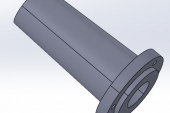
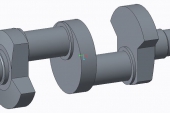
Chi tiết thân van là một chi tiết rất quan trọng trong van an toàn. Nó có tác dụng nối van an toàn với ống đầu vào và đầu ra, ngoài ra nó còn nối các chi tiết khác của van lại với nhau.
Đặc điểm chức năng làm việc của các bề mặt như sau :
+ Mặt A (mặt bích đầu vào ) : có 1 lỗ & 30 dùng để nối van an toàn với ống đầu vào , việc chế tạo lỗ đầu vào này không cần yêu cầu độ chính xác cao do đây chỉ là các lỗ để xỏ bu lông
+ Mặt B (mặt bích đầu ra): Mặt này dùng để nối van an toàn với ống đầu ra, nó tương tự như mặt bích đầu vào. Nhưng mặt ra này có lỗ ren và khớp để nối với đầu ra.
Điều kiện làm việc:
+ Do chi tiết van an toàn được ding trong các bình chứa, các thiết bị đường ống trong các ngành công nghiệp thông dụng để tự động xả môi chất khi làm việc vượt quá áp xuất đã đặt , nên van làm việc với môi chất sạch ( không có tạp chất cơ học) , môi trường làm việc chính là chất lỏng và chất khí không ăn mòn , có tính an toàn phòng nổ và dầu mỏ.
+ Yêu cầu : không cho phép có sự rò rỉ môi chất qua kim loại, mối hàn và cá bề mặt làm kín của van , van có thể phục hồi khi bị ăn mòn.
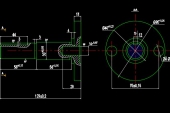
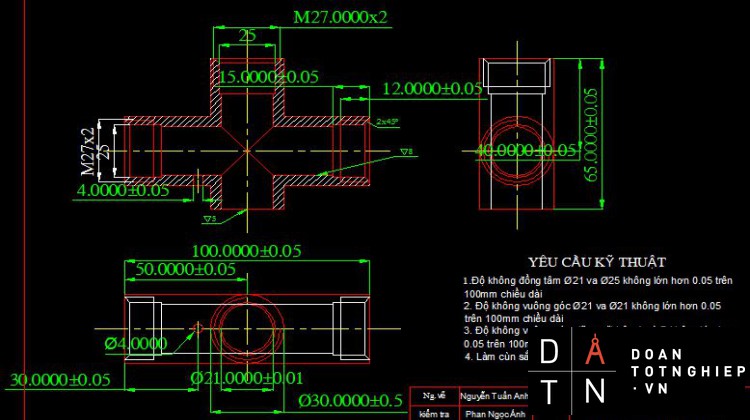
Các ngả của thân van được lắp ghép với các bề mặt của chi tiết khác để hỡnh thành kết cấu hoàn chỉnh. Do vậy mà thõn van bốn ngả cú một số yờu cầu kĩ thuật sau :
+ Độ đồng tâm và nhỏ hơn hoặc bằng 0.05mm trên 100mm chiều dài
+ Độ không vuông góc giữa các bề mặt bên nhỏ hơn hoặc bằng 0.05 trên 100 mm chiều dài.
+ Độ không vuông góc giữa đường tâm lỗ nhỏ hơn hoặc bằng 0.05 trên 100 mm chiều dài.
+ Cấp chớnh xỏc cỏc mặt bờn là cấp 5
+ Cấp chớnh xỏc bề mặt bờn trong lỗ là cấp 8.
+ làm cùn cạnh sắc.
PHẦN II: PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU
Phôi được chế tạo từ thép C45 bằng phương pháp đúc . Đây là loại thép có tính đúc tốt , độ cứng trung bình độ bền kéo và độ dẻo dai và chịu va đập tốt. Mặt khác nó còn là loại thép để gia công cắt gọt tốt. Trong quá trình đúc vẫn phải thực hiện với các phần tử phụ như thao tạo lỗ rỗng trong. Với mặt A ta sử dụng phương pháp phay tinh để đạt độ chính xác và độ nhẵn bang bề mặt theo cấp chính xác IT7 . Với các mặt B, ta cũng dùng phương phương pháp phay tinh. Đối với các bề mặt lỗ &21, &25, ta có thể dùng phương pháp khoan, khoét , doa để đạt được kích thước như yêu cầu bản vẽ.Các lỗ này đã được tạo khi chế tạo phôi đúc. Còn lại các lỗ & 4 ta dùng phương pháp khoan. và các lỗ đầu ra ta sẽ taro ren.
