THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GỐI ĐỠ PHỤ ĐHSPKT HƯNG YÊN



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN GỐI ĐỠ PHỤ ĐHSPKT HƯNG YÊN
Lời nói đầu
Môn học công nghệ chế tạo máy đóng vai trò quan trọng trong chương trình đào tạo kỹ sư và cán bộ kỹ thuật về thiết kế và chế tạo các loại máy, các thiết bị phục vụ các ngành công nghiệp, nông nghiệp, giao thông vận tải ...
Là một sinh viên đang theo học chuyên ngành cơ khí chế tạo máy trong trường, được nhà trường trang bị kiến thức và kỹ thuật cơ sở đặc biệt là tay nghề. Để tạo điều kiện cho sinh viên có thể vận dụng các kiến thức đã học vào thực tế, em đã được khoa giao cho nhiệm vụ làm đồ án môn học với đề tài: Thiết kế quy trình công nghệ gia công chi tiết Thân gối đỡ phụ.
Sau khi nhận được đề tài được sự hướng dẫn chỉ bảo tận tình của các thầy cô giáo, cùng với sự lỗ lực của bản thân, em đã làm việc một cách nghiêm túc cùng với sự tìm tòi và nghiên cứu tài liệu và sự đóng góp ý kiến của bạn bè, đến nay đề tài của em đã được hoàn thành. Trong quá trình thực hiện không tránh khỏi những sai sót do trình độ và kinh nghiệm còn hạn chế. Vì vậy em mong sự chỉ bảo và giúp đỡ của thầy cô và bạn bè để đề này được hoàn thiện hơn.
Em xin chân thành cảm ơn Thầy Đoàn Đình Quân đã hướng dẫn em hoàn thành công việc được giao.
 Mục lục
Mục lục
- Phân tích chức năng làm việc của chi tiết.
- Phân tích tính công nghệ trong kết cấu của chi tiết.
- Xác định dạng sản xuất.
- Chọn phôi và xác định phương án tạo phôi.
- Lập quy trình công nghệ gia công cơ.
- Tính toán lượng dư gia công cho một bề mặt, còn các bề mặt khác tra bảng.
- Tính toán chế độ cắt cho một bước gia công còn các bề mặt khác tra bảng.
- Tính thời gian cơ bản cho các nguyên công.
- Tính và thiết kế đồ gá cho một nguyên công.
THUYẾT MINH ĐỒ ÁN MÔN HỌC
CÔNG NGHỆ CHẾ TẠO MÁY
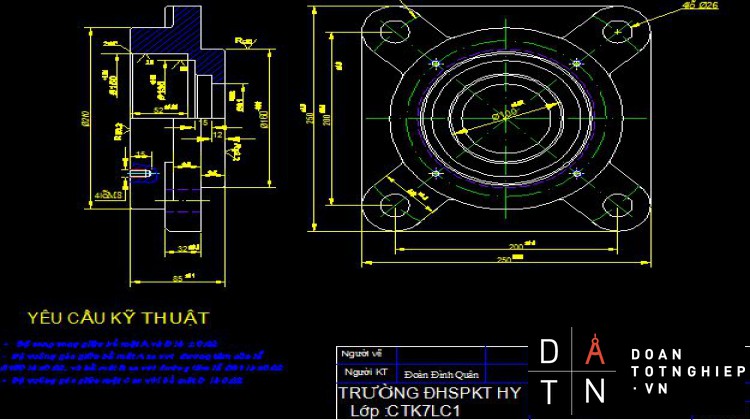
I-Phân tích chức năng và điều kiện làm việc của chi tiết
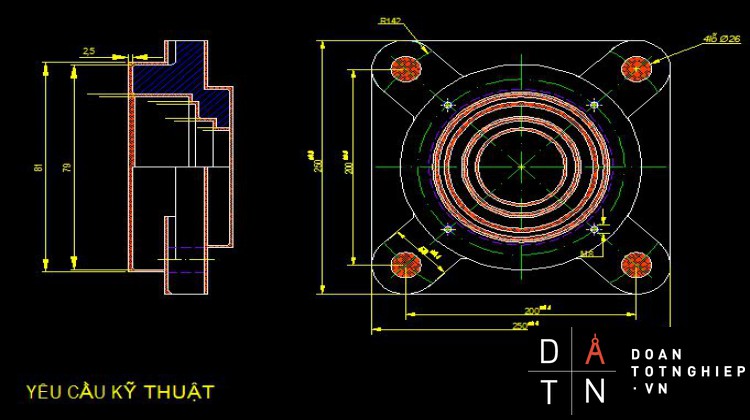
Chi tiết ‘ ‘Thân gối đỡ phụ”ding để đỡ trục ơ vị chí nằm ngang ,những bề mặt
tham gia đỡ là:lỗ F150 lắp vòng bi và cắc bề mặt A,B ngoài ra còn có 4
lỗF26 để bắt gối đỡ vào thân,4 lỗ M8 để bắt nắp che ô bi khỏi môI trường
bên ngoài .
