ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO CÁN DAO TIỆN GHÉP MÃNH HỢP KIM
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP CHẾ TẠO CÁN DAO TIỆN GHÉP MÃNH HỢP KIM
CHƯƠNG I: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 Phân tích công dụng và điều kiện làm việc
1.1.1 Công dụng
Dụng cụ cắt hay còn gọi là dao là một bộ phận của hệ thống công nghệ, có nhiệm vụ trực tiếp tách phôi để hình thành bề mặt gia công.
Là loại dụng cụ cắt được dung phổ biến trong nghành cắt gọt kim loại, làm việc thường trên các loại máy như máy tiện, máy phay, máy bào.v.v…
Dùng để gia công các mặt trụ tròn xoay trong và ngoài, các mặt định hình có tiết diện tròn, tiện ren,… có thễ đạt được cấp chính xác 7, nhám bề mặt Ra = 1,6 .
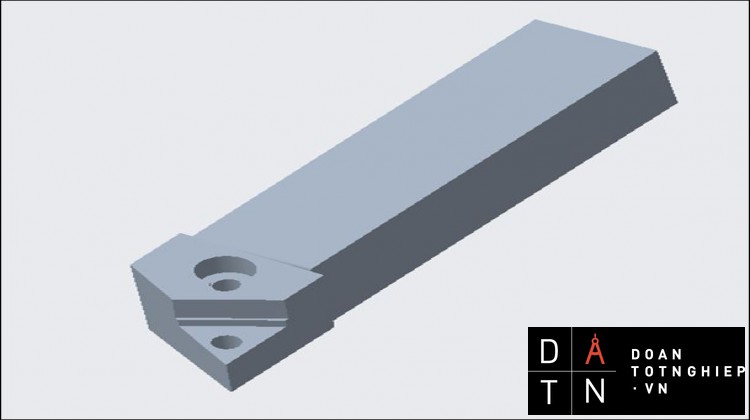
Hình 1.1: Cán dao tiện
1.1.2 Điều kiện làm việc
- Phần cắt: trực tiếp làm nhiệm vụ tách phôi khi cắt, khi dao làm việc trong điều kiện nhiệt độ cao có ảnh hưởng xấu đến cơ-lý-tính của vật liệu, trong quá trình cắt dao phải chịu áp lực lớn, điều đó sẽ gây nên hiện tượng rạn nứt vở dao trong quá trình cắt, ma sát lớn khi dao làm việc trong điều kiện va đập và sự dao động đột ngột về nhiệt, sự dao động tải trọng lớn cũng gây ảnh hưởng đến khả năng làm việc của dao, điều kiện thoát phôi và thoát nhiệt hạn chế gây ra hiện tượng kẹt phôi và tạo nên lớp biến cứng trên mặt thoát của dao.
- Phần thân: là phần nối giữa phần cắt của dụng cụ với máy. Nó có nhiệm vụ:
+ Định vị và kẹp chặt phần cắt của dao so với máy.
+ Truyền chuyển động và công suất cắt từ máy tới phần cắt của dao.
1.2 Phân tích vật liệu chế tạo chi tiết gia công
Vật liệu làm dụng cắt (dao) là một trong những yếu tố quan trọng quyết định đến năng suất trong quá trình cắt gọt kim loại.
Những yêu cầu cơ bản của vật liệu làm Dao: độ cứng, tính chống mòn, tính chịu nhiệt, độ bền, tính công nghệ.
- Vật liệu làm phần cắt
+ Độ cứng: Muốn cắt được kim loại, vật liệu làm dao phải có độ cứng cao hơn vật liệu gia công, và độ cứng đó phải được duy trì ở nhiệt độ cắt cho phép vì độ cứng của vật liệu bị giảm khi làm việc trong môi trường nhiệt độ cao.
Trường hợp thông dụng dao có độ cứng HRC 62.
+ Độ chịu mòn: Trong quá trình cắt, mặt trước của dao chịu ma sát của phôi khi thoát ra, đặc biệt là trên mặt trước của dao tạo nên những rãnh lõm bị biến dạng và bẽ gãy phôi, mặt sau tiếp xúc với chi tiết gia công do đó dao bị mòn, sự mòn xãy ra nhanh khi dao làm việc ở nhiệt độ cao, mà ở đây sự mòn chủ yếu do hiện tượng chãy dính, vì vậy dao phải có tính chống mòn cao, đặc biệt trong gia công chính xác, tính chịu mòn còn phụ thuộc vào yếu tố như độ cứng, độ cứng càng cao thì tính chịu mòn càng tốt, lượng cacbit càng cao thì tính chịu mòn càng cao, thép có hàm lượng cacbon càng cao thì tính chịu mòn càng cao, chính vì vậy phần lớn thép làm dụng cụ cắt có lượng cacbon > 1% .
+ Độ bền: Trong quá trình cắt gọt dao phải chịu một áp lực lớn khiến đầu dao luôn bị uốn, nén, xoắn, va đạp gây nên hiện tượng sứt mẻ dao, do đó vật liệu làm dao phải phải có độ bền để chịu được lực lớn và va đập lớn.
+ Độ chịu nhiệt: Trong quá trình tách phoi, ma sát biến thành nhiệt năng tập trung ở lưỡi cắt làm cho phần này nóng lên rõ rệt, làm cho khả năng cắt gọt của dao giảm đi một các nhanh chống, vì vậy vật liệu làm phần cắt cần có tính chịu nhiệt cao. Độ chịu nhiệt là yếu cầu chủ yếu của vật liệu làm dao.
+ Tính công nghệ: Vật liệu làm làm dụng cụ cắt dễ chế tạo, dễ nhiệt luyện, giá thành thấp…
Vật liệu làm phần cắt có thể là thép dụng cụ (CD70, CD80, CD80A,…), thép hợp kim dụng cụ( 90CrSi, 100Cr,..), thép gió (90W9V2, 120W9V5,…), …
- Vật liệu làm thân dao:
Thân dao có 2 yêu cầu cơ bản:
+ Thân dao phải có khả năng chịu uốn tốt: Vì khi cắt lực tác dụng lên dao có thể lên tới 2000 3000 KG, lực này gây uốn, nén, xoắn thân dao và nguy hiễm nhất là hiện tượng uốn dao. Nếu không có khả năng chịu uốn thân dao sẻ bị gãy.