Thân van bốn ngả thuộc họ chi tiết dạng hộp. Chi tiết có nhiều bề mặt phải gia công có độ chính xác cao. Đó là các bề mặt: A, B, C, D,và cỏc bề mặt lỗ E, F.
Về độ cứng vững của chi tiết thỡ đảm bảo, diện tích bề mặt định vị cũng được đảm bảo.
Các lỗ E, F có đường kính nhỏ nên ta phải chọn phôi là phôi đặc.
Do yêu cầu đường tâm của hai lỗ E, F phải vuông góc với nhau nên phải gia công chính xác 1 lỗ trước. Rồi sau đó lấy lỗ đó làm chuẩn để gia công tất cả các bề mặt cũn lại.
Chi tiết khụng cú vấu, bề mặt thỡ bằng phẳng nờn thuận lợi cho quỏ trỡnh gia cụng.
Chi tiết có các lỗ có đường tâm vuông góc và cắt nhau nên kết cấu của chi tiết có môt số nhược điểm sau:
+ Khụng thể gia cụng chi tiết ở trờn mỏy nhiều trục
+ Do các ngả ở đầu có lỗ có đường kính lớn hơn ở bên trong, và các lỗ không nhỏ dần về một phía nên việc gia công sẽ tăng thêm nguyên công.
+ Cỏc ngả cú chiều dài không bằng nhau nên việc dùng một đồ gá để gia công hai đầu đối diện la không thể thực hiện được.
PHẦN III: XÁC ĐỊNH DẠNG SẢN XUẤT
1. Xác định dạng sản xuất:
Để xác định dạng sản xuất ta phải dựa vào trọng lượng của chi tiết và sản lượng chi tiết:
a) Tính trọng lượng của chi tiết
- Tớnh thể tớch của chi tiết
Để tính thể tích của chi tiết ta chia chi tiết ra làm 6 phần ta tính thể tích từng phần như hỡnh vẽ:
Ta cú :
V1+ V2+V5 = 0.01311 dm3
V3 = 0.02206 dm 3
V4 + V6 = 0.00721dm3
Vậy thể tớch của chi tiờt la :
V = 0.01311+ 0.02206 + 0.00721 = 0.04238 dm3
- Trọng lượng của chi tiêt
Áp dụng cụng thức :
Q = .V
Trong đó:
là khối lượng riêng của thép = 7.852 Kg /dm3
Vậy Q = 0,04237 . 7,852 = 0,33 kg
b) Tính sản lượng chi tiêt
Sản lượng hàng năm được xác định theo công thức:
N = N1 .m . ( 1 + )
Trong đó:
N: là số chi tiết được sản xuất trong 1 năm
N1: là số sản phẩm được giao N1 = 1500 ( sản phẩm)
m : là số lượng chi tiết trong một sản phẩm m = 1
: tính đến tỷ lệ % phế phẩm (= 4%)
: là số chi tiết được chế tạo thêm dự trữ lấy (= 5%)
Ta cú :
N = 1500 .1 ( 1 + ) = 1635 ( sản phẩm)
c) Dạng sản xuất
Dựa vào bảng 2: cách xác định dạng sản suất trang 13 sách Thiết kế đồ án Công Nghệ Chế Tạo Máy của PGS.TS. Trần Văn Địch
|
Dạng sản xuất |
Q1 – Trọng lượng của chi tiết |
||
|
> 200kg |
4-200kg |
<4kg |
|
|
Sản lượng hàng năm của chi tiết(chiếc) |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loat vừa Hàng loạt lớn Hàng khối |
<5 55-100 100-300 300-1000 >1000 |
<10 10-200 200-500 500-1000 >5000 |
<100 100-500 500-5000 5000-50000 >50000 |
với Q = 0,333 (kg)
N = 1635 (chi tiết)
Thỡ dạng sản xuất là sản xuất hàng loạt vừa.
PHẦN IV: CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Các phương pháp chế tạo phôi
Trong nghành chế tạo mỏy thỡ tuỳ theo dạng sản xuất mà chi phớ về phụi liệu chiềm từ 30- 60% tổng chi phí chế tạo. Phôi được xác lập hợp lý sẽ đưa lại hiệu quả kinh tế cao và khi chế tạo phải đảm bào lượng dư gia công. Lượng dư gia công quá lớn sẽ tốn nguyên vật liệu tiêu hao lao động để gia công, tốn năng lượng dụng cụ cắt vận chuyển nặng dẫn tới giá thành tăng.