Từ những đặc tính của chi tiết nói trên ta đưa ra những yêu cầu kỹ thuật sau:
- Độ song song giữa bề mặt A và B là 0.02
- Độ vuông góc giữa đường tâm của lôF81 và mặt B là 0.02
- Độ nhám bề mặt lỗF150 là Ra 1.25mm
- Cấp chính xácF150 +0.04 tương ứng với H7
Khi lắp ghép chi tiết cần đảm bảo độ vuông góc và song song của chi tiết.
Vật liệu sử dụng là : GX 15-32 , có các thành phần hoá học sau:
C = 3 – 3,7 Si = 1,2 – 2,5 Mn = 0,25 – 1,00
S < 0,12 P =0,05 – 1,00
[d]bk = 150 MPa
[d]bu = 320 Mpa
II. Phân tích tính công nghệ trong kết cấu của chi tiết
Chi tiết thân gối đỡ phụ là chi tiết dạng hộp,chi tiết gồm nhiều phần phải gia
công nhiêu mặt
phải gia công ,các bề mặt lai nằm một phía nên cũng thuận tiên cho việc gia
công
Chi tiết có độ cứng vững cao và diện tích bề mặt định vị lại rộng nên đảm bảo
khi định vị chi tiết khi gia công
Chi tiết có bề măt tròn xoay cần phảI gia công nên các bề mặt này phảI đươc
gia công trên máy
tiện để đảm bảo độ chính xác của chi tiêt.đặc biệt là bậc trong lỗ của chi tiêt
nên phảI gia công trên môt lần gá để đảm bảo độ đồng tâmCác lỗ nhỏ hơn F26 ta đúc đặcVới chi tiết này có thể áp dụng các phương pháp tiên tiến để gia côn
III-xác định dạng sản xuất
Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hàng năm của chi tiết gia công sản lượng hàng năm được tính theo công thức sau:
N=N1.m(1+
Trong đó:N Sô chi tiết được sản xuất trong một năm
N1-số sản phẩm sản xuất trong một năm(27800 chiếc/năm)
m-số chi tiết trong một sản phẩm
ỏ- phế phẩm trong xưởng đúc (3-6)%
õ- số chi tiết đươc chế tạo thêm dự trữ (5-7)%
vậy N=27800(1+ )=30580 (chiếc/năm)
Trọng lượng của chi tiêt đựơc xác định theo công thưc sau:
Q1=V. (kg)
Trong đó:
Q1- trọng lượng chi tiết
- trọng lượng riêng của vật liệu( =6.8-7.4kg/ dm3 )
v-thể tích của chi tiết: V=Vđ-Vr
Trong đó:
Vr-thể tích phần rỗng
Vđ-thể tích phần đặc
V=3014047,5-1200825,49=1813222
Q=1813222,01 * 10-6 *
Q=12,32 kg
Dựa vào NvàQ tra bảng 2(TKĐACNCTM) ta có dạng sản xuất là dạng khối Q>4 kg
|
Dạng sản xuất |
Q1 trọng lượng |
||
|
> 200 Kg |
(4¸200) Kg |
< 4 Kg |
|
|
Sản lượng hàng năm trong chi tiết . |
|||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Hàng loạt nhỏ |
55 ¸100 |
10 ¸ 200 |
100 ¸ 500 |
|
Hàng loạt vừa |
100 ¸ 300 |
200 ¸ 500 |
500 ¸5000 |
|
Hàng loạt lớn |
300 ¸ 1000 |
500 ¸ 5000 |
5000 ¸50000 |
|
Hàng khối |
> 1000 |
> 5000 |
>50000 |
IV- Xác định phương pháp chế tạo phôi và thiết kế bản vẽ chi tiết lồng phôi
Xác định phương pháp chế tạo phôi
a)phôi thép thanh:
Dùng để chế tạo các chi tiết như con lăn, chi tiết kẹp chặt,xilanh, các loại truc
,bánh răng có đường kính nhỏ …v v
b) phôi dập:
phôi dập thường dùng cho các chi tiết sau:
Trục răng côn trục răng thẳng, các loại bánh răng khác các chi tiết dạng càng các
trục chữ thâp.trục khủyu các loai chi tiết này được dập trên máy dập nằm ngang
hoặc nằm dứng.đối với chi tiết nhỏ đơn giản thì dập không có ba via còn nhưng chi
tiết phưc tạp thì dập có ba via(lượng ba vai chiếm khoảng 0.5%-1%)
trọng lượng của phôi.
