THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC ĐẠI HỌC KỸ THUẬT

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC ĐẠI HỌC KỸ THUẬT
Chương I PHÂN TÍCH CHI TIẾT GIA CÔNG VÀ XÁC ĐỊNH DẠNG SẢN XUẤT
1.1 Phân tích điều kiện làm việc và điều kiện kỹ thuật của chi tiết được chế tạo
- Phân tích điều kiện làm việc:
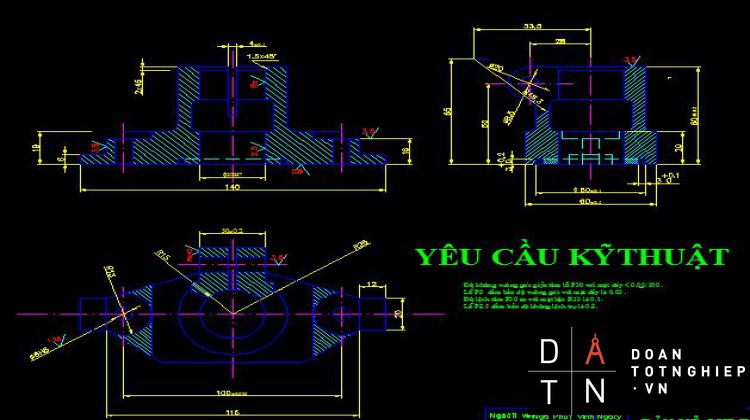
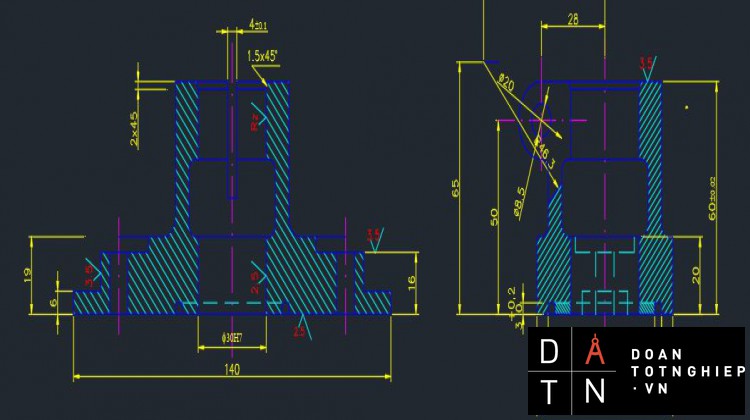
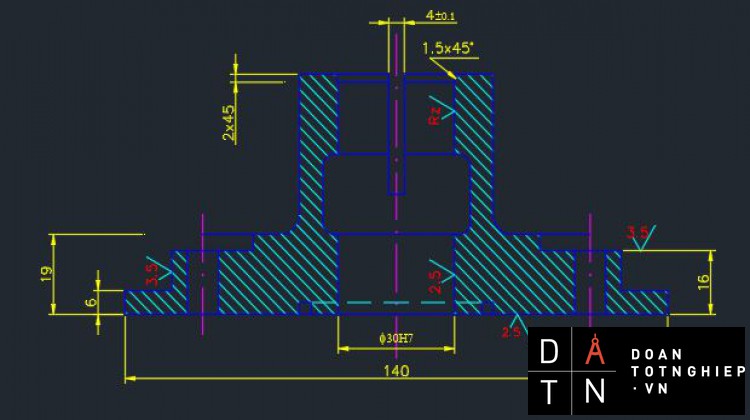
Chi tiết cần lập qui trình công nghệ và gia công có dạng ống kẹp, nên những bề mặt là việc của nó bao gồm:
- Mặt đáy
- Khoảng cách tâm giữa hai lỗ đẻ bắt bu lông.
- Lỗ f30.
- Lỗ f8.
Từ những yếu tố trên ta khẳng định đây là chi tiết dạng hộp.