Lượng dư quá nhỏ sẽ không đủ để bớt đi các sai lệch của phôi để biến phôi thành chi tiết hoàn thiện, làm ảnh hưởng tới các bước nguyên công và các bước gia công.
Như vậy việc xác định phương pháp tạo phôi dựa trên hỡnh dỏng của chi tiết và đảm bảo lượng dư gia công để nhằm tiết kiệm nguyên vật liệu, quy trỡnh cụng nghờ đơn giản, giảm được thời gian gia công cơ bản trong quá trỡnh chế tạo cơ bản trong quá trỡnh chế tạo chi tiết, tăng năng xuất lao động nhưng vẫn đảm bảo số lượng và chất lượng sản phẩm đồng thời không bị phế phẩm dẫn đến giá thành hạ.
Trong công nghệ chế tạo máy thường sử dụng các phương pháp tạo phôi sau.
1.1. Phụi dập:
Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng, trục chữ thập, trục khuỷu. . .có các đặc điểm:
Sử dụng một bộ khuôn có kích thước lũng khuụn gần giống vật gia cụng.
Độ chính xác của vật dập cao, đặc biệt là các kích thước theo chiều cao và sai lệch giữa hai nửa khuôn. Thông thường độ bóng của dập thể tích đạt được từ D 2 ¸D 4, độ chính xác đạt được ± 0,1¸ ± 0,05.
Trạng thái ứng suất vật gia công nói chung là nén khối, do đó kim loại có tính dẻo tốt hơn, biến dạng triệt để hơn, cơ tính sản phẩm cao hơn và có thể gia công vật phức tạp.
Dễ cơ khí hoá nên năng suất cao.
Hệ số sử dụng vật liệu cao.
Thiết bị sử dụng có công suất lớn, chuyển động chính xác, chế tạo khuôn đắt tiền.
Do những đặc điểm trờn nờn dập thể tớch chỉ dựng trong sản xuất hàng loạt và hàng khối.
1.2. Rốn tự do.
Ưu điểm của rèn tự do:
Thiết bị rèn đơn giản, vốn đầu tư ít.
Có khả năng loại trừ các khuyết tật đúc như rỗ khí, rỗ co... Biến tổ chức hạt thành tổ chức thớ, tạo được các tổ chức thớ uốn xoắn, do đó làm tăng cơ tính sản phẩm.
Lượng hao phí kim loại khi rèn ít hơn khi gia công cắt gọt .
Các nhược điểm của rèn tự do:
Độ chính xác kích thước, độ bóng bề mặt kém.
Chất lượng vật rèn không đồng đều trong từng phần của chi tiết và giữa các loạt gia công chất lượng gia công cũn phụ thuộc vào trỡnh độ tay nghề của người công nhân và trỡnh độ tổ chức nơi làm việc.
Năng suất lao động thấp, lượng dư, dung sai và thời gian gia công lớn, hiệu quả kinh tế khụng cao.
Sử dụng trong sản xuất đơn chiếc, loạt nhỏ, phục vụ công nghiệp sửa chữa, chế tạo máy.
1.3. Đúc trong khuôn kim loại:
Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá, tự động hoá cao.
Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Vật đúc dễ tồn tại các dạng rỗ co, rỗ khí, nứt . . .
Tiêu hao một phần kim loại do hệ thống rót, đậu ngót. . .
Khi đúc trong khuôn kim loại, tính dẫn nhiệt của khuôn cao nên khả năng điền đầy kém. Mặt khác có sự cản cơ của khuôn kim loại lớn nên dễ gây ra nứt.
1.4. Đúc áp lực
Đúc được các vật liệu đúc phức tạp có thành mỏng, đúc được các lỗ nhỏ có kích thước khác nhau, có độ bóng và chính xác cao, cơ tính của vật liệu tốt, năng suất cao.
Nhưng khuôn chóng bị mũn do kim loại núng bào mũn khi được dẫn dưới áp lực cao.
1.5. Đúc ly tâm
Đúc được các vật trũn rỗng mà khụng cần dựng lừi do đó tiết kiệm được vật liệu và công làm lừi.