C) phôi rèn tư do
Trong sản xuất đơn chiếc và loạt nhỏ thì người ta chọn phôi rèn tự do
ưu điểm của phôi rèn tự do trong sản xuât loạt nhỏ là giá thành của phôi hạ(không
phảI chế tạo khuôn )
C) Phôi đúc
Phôi đúc được ding cho tất cả các chi tiết như:các gối đỡ, các chi tiết dạng hộp các
dạng càng phức tạp ,các loại chữ thâp…
vật liệu ding cho phôI đúc thường là gang, thep,đồng ,nhôm và các loại kim loại
khác
Như vậy với chi tiết ‘Thân gối đỡ phụ” vật liệu là gang nên em thấy phôI đúc là hợp
lý nhất
- phương pháp đúc:
Phương pháp đúc áp lưc:
Đúc được các chi tiết có kết cấu phức tạp,vật liệu phưc tạp,có thành mỏng,đúc được
các lỗ nhỏ có kích thước khác nhau,có độ nhẵn bóng cao cơ tính vật liệu tốt ,năng
xuất cao,nhưng khuôn tróng bị mòn do kim loai nóng bào mon khi đực dẫn dưới áp
lực lớn.
b)Phương pháp đúc ly tâm:
Đúc được các vật tròn rỗng mà không cần lõi nên tiết kiệm đươc vật liệu và công
làm lõi đúc .Vật đúc có tổ choc kim loại nhỏ mịn chặt không tồn tại rỗ sỉ khi co
ngót nhưng khuôn đúc cần có độ bền cao do phảI làm việc ở nhiêt độ cao và lưc
ép của khim loại lơn, lỗ chính xác của lỗ thấp chất lượng bề mặt lỗ kém .
c)Đúc khuôn khim loại
Đúc được các vật phức tạp vật đúc có chất lượng tốt ,tuổi bền cao,độ bóng và độ
chính xác hơn hẳn hai phương pháp trên ,tổ choc khim loại nhẵn mịn, năng xuất
cao ,hạ giá thành sản phẩm.
d) Đúc trong khuôn mẫu chảy:
Vật đúc có độ nhẵn bóng và độ chính xác cao đúc các vật đúc có hinh dạng phúc
tạp ,nhưng năng xuất thấp dùng để đúc các kim loại quy như :vàng bac,…
e) Đúc liên tục:
Thích hợp với các vật đúc dài ,đúc các tấm kim loại cho cán ,vật đúc không có độ
co ,rỗ sỉ ,ít bị thiên tích .
Như vậy với những ưu điểm và dạng sản xuất em chọn phương pháp đúc trong
khuôn kim loai là hợp lý nhất.