+ Thân dao phải có khả năng cứng mặt ngoài cao: để tránh hiện tượng khi kẹp chặt, vì khi kẹp chặt ta tác dụng một lực lên bề mặt thân dao biến dạng nếu không có đủ độ cứng mặt ngoài.
Vật liệu thân dao thường là thép cacbon kết cấu như C30, C45,
Dựa vào những yêu cầu trên, ta chọn vật liệu làm cán dao là C45.
Ký hiệu C45 trong đó chữ C ký hiệu thép cacbon, 45 chỉ phần trăm cacbon trung bình (tương đương 0,45%C).
Theo sách vật liệu cơ khí ta có:
- Thép cacbon dụng cụ là loại thép thông thường, ngoài Fe và C còn chứa các tạp chất thường có như: Mangan, silic, phốt pho, lưu huỳnh…
|
Mác thép |
C |
Si |
Mn |
P £ |
S £ |
Cr |
Ni |
Cu |
TP khác |
|
45 |
0,42~0,50 |
0,17~0,3 |
0,50~0,8 |
0,035 |
0,04 |
£0,25 |
£0,25 |
£0,25 |
- |
Hình 1.2: Thành phần hóa học của thép C45
Đơn vị tính: %
1.3 Phân tích kết câú, hình dạng chi tiết gia công.
Gồm 2 phần:
- Phần thân dao được dùng để kẹp chặt dao lên bàn dao của máy (Đối với dao tiện phần thân có thể là hình chử nhật, hình vuông, hay hình tròn).
- Phần cắt là phần chứa các lưỡi cắt làm nhiệm vụ cắt trực tiếp.
Hình 1.3: Kết cấu dao tiện
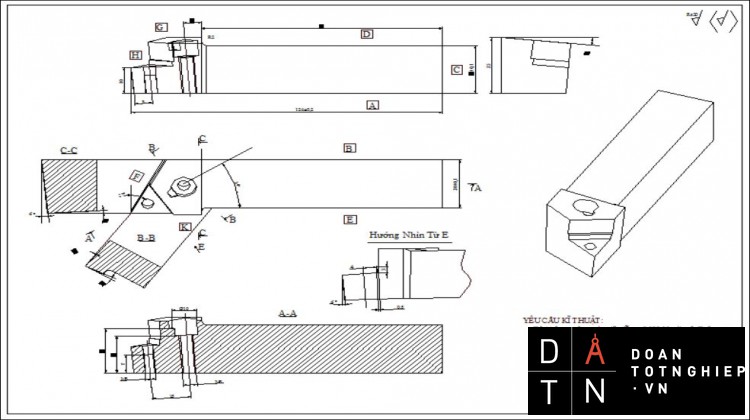
1.4 Độ chính xác về kích thước
+Kích thước có chỉ dẫn dung sai
124 có ES=0,2, EI=-0,2
→ IT=0,4 mm
Tra bảng 6.1/120 sách GTCNCTM1
20có ES=0,1, EI=-0,1 → IT=0,2mm
Tra bảng 6.1/120 sách GTCNCTM1
+ Kích thước không chỉ dẫn dung sai
- Kích thước hai bề mặt không gia công đạt cấp chính xác 16: không có
- Kích thước một bề mặt gia công và một bề mặt chưa gia công đạt cấp chính xác 14: không có
- Kích thước hai bề mặt gia công đạt cấp chính xác 12
+ L=96
+ L=25
+ L = 20
+ L = 16
+ L = 10
+ L = 7
+ L = 4
+ L = 3
+ Độ chính xác về hình dáng hình học
Không có yêu cầu gì đặc biệt.
+ Độ chính xác về vị trí tương quan
Độ không vuông góc giữa lỗ ren M5, M6 0,01
+ Độ nhám
Tất cả bề mặt đều gia công đạt độ nhám Rz20.
1.5Tìm hiểu sơ lượt về dao cắt
1.5.1 Các chuyễn động trong quá trình tiện
- Chuyễn động cắt
+ Phôi quay tròn.
+ Dao chuyễn động tịnh tiến.
- Chuyễn động tịnh tiến
+ Chuyễn động tịnh tiến dao ngang.
+ Chuyễn động tịnh tiến dao dọc.
Hình 1.4.1: Các chuyện động trong quá trình tiên
Hình 1.4.2: Các mặt phẳng của dao
- Mặt phẳng cắt gọt: mặt phẳng chứa lưỡi cắt chính vuông góc với mặt phẳng cơ bản
- Mặt phẳng cơ bản(mặt phẳng đáy): Mặt phẳng vuông góc với vectơ vận tốc V và đi qua điểm đang xét
- Mặt cắt chính: mặt phẳng vuông góc với hình chiếu lưỡi cắt chính trên mặt phẳng cơ bản và đi qua điểm đang xét.
- Mặt cắt phụ: mặt phẳng vuông góc với hình chiếu lưỡi cắt phụ trên mặt phẳng cơ bản và đi qua điểm đang xét
1.5.2 Cấu tạo dao tiện
|
Kết cấu phần cắt 1 – Mặt trước 2 – Mặt sau chính. 3 – Mặt sau phụ. 4 – Mũi dao. 5 – Lưỡi cắt chính. 6 – Lưỡi cắt phụ
|
- Phần thân dao là phần nối giửa phần cắt với ổ gá dao. Phần này được định vị và kẹp chặt vào ổ gá dao. Truyền chuyễn động và công suất cắt của máy vào phần cắt của dao.
- Phần cắt là phần chứa các lưỡi cắt làm nhiệm vụ cắt trực tiếp. thường làm từ vật liệu như thép gió, hợp kim cứng,…
- Mặt trước (1): Là bề mặt của dao tiếp xúc với phoi. Trong quá trình cắt phoi được hình thành và thoát ra trên mặt trước.
- Mặt sau chính (2): Là bề mặt dao đối diện với mặt đang gia công của phôi.
- Mặt sau phụ (3): Là bề mặt của dao đối diện với mặt đã gia công của phôi.
Các bề mặt trên phần cắt của dụng cụ có thể là mặt phẳng cũng có thể là mặt cong. Giao tuyến giữa chúng tạo nên các lưỡi cắt.
- Lưỡi cắt chính (5): Là giao tuyến giữa mặt trước và mặt sau chính. Lưỡi cắt chính tham gia chủ yếu trong quá trình cắt gọt
- Lưỡi cắt phụ (6): Là giao tuyến của mặt trước và mặt sau phụ. Trong quá trình cắt chỉ một phần nhỏ của lưỡi cắt phụ tham gia cắt.
Trên phần cắt có thể có một hoặc nhìu lưỡi cắt chính và lưỡi cắt phụ.
- Mũi dao: Là phần giao giữa lưỡi cắt chính và lưỡi cắt phụ. Mũi dao có thể nhọn hoặc có dạng cung tròn với bán kính r.
1.5.3 Thông số hình học của dao tiện khi thiết kế
Vị trí đối giữa các bề mặt và lưỡi cắt trên các phần làm việc của dao so với các bề mặt trên của chi tiết gia công có ảnh hưỡng lớn đến quá trình cắt gọt. vị trí các bề mặt và lưỡi cắt được xác định bởi những góc độ trên phần làm việc của dao. Những góc độ đó gọi là những thông cố hình học của dao.
Gồm:
+ Góc trước hay góc thoát dao () là góc được tạo bởi mặt trước của dao và mặt phẳng lấy trên mp tiết diện chính. Góc trước nhỏ phoi bị nén nhiều hơn làm tăng lực cản cắt gọt gây ra rung động và làm giảm chất lượng bề mặt gia công, góc trước lớn phoi thoát dễ dàng làm cho quá trình cắt ổn định nhưng gây yếu dao.
Khi tiện với lực lớn ta chọn góc nhỏ để đảm bảo độ bền của dao và không sinh ra hiện tượng mẻ dao.
+ Góc sau hay góc sáu là góc được tạo bởi mặt sau chính của dao và mp cắt gọt lấy trên mp tiết diện chính. Góc sáu ảnh hưởng đến lực ma sát và độ nhám bề mặt. tăng lực ma sát giảm nhưng dao mòn nhanh, chất lượng bề mặt cao (thích hợp trong việc gia công tinh). giảm thì lực ma sát tăng, chất lượng bề mặt giảm dao lâu mòn và cứng vững hơn (thích hợp trong việc gia công thô).
|
Công dụng |
Bước tiến S (mmv) 0,25 |
Bước tiến S (mm/v) 0,25 |
|
Tiện ngoài Xén mặt đầu |
12 |
6 8 |
|
Tiện rãnh Tiện cắt đứt |
12 15 |
8 10 |
|
Tiện lỗ |
12 15 |
8 10 |
+ Góc sắt là góc được tạo bởi mặt trước và mặt sau chính của dao lấy trong mp tiết diện chính. Góc sắc nói lên độ sắc (bén ) của lưỡi cắt. Góc sắc lớn thì dao ít sắc nhưng có độ cứng vững cao, góc sắc nhỏ thì dao sắc hơn nhưng lại bị yếu. Khi gia công thô người ta mài góc trước và góc sau nhỏ, góc sắc lớn để tăng độ cứng vững, khi gia công tinh thì mài góc trước và góc sau lớn lên để quá trình cắt gọt được tốt hơn.
+ Góc cắt là góc tạo bởi mặt trước của dao và mp tiết diện chính.
Các góc lấy trên mặt phẳng cơ bản
+ Góc lệch chính là góc được tạo bởi hình chiếu của lưỡi cắt chính lên mặt cơ bản và hướng tiến dao. Thông thường = 30 900.
+ Góc lệch phụ là góc hợp bởi hình chiếu của lưỡi cắt phụ lên mặt phẳng cơ bản và hướng tiến dao. Thông thường = 2 450.
+ Góc mũi dao là góc hợp bởi hình chiếu của lưỡi cắt chính và lưỡi cắt phụ lên mặt cơ bản.
Ta có
Hình 1.4.4: các góc dao lấy trên mặt phẳng cơ bản
CHƯƠNG II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI
2.1 Xác định dạng sản xuất
Trong chế tạo máy, người ta phân biệt ba dạng sản xuất là
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt (hàng loạt vừa, hàng loạt lớn, hàng loạt nhỏ).
- Sản xuất hàng khối.
Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau. Muốn xác định dạng sản xuất trước hết ta phải biết sản lượng hằng năm của chi tiết gia công.
Giả sử số chi tiết sản xuất được trong 1 năm là: 1000 chiếc/năm.
Ta có:
Sản lượng hằng năm được xác định theo công thức: (1)
N = N1) = 1000(1 + )= 2200 chiếc/năm
Trong đó:
N là số chi tiết sản xuất trong 1 năm
N1 là số sản phẫm sản xuất trong 1 năm
m là số chi tiết được chế tạo thêm để dự trữ ( 5%-7%)
= 3%-6%
là số chi tiết phế phẫm trong năm (1%-3%)
Ta có: khối lượng chi tiết được tính theo công thức sau:
Mm = V.
Trong đó:
V là thể tích chi tiết dm3
V = 28 x 28 x 128 = 100352 mm3 = 0,100352 dm3
Vậy
Mm = 0,100352 . 7,852 = 0,788 KG (2)
Từ (1) và (2) ta có:
Với sản lượng 2200 chiếc/năm và trọng lượng chi tiết là 0,788 KG
Tra bảng 2.2 sách BTLCNCTM/7 ta xác định được dạng sản xuất là dạng sản xuất hàng loạt vừa.
|
Dạng sản xuất |
Trọng lượng chi tiết |
||
|
> 200 kg |
4 – 200 kg |
< 4kg |
|
|
Sản lượng hàng năm (chiếc/năm) |
|||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
Hàng lọat nhỏ |
10 – 55 |
10 – 200 |
100 – 500 |
|
Hàng lọat vừa |
100 – 300 |
200 – 500 |
500 – 5000 |
|
Hàng lọat lớn |
300 – 1000 |
500 – 1000 |
5000 – 50000 |
|
Hàng khối |
> 1000 |
> 5000 |
> 50000 |
2.2 Các dạng phôi
Chi tiết được sản xuất theo dạng sản xuất hàng loạt vừa nên có rất nhiều phương pháp chế tạo phôi như cán, đúc, rèn ….. mỗi loại có ưu nhược điểm khác nhau tùy theo điều kiện nên ta chọn phương pháp chế tạo phôi phù hợp nhất.