Khụng cần dùng hệ thống rót lên tiết kiệm được kim loại, có thể đúc được các vật thể mỏng. Vật đúc có tỏ chức kim loại mịn chặt không tồn tại dạng xỉ khi co ngót, khuôn đúc cần có độ bền cao do làm việc ở nhiệt độ cao, lực ép của kim loại lỏng lớn.
Khó đạt được đường kính lỗ vật đúc chính xác, do khó định lượng kim loại chính xác trước khi rót.
Chất lượng bề mặt trong của vật đúc kém do chứa nhiều tạp chất.
1.6. Đúc trong khuôn mẫu chảy.
Vật đúc có độ chính xác và độ bóng rất cao, có thể đúc được các vật phức tạp và có thể đúc được các hợp kim nóng chảy ở nhiệt độ cao, năng suất không cao. Dùng để đúc kim loại quý hiếm, cần tiết kiệm vật liệu.
1.7. Đúc liên tục.
Thích hợp với vật đúc dài, tiết diện không đổi và có chiều dài không hạn chế, đúc các tấm kim loại thay cho cán, vật đúc không có rỗ co, rỗ khí, rỗ xỉ, ít bị thiên tích. Cơ tính vật đúc cao, năng xuất cao, giá thành giảm. Vật đúc dễ bị nứt, không đúc được các vật phức tạp .
1.8. Đúc khuôn vỏ mỏng.
Đạt được độ bóng và chính xác cao, vật đúc ít rỗ và ít bị khuyết tật. Giảm chi phí kim loại, quá trỡnh đúc dễ cơ khí hoá tự động hoá. Chu trỡnh làm khuụn dài, giỏ thành khuụn cao.
Thân đồ gá có khối lượng khá lớn và sản xuất hàng loạt lớn nên ta chon phôi là phôi đúc và đúc trong khuôn kim loại. Bởi lẽ sau khi so sánh các phương án tạo phôi ta thấy đúc trong khuôn kim loại có những ưu điểm sau:
- Có thể tạo ra sản phẩm có chất lượng cao, kích thước chính xác, độ bóng bề mặt cao, có khả năng cơ khí hoá tự động hoá cao.
- Giá thành sản xuất đúc nói chung hạ hơn so với các phương pháp tạo phôi khác.
- Cơ tính của vật đúc cao, tuổi bền kim loại cũng cao.
- Đúc trong khuôn kim loại cho phép nâng cao năng suất và tránh những sai hỏng trong khi tạo phôi.
2. Chọn phương pháp chế tạo phôi
Căn cứ vào những phương pháp tạo phôi các điều kiện sau đây:
- Vật liệu làm phụi là thộp GX15- 32
- Kích thước của chi tiết ko quá nhỏ hỡnh dạng của chi tiết khụng quỏ phức tạp.
- Dung sai của bề mặt khụng gia cụng là nhỏ 0.1
- Dạng sản xuất là sản xuất hàng loạt vừa
Để thoả món được những điều kiên trên thỡ ta chọn phương pháp tạo phôi là đúc trong khuôn kim loại.
3. Bản vẽ lồng phôi
PHẦN V:LẬP THỨ TỰ NGUYÊN CÔNG
- Đường nối công nghệ
Do sản xuất ở đây là sản xuất hàng loạt lớn nên đường nối công nghệ ở đây là phân tán thành nhiều nguyên công. Ở mỗi nguyên công ta sẽ thiết kế một đồ gá chuyên dùng cho nguyên công đó. Việc chế tạo đồ gá cho mỗi nguyên công phải đảm bảo chính xác và phự hợp với yờu cầu của chi tiết cần gia cụng.