- Điều kiện kỹ thuật của chi tiết:
Chi tiết có dạng hộp và làm bằng vật liệu GX21-40
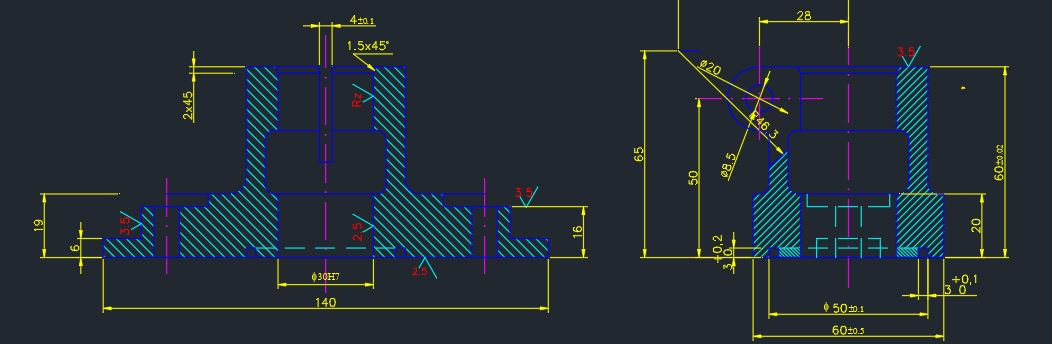
Bề mặt làm việc chính bao gồm mặt đáy, mặt trụ f30, và hai lỗ f8.Từ những phân tích điều kiện làm việc của chi tiết , ta có những yêu cầu kỹ thuật sau:
- Độ không vuông góc giữa tâm lỗ f30 với mật đáy là [ 0.05/100.
- Lỗ f8 đảm bảo độ vuông góc với mặt đáy là 0.03.
- Độ lệch tâm f8 với mặt bật R13 là 0.1.
- Lỗ f8.5 đảm bảo độ không lệch tâm so với mặt trụ ngoài là 0.8.
- N hững bề mặt không cần gia công với độ nhám là Rz80.
Từ những phân tích trên ta đưa ra thành phần hoá học của vật liệu GX21-40 như sau.
+ 21 Giới hạn của độ bền kéo [kg/mm2].
+ 32 Giới hạn của độ bền nén [kg/mm2].
|
C |
Si |
Mn |
P |
S |
|
2.8 43.6% |
1.5 43% |
0.5 4 1.% |
0,1- 2 |
0,08-0,12 |
Từ điều kiện làm việc của chi tiết là dùng đẻ kẹp chặt dạng trục , nên đòi hỏi phái có độ cứng cao, độ bền nén tốt , có tính giảm chấn tốt nên ta chọn vật liệu là GX15-32
là tốt nhất . Bên cạnh đó chi tiết làm việc yêu cầu chịu va đập nhiệt tốt , nhưng chịu lực kém , vì tổ chức tế vi của nó bao gồm : graphít nhiều , thô to và nền kim loại là ferit-peclit,chứa Cdl cao.Độ cứng của GX21-40 là HB=200. Độ dẻo của
GX21-40là 0.5%.
- xác định dạng sản xuất và phương hướng công nghệ.
xác định dạng sản xuất:
- xác định phương hướng công nghệ :
Theo yêu cầu cần đạt được sản lượng là hàng loạt vừa , kết cấu và vật liệu của chi tiết ta có các phương hướg sau:
Vật liệu là gang nên không thể rèn ,dập, cán.Nên để có thể đạt được hình dáng gầng giống với yêu cầu chi tiết đề ra ta phải chọn phương pháp đúc, Sau đó chuyển qua giai đoạn gia công để đạt được hình dáng theo yêu cầu kỹ thuật đã đề ra.
Dùng máy vạn năng , dùng nhiêu dao cùng gia công một lúc ,dùng đồ gá vạn năng để tăng năng suất nhằm mục đích hạ giá thành.
- lựa chọn phương pháp chế tạo phôi và xây dựng bản vẽ lồng phôi:
- lực chọn phương pháp chế tạo phôi:
Dựa vào dạng sản xuất và kết cấu của chi tiết ta chọn phương pháp đúc là hợp lý nhất vì những lý do sau:
+ Chi tiết có kết cấu phức tạp.
+ Đúc có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác khó có thể đạt được.Trong điều kiện sản xuất của nhà máy cơ khí của nước ta, nên chọn phương pháp đúc trong cát để giảm giá thành chi phí cho việc sản xuất. Để đảm báo chi tiết đúc ra không bị lõm ,co ,rỗ khí, thiên tích và ứng xuất chọn gang để nấu chảy phải tránh nhiều tạp chất như :P,S,O,H,Ni...
- Qui trình công nghệ đúc được mô tả trong sơ đồ hình 1
01: Rãnh dẫn 07: Đậu hơi
02: Lỗ xiên hơi 08: ống rót
03: Mẫu 09: Phiểu rót
04: Nữa khuôn dưới 10: Mặt phân khuôn
05: Chốt định vị 11:Hỗn hợp cát
06: Nửa khuôn trên
Chương 2
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO PHÔI
2.1 Phân tích chuẩn công nghệ:
Theo kết cấu của sản phẩm, cũng như yêu cầu về mặt kỹ thuật mà việc chọn chuẩn đóng vai trò quan trọng trong việc gia công. Nếu chọn chuẩn không hợp lý sẽ sinh ra sai số chuẩn dẫn đến ảnh hưởng rất lớn đến độ chính xác của kích thước khi gia công .Để làm tốt điều này ta phãi xác định góc kích thước và hướng kích thước một cách hợp lý. Bên cạnh đó việc chọn chuẩn phải bao đảm hai chỉ tiêu sau:
-Chất lượng của chi tiết trong quá trình gia công.
-Nâng cao năng xuất và giảm giá thành.
Từ những phân tích trên ta áp dụng vào chi tiết ,theo yêu cầu và kết cấu ta chọn mặt đáy để làm chuẩn tinh thống nhất trong suốt quá trình gia công,hướng kích thước từ dưới lên trên.
2.2 xác định trình tự các nguyên công gia công và chọn máy , dao, trang bị công nghệ:
2.2.1 xác định trình tự các nguyên côngn gia công:
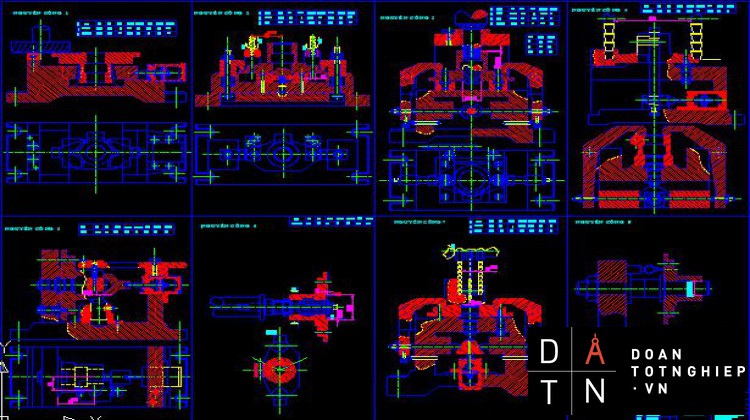
2.1.1 nguyên công 1: Phay mặt đáy
2.2.1.2 Nguyên công 2:Khoan -khoét 2 lổ F8 và mặt bậc R13
2.2.1.3 Nguyên công 3: Khoét _ doa _vát mép lổ F30
2.2.1.4 Nguyên công 4 : khoan - doa lỗ f8 để đạt độ bóng Ñ6 và đảm bảo độ không vuông góc với mặt đáy là 0.03, độ lệch tâm f8 so với mặt bậc R13 là 0,1và CCX7.
2.2 . 1 5 : Nguyên công 5: Phay mặt trên
2.2.1.5 Nguyên công 6 :Phay mặt bậc để đạt độ bóng Ñ5.
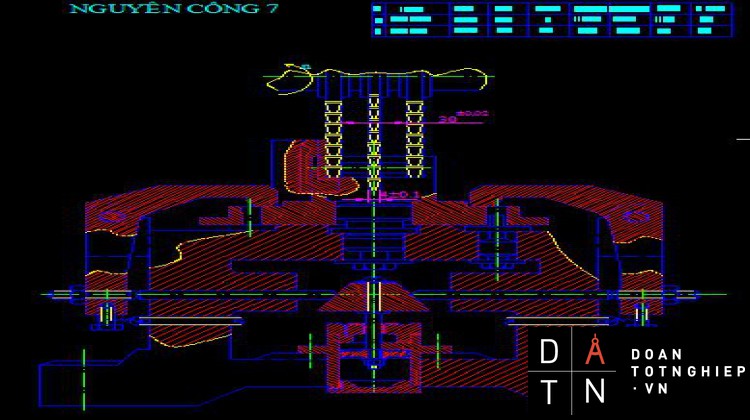
2.2.1.6 Nguyên công 7 :Khoan lỗ f8,5 để đảm bảo yêu cầu kỹ thuật độ
không lệch trụ là 0.8.
2.2.1.7 Nguyên công 8 :Tiện rãnh để đạt CCX12 và đạt cấp nhẵn bóngÑ5.
.2.1.8 Nguyên công 9 :Phay rãnh và phay mặt bên để đạt độ bóng ÑvàÑ4,CCX12.
2.3 xác định lượng dư gia công bề mặt lỗ f30
và tra lượng dư cho các bề mặt còn lại:
2.3.1 Tính lượng dư gia công lỗ f30:
xác định lượng dư để đảm bảo lỗ f30 không vuông góc với mặt đáy là 0.05/100.
- f30+0.025
- Vật liệu phôi gang xám GX 21- 40
- Khối lượng phôi lớn hơn 4 (kg) .
- Sơ đồ định vị như ở nguyên công 2.
+ Theo Bảng 10-39 sách TKĐACNCTM ta chọn đường kính < 1250 mm.ccx 749; Rza = 250 (mm);Ta= 350 (mm).Trong đó:
Rza - Chiều cao nhấp nhô tế vi do bước công nghệ sát trước để lại.
Ta - Chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước để lại.
Sau bước thứ nhất khoét tinh đối với gang có thể loại trừ Ta chỉ còn lại Rza , theo Bảng 13-40 sách TKĐACNCTM sau khi khoét tinh đạt độ bóng Ñ5và
CCX = 9,trong đó Rza = 30 (mm);Ta = 40 (mm).
Chuyển qua doa tinh đạt cấp nhẵn bóng Ñ7và CCX = 8,ứng với Rza= 5 (mm) và
Ta= 10 (mm).
Sai lệch không gian được xác định theo công thức sau: ra= , trong đó
rc= ,-độ sai lệch ,theo Bảng 15 sách TKCNCTM - 43 ta chọn = 2mm , ứng với phôi đúc rc = = 134 (mm) và
rcm == = 282 mm.
ra = = 312 (mm). Nên sai lệch không gian còn lại sau khi khoét tinh là: r1 = ra.0.02 = 422.0.02 = 8.44 (mm) . xem như quá trình gá đặt chi tiết là cứng vững nghĩa là Ôb= 0.
Lượng dư gia công tính cho các bước nguyên công khoét tinh và doa tinh tính theo công thức sau: 2Zbmin = 2( Za + Ta +) (mm).
*Khoét tinh
2Zbmin= 2(600 + 422) = 2044 (mm).
*Doa tinh :
2Zbmin= 2(30 + 8.44) = 76,88 (mm).T a có bảng sau:
|
Thứ tự các ng-công và các bước của bề mặt tính lượng dư
|
Các yếu tố tạo thành lượng dư (mm) |
Giá trị tính toán |
Dung sai mm |
Kích thước giới hạn (mm) |
Trị số giới hạn của lượng dư (mm) |
|
||||||
|
Zbmin |
Kich thước (mm) |
|||||||||||
|
Rza |
Ta |
ra |
Ôa |
|||||||||
|
|
|
|
|
|
|
|
M a x |
M i n |
M a x |
M i n |
||
|
Phôi |
250 |
350 |
|
|
|
27.906 |
400 |
27.84 |
27.44 |
|
|
|
|
Khoét tinh |
30 |
400 |
422 |
0 |
2044 |
29.95 |
62 |
29.95 |
29.925 |
2485 |
2110 |
|
|
Doa tinh |
5 |
10 |
8.44 |
0 |
76.88 |
30.025 |
37 |
30 |
30 |
75 |
50 |
|
2.3.2 Tralượng dư cho các bề mặt còn lại:
- Lượng dư cho bề mặt đáy là 3,6.(mm)
- Lượng dư cho nguyên công 3 : 4 (mm)
-Lượng dư cho nguyên công 4 : 8 (mm)
-Lượng dư cho nguyên công 5là : 1.5 (mm).
- Lượng dư cho nguyên công 6 là :8.5 (mm).
- Lượng dư cho nguyên công 7 là :3.1 (mm).
- Lượng dư cho nguyên công 8 :
+ Lượng dư để phay rãnh là :4.1 (mm).
+ Lượng dư để phay mặt bên của lỗ F8.5 là :0,5 (mm).
2.4 xác định trình tự các nguyên công gia công và chọn máy , dao, trang bị công nghệ,tính chế độ cắt cho nguyên công 2,tra chế độ cắt cho các nguyên công còn lại,tính toán thời gian cơ bản cho từng nguyên công còn lại:
2.4.1 xác định trình tự các nguyên côngn gia công:
2.4.1.1 nguyên công 1: Phay mặt đáy
Gồm hai bước :Phay thô và phay tinh để đạt độ bóng Ñ6.
- Sơ đồ định vị như ở mục (2.2.1).
- Chon máy : Chọn máy phay nằm ngang 6H12 , công suất của máy Nm= 1.7 (Kw).
- Chọn dao : Chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK8 , ứng với
D(Js) = 40 (mm); L = 20 (mm); d(H7) =16 (mm); số răng Z =10 (răng).
- Tranng bị công nghệ :
+ Định vị : Chi tiết được định v
................................................
-Kích thước thực bề mặt làm chuẩn =140 (mm). Mục đích ta dùng kích thước này để chọn kết cấu cho hợp lý.
-Xác định phương -chiều và điểm đặc lực:
+Phương của lực kẹp hướng thẳng đứng.
+Chiều của lực kẹp hướng từ trên xuống dưới.
+Điểm đặc lực như hình vẽ trên.
-Xác định vị trí và vẽ kết cấu của đồ định vị,nhằm mục đích đảm bảo cho lực cắt,lựckẹp hướng vào đồ định vị vuông góc với chúng.được mô tả như ở nguyên công 3.
-Tính lực kẹp cần thiết:
+Trên nguyên công này ta dùng khối V ngắn và mặt phẳng đáy để định vị chúng(5 bậc tự do),dùng cơ cấu mỏ kẹp.
Dưới tác dụng của lực cắt PZ chi tiết ta chỉ có thể xoay quay trục oz mà thôi .
Điều kiện để chống xoay quanh trục oz sẽ là:
(2.f1.+ W.f2).R = K.MC = K.PZ.l W = ,trong
f1 :hệ số ma sát giữa chi tiết và khối V.
f2 - hệ số ma sát giữa chi tiết và cơ cấu kẹp .
vị trí nghi hiểm nhất là vị trí khi daomới vào gia công ,lúc này mômen do lực cắt gây ra sẽ lớn nhất.
l - chiều sâu khoét được.
R - bán kính lỗ f30.
PZ - lực cắt khi khoét.trong đó K = Ko.K1.K5.trong đó :
Ko - hệ số an toàn (Ko =1,5); K1 hệ số về tính chất bề mặt gia công (K1=1,1);
K5 hệ số xét đến ảnh hưởng của momen làm cho chi tiết quay (K5=1,0).
Vậy K= 1,0.1,1.1,5= 1,65; w là góc ma sát.ta có f1 =f2 =0,15.
PZ lực cắt khi khoét (PZ=7899),vậy lực kẹp được tính như sau:
W = ==90509,4 (N).
Tính chọn các chi tiết trên đồ gá :
-Chọn 2 bu lông M8, vật liệu chế tạo là thép C45 , chiều dài bu lông l = 25 (mm).
-Chọn 2 vít M8 , vật liệu chế tạo thép C45 ,ứng với chiều dài l = 25 (mm).
-Chọn 2 vít M6 ,vật liệu chế tạo thép C45 ,ứng với chiều dài làm việc l = 20 (mm).
Trong đó ứng suất kéo cho phép của thép C45 là :[sk] = 10 (kG/cm2) và độ cứng HRC = 55.
-Chọn hai vít đều chỉnh có xẻ rãnh M8 để đều chỉnh cơ cấu mỏ kẹp , trong đó vật liệu chế tạo thép C45 , chều dài làm việc l = 30 (mm); đường kính d = 8 (mm).
-Chọn hai đai ốc M8 để ăn khớp với vít trên , trong đó vật liệu chế tạo thép C45.
-Chọn một khối V ngắn để định vị , để đảm bảo định vị tốt ta chọn kích thước của khối V như sau:
+Chiều dài khối V l = 45 (mm).
+Chều rộng khối V b = 70 (mm).
+Chều cao khoói V h = 30 (mm).
Trong đó vật liệu chế tạo thép 20Cr, ứng với độ cứng HRC = 55.
-Chọn hai chốt định vị , vật liệu chế tạo thép C45, trong đó các thông số kích thước như sau : đường kính d = 5 (mm), chiều dài chốt l = 20(mm).
-Chọn hai chốt để đều chỉnh cam trong quá trình làm việc , vật liệu chế tạo thép C45, các thông số kích thước như sau : đường kích d = 12 (mm), chiều dài làm việc l = 76 (mm).
-Chọn hai tấp phẳng để định vị chi tiết , trong đó vật liệu chế tạo thép C45 ,các thông số hình học của nó như sau : chiều dài l = 80 (mm), chiều cao h = 12 (mm), chiều rộng B = 15 (mm).
-Chọn cam để đều chỉnh lực kẹp cho chi tiết trong khi gia công , vật liệu chế tạo cam thép C45, theo sách cơ sở thiết kế đồ gá-trang 172 ta chọn các thông số hình học của cam như sau: D = 60 (mm); B = 18 (mm); A = 3 (mm); r = 30,9 (mm);
r1 = 16 (mm); r2 = 20 (mm); r3 = 0,5 (mm); b = 17 (mm); b1 = 20 (mm);
h = 3,8 (mm).
-Chọn cơ cấu dẫn hướng , chọn vật liệu chế tạo thép C45 , theo sách Sổ tay và ATLAS -trang 25 và Cơ sở thiết kế đồ gá - trang 88 ta chọn các thông số hình của cơ cấu dẫn hướng như sau:
+Chiều dài bạc dẫn hướng b = (1,5 42)d = 1,6.30 = 48 (mm).
+Khoảng cách từ mặt đầu dưới của bạc và bề mặt gia công
a = (0,3 4 0,5).d = 0,4.30 = 12 (mm).
-Để kẹp chặc trong khi gia công ta chọn cơ cấu kẹp thuộc loại mỏ kẹp , trong đó vật liệu chế tạo C45 , các thông số hình học chủ yếu của nó như sau:
+Chiều cao toàn bộ của cơ cấc mỏ kẹp h = 165 (mm).
+Chiều cao từ đáy đến trục xoay của mỏ kẹp h = 132 (mm).
+Chiều cao từ đáy đến vít đều chỉnh mỏ kẹp h = 68 (mm).
+Chiều cao của đế để bắt bu lông h = 28 (mm).
+Chiều rộng toàn bộ đế B = 120 (mm).
+Chiều dài toàn bộ của đế l = 272 (mm).
+Khoảng cách giữa hai rãnh để bắt bu lông tính theo chiều rộng b = 88 (mm).
+Khoảng cách để bắt bu lông b = 10 (mm).
-Chiều cao toàn bộ của thân đồ gá là H = 240 (mm).
- Tính sai số chế tạo đồ gá:
Theo sách Thiết kế đồ án CÔNG NGHỆ CHẾ TAO MÁY trang 86,87,88 ta có công thức xác sai số chế tạo như sau:
[Ôct] = , trong đó
+Ôgd Sai số gá đặt.
+Ôc Sai số chuẩn ( = 0 ) vì chuẩn định vị trùng với góc kích thước.
+Ôct Sai số chế tạo đồ gá.
+Ôk Sai số kẹp chặt của đồ gá.
+Ôdc Sai số điều chỉnh đồ gá.
+Ôm Sai số do mòn.
Theo Bảng 7-5 trang 37 sách Sổ tay và ATLAS đồ ta chọn Ôgd = 0,15 ; Tra Bảng 24 trang 48 sách Thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY ta chọn
Ôk = 70 (mm ) = 0,07 (mm) ;
Sai số do mòn Ôm = b.= 0,2. = 16,73 (mm) = 0,01673 (mm), trong đó b hệ số phụ thuộc vào kết cấu của đồ gá , chọn ( = 0,2 ); N số lượng chi tiết gia công trên đồ gá ( N = 7000) , theo Bảng trên ta cũng chọn Ôdc = 6 (mm) = 0,06 (mm). Vậy sai số chế tạo được tính như sau :
Ôct = = = 0,12 (mm). Từ đó ta có điều kiện kỹ thuật của đồ gá là độ không vuông góc giữa lỗ f30 với mặt đáy 0,12 < 100 (mm) chiều dài.
MỤC LỤC
Chương 1. Phân tích chi tiết gia công và xác định dạng sản xuất 1
1.1. Phân tích đièu kiện làm việc và điều kiện của chi tiết được chế tạo 1
1.1.1. Phân tích điều kiện làm việc 1
1.1.2. Điều kiện kỹ thuật của chi tiết gia công 1
1.2. xác định dạng sản xuất và phương hướng công nghệ 2
1.2.1. Xác định dạng sản xuất 2
1.2.2. Xác định phương hướng công nghệ 2
1.3. Lựa chọn phương pháp chế tạo phôi và xây dựng bản vẽ lồng phôi
1.3.1. Lựa chọn phương pháp chế tạo phôi
1.3.2. Xây dựng bản vẽ lồng phôi
Chương 2. Thiết kế quy trình công nghệ chế tạo phôi
2.1. Phân tích chuẩn công nghệ
2.2. Xác định trình tự các nguyên công gia công và chọn máy ,
dao , trang bị công nghệ
2.2.1. Xác định trình tự các nguyên công
2.2.1.1. Nguyên công 1 : Phay mặt đáy
2.2.1.2. Nguyên công 2 : Khoét - Doa - Vác mép lỗ f30
2.2.1.3. Nguyên công 3 : Phay mặt bậc R13
2.2.1.4. Nguyên công 4 : Khoan - Doa lỗ f8
2.2.1.5. Nguyên công 5: Phay mặt bậc
2.2.1.6. Nguyên công 6 : Khoan lỗ f8,5
2.2.1.7. Nguyên công 7 : Tiện rãnh
2.2.1.8. Nguyên công 8 : Phay rãnh và phay mặt bậc
2.2.1.9. Nguyên công 9 : Kiểm tra độ không vuông góc lỗ f30
với mặt đáy .
2.3. Xác định lượng dư gia công bề mặt lỗ f30 và tra lượng dư
cho các bề mặt còn lại 10
2.3.1. Tính lượng dư gia công lỗ f30
2.3.2. Tra lượng dư cho các bề mặt còn lại
2.4. Xác điịnh trình tự các nguyên công gia công và chọn máy,
dao , trang bị công nghệ , tính chế độ cắt cho nguyên công 2,
tra chế độ cắt cho các nguyên công còn lại
2.4.1. Xác điịnh trình tự các nguyên công
2.4.2.1. Nguyên công 1 : Phay mặt đáy
2.4.1.2. Nguyên công 2 : Khoan khoét 2 lổ F8 và mặt bậc R13
2.4.1.3. Nguyên công 3 : Khoét -doa lổ F30
2.4.1.4. Nguyên công 4 : Phay mặt bậc
2.4.1.5. Nguyên công 5: Khoan lổ F8,5
2.4.1.6. Nguyên công 6 : Phay mặt trên
2.4.1.7. Nguyên công 7 : Tiện rãnh
2.4.1.8. Nguyên công 8 : Phay rãnh và phay mặt bên
2.4.1.9. Nguyên công 9 : Kiểm tra độ không vuông góc lỗ f30
với mặt đáy .
2.4.2. Tra chế độ cắt cho các nguyên công còn lại
Chương 3. Thiết kế đồ gá 23427
TÀI LIỆU THAM KHẢO
Thứ tự Tên sách Nhà xuất bản
01 Công nghệ chế tạo máy 1 Khoa học và kỹ thuật 2012
02 Công nghệ chế tạo máy 2 Khoa học và kỹ thuật 2013
03 Thiết kế đồ án công nghệ chế tạo máy khoa học và kỹ thuật
04 Chế độ cắt khi gia công cơ ĐH sư phạm kỹ thuật 1993
05 Kỹ thuật phay Khoa học và kỹ thuật 2010
06 Sổ tay và ATLAS đồ gá Khoa học và kỹ thuật 2010
07 Đồ gá cơ khí hoá và tự động hoá Khoa học và kỹ thuật 1999
- Cơ sở thiết kế đồ gá
- Sổ tay công nghệ chế tạo máy 1 Khoa học và kỹ thuật 2000
- Sổ tay công nghệ chế tạo máy 2 Khoa học và kỹ thuật 2000
- Dung sai và lắp ghép Giáo Dục 2000
- Thiết kế dụng cụ CẮT KIM LOẠI
Bên cạnh đó còn có sự hướng dẫn của thầy CHÂU MẠNH LỰC
LỜI NÓI ĐẦU
Đồ án môn học CÔNG NGHỆ CHẾ TẠO MÁY là một đồ án chuyên ngành của sinh viên nghành chế tạo máy.
Đồ án nhằm mục đích hướng dẫn chúng ta giải quyết một vấn đề tổng hợp về công nghệ chế tao máy sau khi đã nguyên cứu các giáo trình cơ bản của ngành chế tạo máy, đó là sự làm quen với cách sử dụng tài liệu , sổ tay , tiêu chuẩn và có khả năng kết hợp , so sánh những kiến thức lý thuyết với thực tế sản xuất.
Bên cạnh đó nó còn giúp chúng ta hệ thống lại tất cả các kiến thức có liên quan đến bộ môn công nghệ chế tạo máy nói riêng và các bộ môn khác nói chung đã được trích luỹ trong những năm học qua tạo tiền đề vững chắc cho việc làm đề tài tốt nghiệp ra trường một cách tốt nhất.
Đồ án được hoàn thành với sự hướng dẫn tận tình thấy CHÂU MẠNH LỰU bên cạnh đó em đã cố gắng vận dụng tất cả những kiến thức vốn có để hoàn thành nhiệm vụ thiết kế của mình. Trong quá trình thiết kế không thể tránh sự thiếu sót , em xin quý thầy cô chỉ bảo thêm nhằm mục nắm vững và vận dụng có hiệu quả các phương pháp thiết kế, xây dựng và quản lý các quá trình chế tạo sản phẩm cơ khí về kỹ thuật sản suất và tổ chức sản xuất nhằm đạt được cácchỉ tiêu kinh tế kỹ thuật trong điều kiện và qui mô sản xuất cụ thể một cách tốt nhất.Em xin chân thành cảm ơn !
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