5.Lập thứ tự nguyên công
Đương lối công nghệ
Trong sản xuất hàng khối và hàng loạt lớn quy trình công nghệ được xây dựng theo
Nguyên tắc phân tán hoạc tập trung nguyên công: ‘Thân gối đỡ phụ ’ở đây thuôc
dạng san xuất hàng khối nên việc lập quy trình công nghệ gia công chi tiết là một
vấn đề quan trọng,vì nó quyết định tới chất lượng sản phẩm,năng xuất lao động và
hiệu quả kinh tế ,nguyên tắc khi thiết kế phảI đảm bảo năng xuất chất lương và yêu
cầu kỹ thuật đặt ra trong bản vẽ chi tiết.
Với chi tiêt đựơc giao và dạng sản xuất là hàng khối nên đường lối công nghê là gia
công nhiêu vị trí ,nhiều dao gia công song song (phân tán nguyên công,đồ gá sử
dụng là chuyên dùng ,đảm bảo gá đặt nhanh và chính xác.
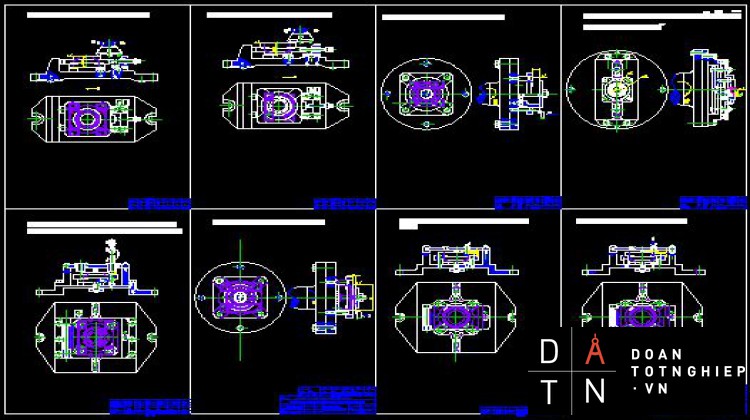
Lập tiến trình công nghệ
Trình tự các nguyên công để gia công nửa trên của giá đỡ có thể tiến hành như sau
|
Thứ tự |
Tên nguyên công |
|
1 |
Phay mặt A |
|
2 |
Phay mặt B |
|
3
|
Khoan 2lỗệ26 và 2 lỗệ25.8 |
|
khéot 2 lỗệ25.8 đạtệ26±0.02 |
|
|
4 |
Tiện ngoài ệ160 |
|
5 |
tiẹn ngoaiệ210 |
|
6 |
Tiện trongệ150,ệ130,ệ100,ệ81 |
|
7 |
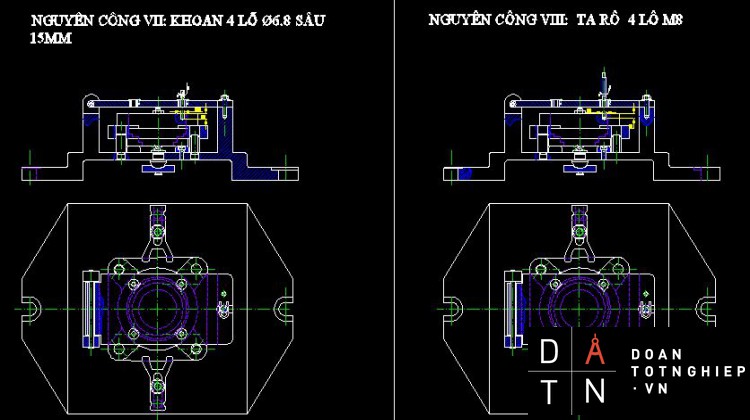
Khoan 4 lô ệ6.8 |
|
8 |
Ta rô ren 4 lỗ M8 trên mặt A |
V . Lập thứ tự các nguyên công
- Nguyên công I: Phay mặt phẳng A
Sơ đồ định vị và kẹp chặt nguyên công I
* Định vị: chi tiết được định vị 5 bậc tự do, 3 bậc ở mặt phẳng B vì là mặt thô cho nên ta dùng phiến tỳ nhám, hai bậc ở mặt bên nhờ 2 chốt trụ khía nhám.
* Kẹp chặt: dùng cơ cấu kẹp bằng ren để kẹp chi tiết từ mặt đầu của chi tiết vuông góc với mặt gia công.