2. Thứ tự nguyên công
Để gia công chi tiêt thân van bốn ngả thỡ ta chia ra làm 10 nguyờn cụng gồm cỏc nguyờn cụng sau:
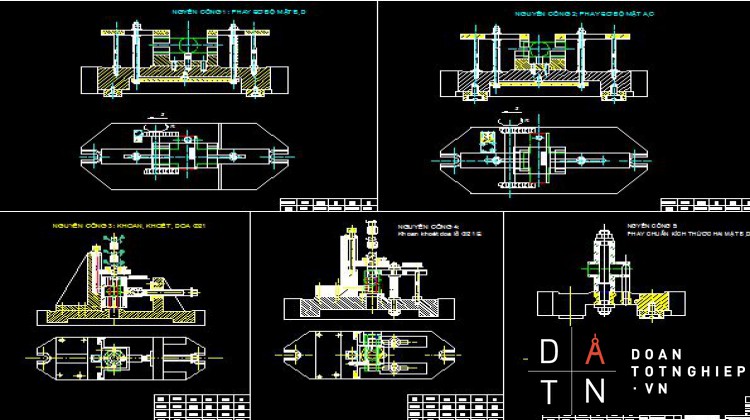
2.1. Nguyên công 1 phay sơ bộ mặt B, D
+ sơ đồ định vị :
- Nguyên công này chỉ cần phay sơ bộ hai mặt B, D làm cho hai mặt này phẳng phục vụ cho gia cụng cỏc nguyờn cụng khỏc.Nguyên công chỉ hớt đi một lượng và vẫn để lại lượng dư để cho nguyên công sau. Để phân bố lượng dư đủ để cho nguyên công sau thỡ ở nguyên công này ta lấy mặt ngoài làm chuẩn khử 4 bậc tự do đó là tịnh tiến theo OX, theo OY, quay quanh OX,OY. để chống xoay trong quá trỡnh gia cụng ta dựng một chốt tỳ đê khử bậc tự do quay quanh OY.
+ Kẹp chặt : khi phay do lực cắt lớn nờn tến hành kẹp từ trên xuống như là hỡnh vẽ đó biểu diễn.
+ Chọn máy : Ở nguyên công này chúng ta tiến hành phay đồng cả hai mặt B,D nên ta tiờn hành trờn mỏy phay nằm 6H82
+ Chọn Dao :
- Nguyên công này ta dùng hai dao phay đĩa
- Ta dùng dao phay đĩa ba mặt răng có các chỉ số như sau :
+ D = 315 mm đường kính của dao .
+ d = 50 mm đường kính lỗ lắp vào trục chính của máy
+ B = 20 chiều dày của dao.
+ Z = 30 số răng của dao.
2.2. Nguyên công 2 phay sơ bộ hai mặt A,C
+ Sơ đồ định vị :
- Nguyên công này chỉ cần phay sơ bộ hai mặt A,C để làm cho hai mặt này phẳng phục vụ gia công các nguyên công tiếp theo. Nguyên công này hớt đi một lượng kim loại và vẫn cũn để lại lượng dư để cho nguyên công sau. Để phân bố lượng dư đủ để cho nguyên công sau thi ở nguyên công này ta lấy mặt ngoài làm chuẩn khử 4 bậc tự do đó la tịnh tiến theo OX, theo OY, quay quanh OX, OY. Để chống xoay trong quá trỡnh gia cụng ta dựng một chốt tỳ đê khử bậc tự do quay quanh OY.
+ Kẹp chặt:
- Khi phay do lực cắt lớn nên ta tiến hành kẹp từ trên xuống như là hỡnh vẽ đó biểu diễn.
+ Chọn mỏy:
- Ở nguyên công này chúng ta tiến hành phay đồng cả hai mặt A,C nên ta tiến hành trên máy phay nằm 6H82 theo trang 119[7]
Cụng suất 7KW
Cấp tốc độ n (vg/ph)
30; 37,5; 47; 58; 93;114 ;147 ;185 ;235 ;302 ;381 ;754 ;920 ;1180; 1500
+ Chọn Dao:
- Nguyên công này ta dùng hai dao phay đĩa
- Ta dùng dao phay đĩa ba mặt răng có các chỉ số như sau theo bảng 4-82[8]
+ D = 315 mm đường kính của dao .
+ d = 32 mm đường kính lỗ lắp vào trục chính của máy
+ B = 20 chiều dày của dao.
+ Z= 30 số răng của dao
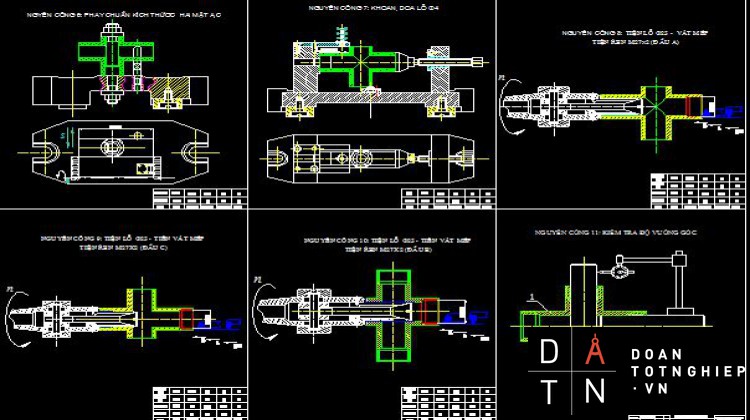
2.3. Nguyên công 3 khoan- khoột -doa lỗ F 21
........................................