Việc xác định phương pháp chế tạo phôi dựa trên các cơ sở sau:
- Kết cấu hình dạng chi tiết .
- Sản lượng hằng năm của chi tiết.
- Hoàn cảnh và khả năng cụ thể của xí nghiệp.
- Khả năng đạt được độ chính xác và yêu cầu kỉ thuật của từng phương án chế tạo phôi.
Các phương pháp chế tạo phôi:
a) Phôi đúc: được chế tạo bằng cách rót kim loại vào khuôn, sau khi kim loại kết tinh ta thu được chi tiết có hình dạng và kích thước theo yêu cầu.
+ Đúc trong khuôn cát
- Ưu điểm
- Tạo ra vật đúc có kết cấu phức tạp.
- Vật đúc ra có khối lượng lớn.
- Giá thành thấp.
- Nhược điểm:
- Độ chính xác thấp.
- Độ bóng bề mặt kém.
- Lượng dư gia công lớn.
+ Đúc trong khuôn kim loại
- Ưu điểm:
- Tốc độ kết tinh của hợp kim đúc lớn nhờ khả năng trao đổi nhiệt giữ hợp kim đúc và thành khuôn cao.
- Độ bóng bề mặt và độ chính xác kích thướt cao.
- Tuổi thọ khuôn kim loại cao.
- Năng suất cao, giảm giá thành.
- Nhược điểm:
- Không đúc được vật quá phức tạp
- Không có tính lún và khả năng thoát khí gây ra thuyết tật cho vật đúc. .
- Chỉ thích hợp cho sản xuất hàng loạt với vật đúc đơn giản, nhỏ trung bình.
+ Đúc áp lực
- Ưu điểm:
- Đúc được vật phức tạp, thành mỏng.
- Độ bóng và độ chính xác cao.
- Có tính vật đúc cao nhờ mật độ vật đúc cao.
- Năng suất cao.
- Nhược điểm
- Không dùng được khuôn cát.
- Khuôn chống bị mài mòn do nóng chãy áp lực.
+ Đúc ly tâm
- Ưu điểm
- Tổ chức kim loại mịn chặt, không có các khuyết tật rỗ ngót.
- Tạo ra vật đúc có lỗ rỗng mà không cần phao.
- Không dùng hệ thống rót phức tạp.
- Tạo ra vật đúc gồm một vài kim loại riêng biệt trên cùng một vật đúc.
- Nhược điểm
- Có hiện tượng thiên tích theo vùng diện tích ngang của vật đúc do mỗi phần tử khác nhau chịu lực ly tâm khác nhau.
- Đúc lỗ kém chính xác và có chất lượng bề mặt kém.
b. Phôi cán
Phôi cán có cơ tính tốt, bề mặt đồng nhất, phôi cá hiệu chỉnh có thể có những hình dạng khác nhau như: hình tròn, hình vuông, lục giác, tam giác thậm chí có những chi tiết định hình, có độ chính xác cao, thành phần hóa học tương đối ổn định, phôi cán có hệ số sử dụng vật liệu thấp, do đó thường được dung trong sản xuất đơn chiếc hoặc hàng loạt vừa với điều kiện hình dạng, kích thước gần giống với chi tiết gia công.
Gồm 2 dạng:
- Cán nóng: tiến hành ở nhiệt gia công nóng, do vậy kim loại có độ dẻo cao, năng xuất cán tăng, nhưng kim loại bị oxy hóa nên độ chính xác và độ bóng bề mặt thấp.
- Cán nguội: tiến hành ở nhiệt độ gia công nguội, kim loại khi cán có tính dẻo kém, nhưng độ bóng bề mặt và độ chính xác cao.
c. Phôi dập
phôi dập có cơ tính tốt, độ chính xác về hình dạng và kích thước cao, chất lượng bề mặt cao, do đó giảm thời gian gia công cắt gọt và tổn thất nguyên liệu.
- Phôi rèn
+ Rèn tự do
- Ưu điểm:
- Không cần thiết bị phức tạp.
- Đơn giản.
- Trọng lượng phôi khi rèn từ nhỏ đến hàng trăm tấn.
- Nhược điểm:
- Độ chính xác kích thước thấp.
- Chỉ sản xuất riêng lẻ.
+ Rèn khuôn
- Ưu điểm:
- Độ chính xác và chất lượng vật rèn cao.
- Có thể chế tạo những chi tiết phức tạp.
- Năng suất cao.
- Dễ cơ khí hóa và tự động hòa.
- Thích hợp cho sản xuất hàng loạt và hang khối.
- Nhược điểm:
- Giá thành chế tạo khuôn cao.
- Khuôn chóng mòn.
Thông qua những ưu, nhược điểm trên ta thấy mỗi phương pháp chế tạo phôi ở trên đều có những ưu, nhược điểm khác nhau. Riêng phương pháp cán là thích hợp nhất: vì giá thành rẻ, năng suất cao, độ bóng bề mặt và độ chính xác cao, hình dạng và kích thước phôi gần giống với chi tiết gia công nhất nên rất phù hợp với dạng sản xuất hàng loạt vừa. Đặc biệt là thép C45
Phôi thanh cán nóng Phương pháp phù hợp với dạng sản xuất hàng loạt vừa và lớn. Kích thước phôi này có cấp chính xác IT12 ÷ IT14.
2.3 Xác định lượng dư
Lượng dư phôi thanh
Phương pháp: cán nóng không vỏ cứng
Cấp chính xác kích thước: IT12 ÷ IT14
Độ nhám bề mặt: Rz = 40
Từ thị trường chọn phôi kích thước 28 x 28 x 126
2.4 Kích thước lồng phôi
CHƯƠNG III: LẬP QUY TRÌNH CÔNG NGHỆ
3.1Chuẩn bị phôi
Bước 1: Nắn thẳng.
Bước 2: Mài ba via.
Bước 3: Kiễm tra kích thước.
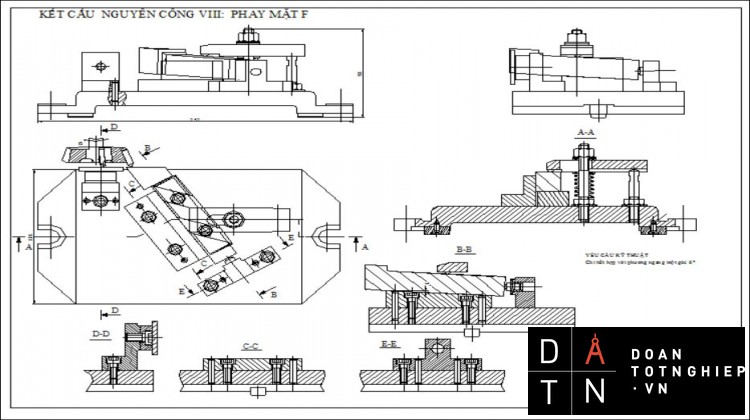
3.2 Nguyên công II: Phay mặt A
Ở nguyên công này mặt B là mặt định vị chính
- Về kích thước:
Nguyên công cần đạt kích thước 27±0,1.
Độ nhám Rz20.
- Chuẩn gia công
Mặt B khử 3 bậc tự do, mặt D khử 2 bậc tự do, mặt C khử một bậc tự do.
- Kẹp chặt
Lực kẹp hướng vào mặt định vị chính.
- Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 với D = 110 số răng Z = 4 tuổi bền dao T = 180 phút Tra bảng (34-5)/136 sách (CĐC - GCCK)
- Dụng cụ đo: Thước cặp 1/50
- Đồ gá: Chuyên dùng.
- Chia bước: Nguyên công này gồm 1 bước phay mặt A, t = 1 mm
- Tra chế độ cắt: Chế độ cắt khi phay
|
Đặc tính kỹ thuật P6 |
Thông số |
|
Kích thước bàn máy |
320 x 1250 (mm) |
|
Hiệu suất máy (%) |
0,75 |
|
Số cấp tốc độ trục chính (v/p) |
130 – 195 – 290 – 440 – 660 – 985 – 1480 – 2200 |
|
Công suất động cơ ( kW ) |
2,2 |
|
Bước tiến của bàn máy (mm/phút ) |
26– 37 – 52– 74 – 89 – 106 – 124 – 148 – 178 – 212– 248– 296 – 358- 500 - 716 – 1000 |
Tra bảng (6-5)/124 sách (CĐC - GCCK) do công suất máy chỉ đạt 2,2 kw nên chọn công suất máy 5 - 10 kw ứng với thép có= 60 KG/và ứng với dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 nên S = 0,12 - 0,15 (mm/răng) Chọn Sz = 0,12 mm/răng
Chiều sâu cắt t
t = h = 1mm
Vận tốc cắt:
Tra bảng (34-5)/136 sách (CĐC - GCCK) ta được: v = 282 m/phút
Hệ số điều chỉnh tốc độ cắt:
Bảng (34b-5)/137 sách (CĐC - GCCK) sức bền của thép từ 56 - 62 ta được K1 = 1,26
Bảng (35-5)/137 sách (CĐC - GCCK) hệ số phụ thuộc vào tuổi bền dao T = 1 ta được
K2 = 1
Bảng (36-5)/137 sách (CĐC - GCCK) với T15K6 ta được K3 = 1
Bảng (37-5)/137 sách (CĐC - GCCK) Không có vỏ cứng và cán ta được K4 = 1
Bảng (38-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào chiều rộng phay
B/D = 30/110 < 0,45 nên ta được K5 = 1,13
Bảng (39-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào góc nghiêng chính
ta được K6 = 1
Vận tốc tính toán: V = V.K1.K2.K3.K4.K5.K6 = 282.1,26.1.1.1.1,13.1 = 402 (m/ph)
Số vòng quay 1 phút của dao
n = =
Tra thông số máy P6 ở xưởng ta được nm = 985 v/p
Lúc này tốc độ cắt thực tế
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 985 . 4 = 473 mm/ph
Tra thông số máy P6 ở xưởng ta được Sm= 358 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 13,8 KG
So với công suất của máy thì máy làm việc an toàn.
Công suất cắt
N = =
Tính phay mặt đầu bằng dao phay mặt đầu
= 0,27 = 16,2 (s)
Với ) = 1,8
Với = ta chọn 3
3.3Nguyên công III: Phay mặt B
Ở nguyên công này mặt A là mặt định vị chính
- Về kích thước:
Nguyên công cần đạt kích thước 27±0,1.
Độ nhám Rz20.
- Chuẩn gia công
Mặt A khử 3 bậc tự do, mặt E khử 2 bậc tự do, mặt C khử một bậc tự do.
- Kẹp chặt
Lực kẹp hướng vào mặt định vị chính.
- Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 với D = 110 số răng Z = 4 tuổi bền dao T = 180 phút Tra bảng (34-5)/136 sách (CĐC - GCCK)
- Dụng cụ đo: Thước cặp 1/50
- Đồ gá: Chuyên dung.
- Chia bước: Nguyên công này gồm 1 bước phay mặt B, t = 1 mm
- Tra chế độ cắt: Chế độ cắt khi phay
|
Đặc tính kỹ thuật P7 |
Thông số |
|
Kích thước bàn máy |
320 x 1250 (mm) |
|
Hiệu suất máy (%) |
0,75 |
|
Số cấp tốc độ trục chính (v/p) |
130 – 195 – 290 – 440 – 660 – 985 – 1480 – 2200 |
|
Công suất động cơ ( kW ) |
2,2 |
|
Bước tiến của bàn máy (mm/phút ) |
26– 37 – 52– 74 – 89 – 106 – 124 – 148 – 178 – 212– 248– 296 – 358- 500 - 716 – 1000 |
Tra bảng (6-5)/124 sách (CĐC - GCCK) do công suất máy chỉ đạt 2,2 kw nên chọn công suất máy 5 - 10 kw ứng với thép có= 60 KG/và ứng với dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 nên S = 0,12 - 0,15 (mm/răng) Chọn Sz = 0,12 mm/răng
Chiều sâu cắt t
t = h = 1mm
Vận tốc cắt:
Tra bảng (34-5)/136 sách (CĐC - GCCK) ta được: v = 282 m/phút
Hệ số điều chỉnh tốc độ cắt:
Bảng (34b-5)/137 sách (CĐC - GCCK) sức bền của thép từ 56 - 62 ta được K1 = 1,26
Bảng (35-5)/137 sách (CĐC - GCCK) hệ số phụ thuộc vào tuổi bền dao T = 1 ta được
K2 = 1
Bảng (36-5)/137 sách (CĐC - GCCK) với T15K6 ta được K3 = 1
Bảng (37-5)/137 sách (CĐC - GCCK) Không có vỏ cứng và cán ta được K4 = 1
Bảng (38-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào chiều rộng phay
B/D = 30/110 < 0,45 nên ta được K5 = 1,13
Bảng (39-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào góc nghiêng chính
60 - 90 ta được K6 = 1
Vận tốc tính toán: V = V.K1.K2.K3.K4.K5.K6 = 282.1,26.1.1.1.1,13.1 = 402 (m/ph)
Số vòng quay 1 phút của dao
n = =
Tra thông số máy P7 ở xưởng ta được nm = 985 v/p
Lúc này tốc độ cắt thực tế
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 985 . 4 = 473 mm/phút
Tra thông số máy P7 ở xưởng ta được Sm= 358 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 13,3 KG
Công suất cắt
N = =
So với công suất của máy thì máy làm việc an toàn.
Tính phay mặt đầu bằng dao phay mặt đầu
= 0,27 = 16,2 (s)
Với ) = 1,8
Với = ta chọn 3
3.4 Nguyên công IV: Phay mặt C
Ở nguyên công này mặt A là mặt định vị chính
- Về kích thước:
Nguyên công cần đạt kích thước 124±0,2.
Độ nhám Rz20.
- Chuẩn gia công
Mặt A khử 3 bậc tự do, mặt B khử 2 bậc tự do, mặt F khử một bậc tự do.
- Kẹp chặt
Lực kẹp hướng vào mặt định vị chính từ trên xuống mặt định vị chính.
- Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 với D = 110 số răng Z = 4 tuổi bền dao T = 180 phút Tra bảng (34-5)/136 sách (CĐC - GCCK)
- Dụng cụ đo: Thước cặp 1/50
- Đồ gá: Chuyên dùng.
- Chia bước: Nguyên công này gồm 1 bước phay mặt C, t = 1 mm
- Tra chế độ cắt: Chế độ cắt khi phay
|
Đặc tính kỹ thuật P8 |
Thông số |
|
Kích thước bàn máy |
320 x 1250 (mm) |
|
Hiệu suất máy ( h ) |
0,75 |
|
Số cấp tốc độ trục chính |
265 – 370 – 520 – 715 – 990 – 1400 |
|
Công suất động cơ (kW) |
2,2 |
|
Bước tiến của bàn máy (mm/phút ) |
12 – 16 – 25 – 27 – 33 – 48 – 68 – 100 – 147 – 210 – 147 – 400 – 560 |
Tra bảng (6-5)/124 sách (CĐC - GCCK) do công suất máy chỉ đạt 2,2 kw nên chọn công suất máy 5 - 10 kw ứng với thép có= 60 KG/và ứng với dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 nên S = 0,12 - 0,15 (mm/răng) Chọn Sz = 0,12 mm/răng
Chiều sâu cắt t
t = h = 1 mm
Vận tốc cắt:
Tra bảng (34-5)/136 sách (CĐC - GCCK) ta được: v = 282 m/phút
Hệ số điều chỉnh tốc độ cắt:
Bảng (34b-5)/137 sách (CĐC - GCCK) sức bền của thép từ 56 - 62 ta được K1 = 1,26
Bảng (35-5)/137 sách (CĐC - GCCK) hệ số phụ thuộc vào tuổi bền dao T = 1 ta được
K2 = 1
Bảng (36-5)/137 sách (CĐC - GCCK) với T15K6 ta được K3 = 1
Bảng (37-5)/137 sách (CĐC - GCCK) Không có vỏ cứng và cán ta được K4 = 1
Bảng (38-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào chiều rộng phay
B/D = 30/110 < 0,45 nên ta được K5 = 1,13
Bảng (39-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào góc nghiêng chính
60 - 90 ta được K6 = 1
Vận tốc tính toán: V = V.K1.K2.K3.K4.K5.K6 = 282.1,26.1.1.1.1,13.1 = 402 (m/ph)
Số vòng quay 1 phút của dao
n = =
Tra thông số máy P8 ở xưởng ta được nm = 990 v/p
Lúc này tốc độ cắt thực tế
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 990 . 4 = 475 mm/phút
Tra thông số máy P8 ở xưởng ta được Sm= 560 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 13 KG
Công suất cắt
N = =
So với công suất của máy thì máy làm việc an toàn.
Tính phay mặt đầu bằng dao phay mặt đầu
= 0,06 = 4,1 (s)
Với ) = 1,8
Với = ta chọn 3
3.5Nguyên công V: Phay mặt D
Ở nguyên công này mặt B là mặt định vị chính
- Về kích thước:
Nguyên công cần đạt kích thước 20±0,1, 96±0,175.
Độ nhám Rz20.
- Chuẩn gia công
Mặt B khử 3 bậc tự do, mặt A khử 2 bậc tự do, mặt C khử một bậc tự do.
- Kẹp chặt
Lực kẹp hướng vào mặt định vị chính từ ngoài vào trong.
- Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 với D = 110 số răng Z = 4 tuổi bền dao T = 180 phút Tra bảng (34-5)/136 sách (CĐC - GCCK)
- Dụng cụ đo: Thước cặp 1/50
- Đồ gá: Chuyên dùng.
- Chia bước: Nguyên công này gồm 1 bước phay mặt D, t = 6 mm
- Tra chế độ cắt: Chế độ cắt khi phay
|
Đặc tính kỹ thuật P9 |
Thông số |
|
Kích thước bàn máy |
320 x 1250 (mm) |
|
Hiệu suất máy (%) |
0,75 |
|
Số cấp tốc độ trục chính (v/p) |
130 – 195 – 290 – 440 – 660 – 985 – 1480 – 2200 |
|
Công suất động cơ ( kW ) |
2,2 |
|
Bước tiến của bàn máy (mm/phút ) |
26– 37 – 52– 74 – 89 – 106 – 124 – 148 – 178 – 212– 248– 296 – 358- 500 - 716 – 1000 |
Chiều sâu cắt t
t = 7 mm
Vận tốc cắt:
Tra bảng (34-5)/136 sách (CĐC - GCCK) ta được: v = 282 m/phút
Hệ số điều chỉnh tốc độ cắt:
Bảng (34b-5)/137 sách (CĐC - GCCK) sức bền của thép từ 56 - 62 ta được K1 = 1,26
Bảng (35-5)/137 sách (CĐC - GCCK) hệ số phụ thuộc vào tuổi bền dao T = 1 ta được
K2 = 1
Bảng (36-5)/137 sách (CĐC - GCCK) với T15K6 ta được K3 = 1
Bảng (37-5)/137 sách (CĐC - GCCK) Không có vỏ cứng và cán ta được K4 = 1
Bảng (38-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào chiều rộng phay
B/D = 30/110 < 0,45 nên ta được K5 = 1,13
Bảng (39-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào góc nghiêng chính
ta được K6 = 1
Vận tốc tính toán: V = V.K1.K2.K3.K4.K5.K6 = 282.1,26.1.1.1.1,13.1 = 402 (m/ph)
Số vòng quay 1 phút của dao
n = =
Tra thông số máy P9 ở xưởng ta được nm = 985 v/p
Lúc này tốc độ cắt thực tế
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 985 . 4 = 472 mm/phút
Tra thông số máy P9 ở xưởng ta được Sm= 500 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 79 KG
Công suất cắt
N = =
So với công suất của máy thì máy làm việc không an toàn.
Máy làm việc không an toàn. Ta giảm tốc độ số vòng / phút của máy xuống
Tra thông số máy P9 ở xưởng ta được nm = 130 v/p
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 130 . 4 = 62 mm/ph
Tra thông số máy P12 ở xưởng ta được Sm= 74 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 119 KG
Công suất cắt
N = =
So với công suất của máy thì máy làm việc an toàn.
Tính phay mặt đầu bằng dao phay mặt đầu
= 2,3 = 147 (s)
Với ) = 8,25
Với = ta chọn 3
3.6Nguyên công VI: Phay mặt E
Ở nguyên công này mặt B là mặt định vị chính
- Về kích thước:
Nguyên công cần đạt kích thước 20±0,1, 96±0,175.
Độ nhám Rz20.
- Chuẩn gia công
Mặt B khử 3 bậc tự do, mặt A khử 2 bậc tự do, mặt C khử một bậc tự do.
- Kẹp chặt
Lực kẹp hướng vào mặt định vị chính từ ngoài vào trong.
- Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6 với D = 110 số răng Z = 4 tuổi bền dao T = 180 phút Tra bảng (34-5)/136 sách (CĐC - GCCK)
- Dụng cụ đo: Thước cặp 1/50
- Đồ gá: Chuyên dùng.
- Chia bước: Nguyên công này gồm 1 bước phay mặt E, t = 7 mm
- Tra chế độ cắt: Chế độ cắt khi phay
|
Đặc tính kỹ thuật P10 |
Thông số |
|
Kích thước bàn máy |
320 x 1250 (mm) |
|
Hiệu suất máy (%) |
0,75 |
|
Số cấp tốc độ trục chính (v/p) |
130 – 195 – 290 – 440 – 660 – 985 – 1480 – 2200 |
|
Công suất động cơ ( kW ) |
2,2 |
|
Bước tiến của bàn máy (mm/phút ) |
26– 37 – 52– 74 – 89 – 106 – 124 – 148 – 178 – 212– 248– 296 – 358- 500 - 716 – 1000 |
Chiều sâu cắt t
t = 7 mm
Vận tốc cắt:
Tra bảng (34-5)/136 sách (CĐC - GCCK) ta được: v = 282 m/phút
Hệ số điều chỉnh tốc độ cắt:
Bảng (34b-5)/137 sách (CĐC - GCCK) sức bền của thép từ 56 - 62 ta được K1 = 1,26
Bảng (35-5)/137 sách (CĐC - GCCK) hệ số phụ thuộc vào tuổi bền dao T = 1 ta được
K2 = 1
Bảng (36-5)/137 sách (CĐC - GCCK) với T15K6 ta được K3 = 1
Bảng (37-5)/137 sách (CĐC - GCCK) Không có vỏ cứng và cán ta được K4 = 1
Bảng (38-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào chiều rộng phay
B/D = 30/110 < 0,45 nên ta được K5 = 1,13
Bảng (39-5)/137 sach (CĐC - GCCK) hệ số phụ thuộc vào góc nghiêng chính
ta được K6 = 1
Vận tốc tính toán: V = V.K1.K2.K3.K4.K5.K6 = 282.1,26.1.1.1.1,13.1 = 402 (m/ph)
Số vòng quay 1 phút của dao
n = =
Tra thông số máy P9 ở xưởng ta được nm = 985 v/p
Lúc này tốc độ cắt thực tế
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 985 . 4 = 472 mm/phút
Tra thông số máy P9 ở xưởng ta được Sm= 500 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Theo bảng 3-5/122 có:
Cp Xp Xp Up p qp
825 1 0,75 1,1 0,2 1,3
Theo Bảng 12-1
Kp = Kmp = = 0,94
Thay vào công thức
Pz = . 0,94 = 79 KG
Công suất cắt
N = =
So với công suất của máy thì máy làm việc không an toàn.
Máy làm việc không an toàn. Ta giảm tốc độ số vòng / phút của máy xuống
Tra thông số máy P9 ở xưởng ta được nm = 130 v/p
Vt = m/phút
Tính lượng chạy dao phút và lượng chạy răng thực tế theo máy
Sm = Szbang = Z.n = 0,12 . 130 . 4 = 62 mm/ph
Tra thông số máy P12 ở xưởng ta được Sm= 74 mm/phút
Vậy Sz thực =
Lực cắt Pz theo công thứ
Pz =
Nguyên lý hoạt động và cách bão dưỡng.
Chi tiết được định vị 6 BTD.
- Định vi mặt A 3BTD Dùng bãn đỡ nghiêng 6
-Định vị mặt B 2BTD Dùng phiến tì nghiêng 6
-Định vị mặt C 1BTD Dùng 1 chốt đầu cầu
Chi tiết được định vị hoàn toàn
Nguyên lý hoạt động:
- Cách gá chi tiết lên đồ gá: để mặt A của chi tiết lên bãn đỡ để định vị khử 3 bậc tự do. Sau đó đặt mặt B của chi tiết lên phiến tì nghiêng 6 chi tiết được định vị khử 2 bậc tự do. Còn mặt C được định vị bằng chốt đầu cầu khử 1 bậc tự do. Sau đó ta dung cờ lê xoay đai ốc M8 (5) cùng chiều kim đồng hồ để mỏ kẹp đi xuống áp sát bề mặt chi tiết và giữ chi tiết trong quá trình gia công.
- Cách lấy chi tiết ra :dùng cờ lê tháo đai ốc M8 ngược chiều kim đồng hồ kéo mỏ kẹp ra khỏi chi tiết, sau đó lấy chi tiết
Cách bảo dưỡng: sơn lên các bề mặt không làm việc tránh gỉ sét, thường xuyên.
CHƯƠNG V: KẾT LUẬN
Quy trình công nghệ gia công chi tiết CÁN DAO TIỆN đã được thiết kế gồm 14 nguyên công cùng với trình tự công nghệ ở từng nguyên công. Và với quy trình này đã giải quyết được yêu cầu kỹ thuật cho chi tiết cần gia công.
Đồ gá ở mỗi nguyên công dễ sử dụng tuy thực sự chưa được tối ưu nhưng cũng đã giải quyết được yêu cầu kỹ thuật của từng nguyên công.
Trong quá trình thực đồ án không tránh khỏi những thiếu sót mong thầy cô đóng góp ý kiến để QTCN được hoàn thiện hơn.
Trường CĐ Kỹ Thuật Cao Thắng Cộng Hòa Xã Hội Chủ Nghĩa Việt Nam
Khoa Cơ Khí Độc lập – Tự do – Hạnh phúc
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
NGÀNH CĐCN KỸ THUẬT CƠ KHÍ KHÓA 2015
Họ và tên sinh viên:
Giảng viên hướng dẫn:
NỘI DUNG
Đề tài: TK VÀ CHẾ TẠO ĐỒ GÁ GIA CÔNG CÁN DAO GHÉP MÃNH HỢP KIM
Với các yêu cầu sau:
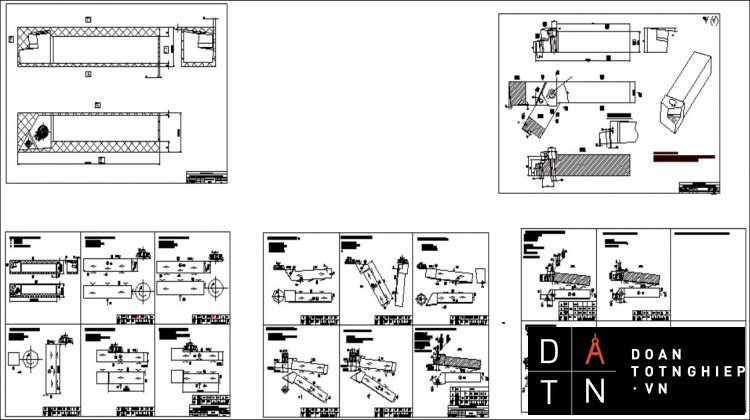
A/. PHẦN BẢN VẼ:
- Bản vẽ chi tiết (A0).
- Bản vẽ chi tiết lồng phôi (A0).
- Bản vẽ sơ đồ nguyên lý quy trình công nghệ gia công(6 nguyên công/A0).
- 2 Bản vẽ kết cấu nguyên công do GVHD phân công từng sinh viên.
- 1 bản vẽ lắp đồ gá / 1 sinh viên.
- 1 bản vẽ lắp đồ gá / 2 sinh viên.
B/. PHẦN THUYẾT MINH:
Chương 1:Phân tích chi tiết gia công và phương pháp chế tạo phôi.
Chương 2: Lập quy trình công nghệ gia công.
Chương 3: Thiết kế nguyên công.
Chương 4: Tính toán thiết kế đồ gá.
Kết luận.
Tài liệu tham khảo.
C/. PHẦN MÔ HÌNH
- Chế tao mô hình đồ gá.
MỤC LỤC
Trang
LỜI MỞ ĐẦU.................................................................................................................................... ........................................................................................................................................................ 2
LỜI CẢM ƠN................................................................................................................................................... 3
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG ................................................................................................................................................... 6
1.1 Phân tích công dụng và diều kiện làm việc................................................................................................................................................... 6
1.2 Phân tích vật liệu chế tạo chi tiết gia công ................................................................................................................................................... 7
- 3 Phân tích kết cấu và hình dạng chi tiết gia công ................................................................................................................................................... 8
- 4 Độ chính xác về kích thước................................................................................................................................................... 8
- 5 Tìm hiểu sơ lược về dao cắt................................................................................................................................................... 9
CHƯƠNG II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI................................................................................................................................................. 13
2.1 Xác định dạng sản xuất 13
2.2 Các dạng phôi................................................................................................................................................. 14
2.3 Xác định lượng dư. 17
2.4 Kích thước lồng phôi 17
CHƯƠNG III: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ 18
3.1 NC I : Chuẩn bị phôi 18
3.2 NC II: Phay mặt A 19
3.3NC III: Phay mặt B 22
3.4 NC IV: Phay mặt C 25
3.5 NC V: Phay mặt D 28
3.6 NC VI: Phay mặt E 32
3.7 NC VII: Phay mặt K 36
3.8 NC VIII: Phay mặt F 39
3.9 NC IX: Phay mặt G 43
3.10 NC X: Phay mặt bậc 46
3.11 NC XI: Phay mặt I 49
3.12 NC XII: Khoan, khoét taro M5 52
3.13 NC XII: Khoan, khoét, taro M6................................................................................................... ...................................................................................................................................................... 56
3.14 NC XIV: khoét lổ ................................................................................................................................................. 61
CHƯƠNG IV: THIẾT KẾ ĐỒ GÁ ................................................................................................................................................. 64
4.1 Phay mặt A nguyên công II................................................................................................................................................. 64
2.2 Phay mặt G nguyên công IX................................................................................................................................................. 78
4.3 Đồ gá khoan taro M6................................................................................................................................................. 91
CHƯƠNG V: KẾT LUẬN…………………………………………………………………………………..106
CHƯƠNG VI: TÀI LIỆU KHAM KHẢO…………………………………………………………………..107