Chọn máy: máy phay đứng 6H12. Công suất máy Nm = 7 KW
- Bề mặt làm việc của bàn máy ( ):320 1250
-Số vòng quay trục chính:30 1500
-Bứoc tiến của bàn máy: 30 1500
Chọn dao : Dao phay mặt đầu có gắn mảnh hợp kim cứng BK8, đường kính dao D = 200(mm), số răng Z=12 răng.(bảng4-95 trang 374 sổ tay cnctm I)
- Nguyên công II: Phay mặt phẳng B
Sơ đồ định vị và kẹp chặt nguyên công II
* Định vị: chi tiết được định vị 4 bậc tự do, 3 bậc ở mặt phẳng A, vì là mặt tinh nên ta dùng phiến tỳ nhẵn, một bậc ở mặt cạnh nhờ chốt trụ đầu tròn.
* Kẹp chặt: dùng đòn kẹp liên động để kẹp chi tiết từ mặt trên mặt A của chi tiết vuông góc với mặt gia công.
Chọn máy: máy phay đứng 6H12. Công suất máy Nm = 7 KW
- Bề mặt làm việc của bàn máy ( ):320 1250
-Số vòng quay trục chính:30 1500
-Bứoc tiến của bàn máy: 30 1500
Chọn dao: dao phay mặt đầu bằng thép hợp kim BK8, đường kính dao D =250 (mm), số răng Z=14 răng.(bảng4.95 sô tay cnctm1 trang 374)
3.Nguyên công III: Khoan hai lỗF26,và hai lỗF25.8 khoét, doa hai lỗ F25.8 đạt kich thướcF26±0.02 trên mặt D
Sơ đồ định vị và kẹp chặt nguyên công III
* Định vị : Chi tiết được định vị 6 bậc tự do, 3 bậc ở mặt phẳng A, hai bậc trong lỗ nhờ 2 chốt tỳ,và 1 chốt tỳ ơ canh bên đê chống xoay
* Kẹp chặt : Dùng đòn kẹp liên động để kẹp chi tiết từ trên xuống vuông góc với mặt phẳng A.
* Chọn máy : Máy khoan cần 2B56
Công suất máy Nm = 5.5 KW
Vòng quay truc chính:n=1440 v/p
Đường kính lớn nhất khoan được: F60
...............................................
. Tính sai số chế tạo cho phép của đồ gá eCT
Nhận thấy rằng đồ gá là dụng cụ có nhiệm vụ định vị và kẹp chặt chi tiết cần gia công trên bàn máy của máy cắt kim loại, tức là nó bảo đảm vị trí tương quan giữa dao và chi tiết. Cho nên sai số của đồ gá khi chế tạo và lắp ráp sẽ ảnh hưởng trực tiếp đến sai số của kích thước khi gia công, cụ thể nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn chọn làm định vị.
Nếu chi tiết được gia công bằng dao định hình hoặc dao định kích thước thì sai số của đồ gá không ảnh hưởng đến kích thước và sai số hình dáng của bề mặt gia công. Nhưng khi gia công bằng phiến dẫn dụng cụ thì sai số đồ gá ảnh hưởng đến khoảng cách tâm của các lỗ gia công và khoảng cách từ mặt định vị tới tâm lỗ. Độ không song song giữa các mặt định vị và mặt đáy của đồ gá sẽ gây sai số cùng dạng giữa bề mặt gia công và bề mặt chuẩn.
Sai số gá đặt được tính theo công thức như sau:
=
Trong đó:
- ec: Sai số chuẩn do chuẩn định vị không trùng với gốc kích thước gây ra. Do chuẩn định vị trùng với gốc kích thước nên sai số chuẩn có giá trị bằng lượng biến động của gốc kích thước chiếu lên phương kích thước thực hiện ec =0
- ek: Sai số kẹp chặt do lực kẹp gây ra. Sai số kẹp chặt được xác định theo các công thức trong bảng 24 (TK Đ/ACNCTM). Cần nhớ rằng khi phương của lực kẹp vuông góc với phương của kích thước thực hiện thì sai số kẹp chặt bằng không.
- em: Sai số mòn. Sai số mòn được xác định theo công thức sau đây:
(mm) = 0,3. = 52.46 mm.
N là số lương chi tiêt gia công
- eđc: Sai số điều chỉnh được sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá. Sai số điều chỉnh phụ thuộc vào khả năng điều chỉnh và dụng cụ để điều chỉnh khi lắp ráp. Trong thực tế khi tính toán đồ gá ta có thể lấy eđc=5 ¸10 mm.
- egđ: Sai số gá đặt, khi tính toán đồ gá ta lấy giá trị sai số gá đặt cho phép: [egđ] = (1/3¸1/5).d. Với d dung sai của nguyên công Þ [egđ] = 200/3 = 70 mm.
- ect: Sai số chế tạo cho phép đồ gá. Sai số này cần được xác định khi thiết kế đồ gá. Do đa số các sai số phân bố theo qui luật chuẩn và phương của chúng khó xác định nên ta sử dụng công thức sau để tính sai số gá đặt cho phép:
ect= = 53 mm.
Căn cứ vào sai số gá đặt cho phép ect của đồ gá để chế tạo và lắp ráp các chi tiết tạo nên đồ gá đáp ứng được yêu cầu chế tạo của chi tiết ở nguyên công đó.
Yêu cầu kỹ thuật của đồ gá như sau:
- Độ không song song của mặt định vị so với đáy đồ gá ≤ 0,053 mm.
- Độ không vuông góc giữa tâm chốt định vị so với đáy đồ gá ≤ 0,053 mm.
- Độ không vuông góc của tâm bạc dẫn so với đáy đồ gá ≤ 0,053 mm.
- Đốí với các chi tiết dùng để định vị cho chi tiết hoặc dẫn hướng cho dụng cụ cắt phải được nhiệt luyện đạt độ cứng 50 ¸ 55 HRC .
- Bạc dẫn hướng cho mũi doa bề mặt phải được gia công đạt độ bóng
Ra = 1.25 ¸ 0.63 m.
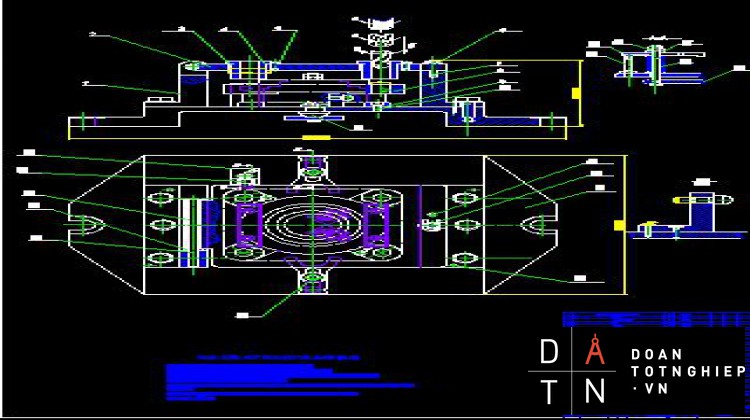
7. Các chi tiết đã sử dụng trong đồ gá.
Kích thước của đồ gá phải thích hợp với khoảng không gian vận hành hiệu quả của máy. Do đó ta phải lựa chọn các chi tiết để lắp nên đồ gá phải có kết cấu thích hợp. Tuy nhiên do đồ gá được lắp từ khá nhiều chi tiết khác nhau, cho nên ở đây chi biểu diễn một số chi tiết chính quan trọng trong đồ gá còn các chi tiết nhỏ thì ta thể hiện trong bản vẽ lắp đồ gá và bảng liệt kê các chi tiết.
7.1 Phiến dẫn.
Phiến dẫn là nơi lắp bạc dẫn hướng lên, chúng có nhiệm vụ dẫn hướng chính xác dụng cụ cắt vào vùng cần gia công trên chi tiết rút ngắn thời gian hiệu chỉnh máy, tăng năng suất gia công cho máy. Nó được làm bằng gang xám chế tạo bằng phương pháp đúc trong khuôn cát. Sau đó tiến hành gia công cơ học tạo các vị trí lắp bạc dẫn hướng. Nó có hình dạng và kích thước như sau:
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