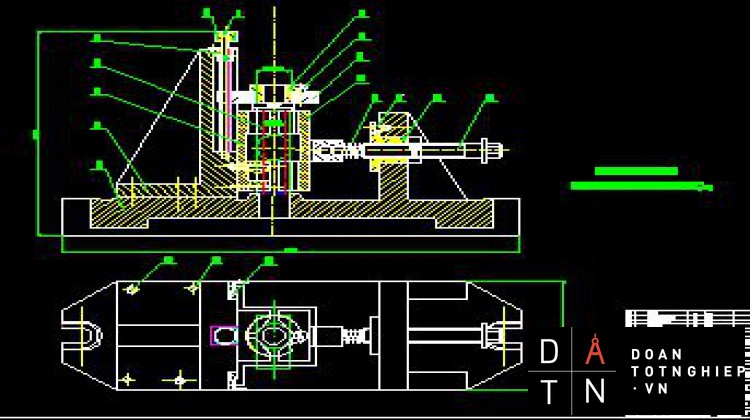
Quy trình tháo- gá lắp đồ gá, tháo lắp chi tiết:
-Tháo lắp chi tiết:
Nới lỏng vít kẹp 16 theo chiều ngươc chiều kim đồng hồ se kéo khối V di động sang bên phảI va thao đươc chi tiết ra.
- Gá lắp chi tiết:
Quy trình gá lắp chi tiết ta làm ngược lai với tháo lắp chi tiết.
- Tháo lắp đồ gá:
Tháo rời bu lông đai ốc M12,lấy khối V di động ra,tháo vít kẹp ren ra khỏi bạc ren.tháo vít M4 lấy bạc ren ra khỏi đồ gá.
+Rút chốt mang cá 17, tháo kéo núm văn 6 thanh trượt se được kéo lên trên rút bo phận dẫn hương ra, tháo vít M4 ta rút được thanh trượt ra khỏi đồ gá.
+Thỏo 2 vớt M8 tren khối V cố đinhất đưa được khối V ra khỏi đồ gỏ.
+Vặn 4 vớt M8 trờn thõn đồ gỏ ta thỏo đươc thõn đồ gỏ ra khỏi đế đồ gỏ.
- Lắp đồ gá ta lam ngược lại vơi tháo đồ gá.
Kết luận
Với sự hướng dẫn tận tỡnh của thầy giỏo, sau khi hoàn thành đồ án công nghệ chế tạo máy em đó hiểu thờm được nhiều vấn đề về công nghệ gia công chi tiết nói chung và gia công chi tiết Thõn Van Bốn Ngả núi riờng, ngoài ra em cũn được học thêm về phương pháp thiết kế tài liệu công nghệ gia công chi tiết máy, đồng thời với các loại máy em dùng trong công nghệ chế tạo chi tiết của mỡnh em cũng được hiểu sâu sắc hơn. Em xin trân thành cảm ơn sự giúp đỡ của các thầy giáo trong bộ môn công nghệ chế tạo máy đó cú những chỉ bảo tận tỡnh khi em gặp khú khăn trong khi làm đồ án này. Đăc biệt là thầy giáo Phan Ngọc Ánh.
TÀI LIỆU THAM KHẢO
[1]. Sổ tay cụng nghệ chế tạo mỏy - Tập 1; 2; 3
NXB KHKT - Hà Nội 2001
Nguyễn Đắc Lộc, Ninh Đức Tốn, Lê Văn Tiến, Trần Xuân Việt
[2]. Thiết kế đồ án công nghệ chế tạo máy
NXB KHKT- Hà Nội 2000
GS.TS Trần Văn Địch
[3]. Cụng nghệ chế tạo mỏy
NXB KHKT -Hà Nội 2003
GS.TS Trần Văn Địch , PGS.TS Nguyễn Trọng Bỡnh; PGS.TS Nguyễn Thế Đạt; PGS.TS Nguyễn Viết Tiếp; PGS.TS Trần Xuõn Việt
[4]. Đồ gá và Atlas đồ gá
NXB KHKT - Hà Nội 2000
GS.TS Trần Văn Địch
[5]. Hướng dẫn TK Đ/A CNCTM
GS.TS Nguyễn Đắc Lộc ; ThS. Lưu Văn Nhang
[6]. Cơ Sở Máy Công Cụ
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK