THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC CAC DANG CÁC ĐĂNG ĐẠI HỌC CÔNG NGHIỆP





NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC CAC DANG CÁC ĐĂNG ĐHCN HN, đồ án môn học công nghệ chế tạo máy TRỤC CAC DANG CÁC ĐĂNG ĐHCN HN, bài tập lớn công nghệ chế tạo máy TRỤC CAC DANG CÁC ĐĂNG ĐHCN HN, thiết kế quy trình công nghệ gia công chi tiết TRỤC CAC DANG CÁC ĐĂNG Đại Học Công Nghiệp Hà Nội
500 MB Bao gồm tất cả file CAD, file 2D 3D , file DOC (DOCX), lồng phôi, sơ đồ đúc, qui trình công nghệ, sơ đồ kết cấu nguyên công, bản vẽ đồ gá THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC CAC DANG CÁC ĐĂNG ĐHCN HN
Quá trình công nghiệp hoá hiện đại hoá đất nước đang diễn ra mạnh mẽ từng ngày từng giờ ở nước ta .Để thực hiện tốt mục tiêu đã đề ra trong kế hoạch tiến lên công nghiệp hoá trong thời gian ngắn nhất .Nhà nước ta đang tập chung thúc đẩy và phát triển một số ngành công nghiệp như công nghệ thông tin ,điện tử viễn thông ,công nghệ chế tạo máy...
Trong đó ngành công nghệ chế tạo máy đóng vai trò quan trọng trong nền kinh tế quốc dân và thực tế đã chúng minh trong những năm gần đây liên tục các khu công nghiệp vừa và nhỏ được xây dựng và mở rộng trên quy mô cả nước .
Việc chế tạo một sản phẩm cơ khí sao cho chất lượng tốt giá thành hạ ,có ý nghĩa rất quan trọng đối với mỗi quốc gia ,mỗi vùng ,lãnh thỗ cũng như công ty ,xí nghiệp .Nó ảnh hưởng đến sự tồn tại và hưng thịnh của công ty ,ở các nước phát triển có nền công nghiệp tiên tiến họ đã tiến hành từ lâu còn nước ta hiện nay vẫn còn là rất mới mẻ.
Trước yêu cầu đó ,Với nhiệm vụ thiết kế đồ án tốt nghiệp ngành công nghệ chế tạo máy mà em được giao là “thiết kế quy trình công nghệ gia công chi tiết trục các đăng’’ .Tức là giải quyết một bài toán công nghệ để đưa ra phương án gia công tối ưu nhất.
Sau khi học xong chương trình học cao đẳng –khoa cơ khí –ngành chế tạo máy .Kết hợp với kiến thức thực tập ở xưởng trường và sự tìm tòi học hỏi ở ngoài thực tế .Em đã thiết kế quy trình công nghệ gia công chi tiết “trục các đăng” .Để tổng hợp và củng cố toàn bộ những kiến thức đã học trong chương trình đào tạo của nhà trường cũng như sự hiểu biết qua đợt thực tập .Để trang bị cho em một nền tảng vững chắc về chuyên ngành cơ khí ,tạo điều kiện cho em khi ra trường có kiến thức nhất định đáp ứng với yêu cầu thực tế ngoài xã hội.
Đồ án tốt nghiệp này có tính chất tổng hợp cao ,đòi hỏi phải có kiến thức và khả năng tư duy ,tìm tòi học hỏi mới đưa ra được đường lối công nghệ gia công tối ưu nhất và đúng đắn nhất .Trong quá trình thiết kế được sự giúp đỡ tận tình của các thầy cô giáo trong bộ môn và đặc biệt là thầy giáo nguyễn xuân chung là người trực tiếp hướng dẫn em hoàn thành đồ án tốt nghiệp này.
Do khả năng hiểu biết còn có hạn và thời gian thực tế ngoài xã hội còn ít và do khối lượng công việc đòi hỏi phải tổng hợp một lượng kiến thức
khá lớn .Do vậy không thể tránh khỏi những thiếu xót không đáng có .
Vậy em rất mong được sự thông cảm và sự chỉ bảo của các thầy cô giáo để đề tài của em được hoàn thiện hơn
Em xin chân thành cảm ơn!
PHẦN I
CHƯƠNG I : PHÂN TÍCH SẢN PHẨM
I : PHÂN TÍCH CHỨC NĂNG LÀM VIỆC CỦA CHI TIẾT
Sau khi nghiên cứu bản vẽ được giao em thấy :Chi tiết “TRỤC CÁC ĐĂNG” dùng để truyền mô men xoắn giữa các trục không song song với nhau .Chi tiết “TRỤC CÁC ĐĂNG” được dùng nhiều trong thực tế đặc biệt là trong ngành sản xuất ôtô và trong máy cán thép ...
Chi tiết có ba mặt dùng để lắp ghép chính đó là mặt lỗ Æ80 dùng để đóng bi , mặt lỗ Æ110 dùng để lắp ghép với trục và mặt lỗ Æ165 có 6 lỗ ren M20 được lắp chính xác vơi tấm chặn thông qua 6 lỗ ren M10.
Do vậy khi gia công chi tiết “TRỤC CÁC ĐĂNG” cần chú ý đến các lắp ghép đó để có thể đảm bảo được các yêu cầu kỹ thuật của bản vẽ đề ra về kích thước độ bóng ,độ nhám...Mà vẫn đạt được năng suất và hiệu quả cao nhất.
II : PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT
Chi tiết “TRỤC CÁC ĐĂNG” là chi tiết dạng trục rất điển hình nó có hình dạng khá đơn giản .Nhưng lại có hình dáng kích thước khá lớn do đó khi gia công sẽ gặp khó khăn rất nhiều để đảm bảo các yêu cầu kỹ thuật của bản vẽ đề ra như:
Độ không không đồng tâm giữa hai lỗ Æ80 không vượt quá 0.015.
Độ đối xứng của rãnh then qua đường tâm lỗ
Dung sai các kích thước
Độ bóng của các bề mặt gia công...
Đặc biệt khi gia công lỗ Æ80 và Æ110 ta phải chú ý đến độ bóng bề mặt và độ chính xác về kích thước gia công . Bởi vì lỗ Æ80 và lỗ Æ110 dùng để lắp ghép với vòng bi và trục .
CHƯƠNG II : XÁC ĐỊNH DẠNG SẢN XUẤT
I : XÁC ĐỊNH SẢN LƯỢNG HÀNG NĂM
Sản lượng hàng năm được xác định theo công thức :
N = N1.m.(1 + ...)
Trong đó:
N: Số chi tiết được sản xuất trong một năm.
N1: Số sản phẩm (số máy) được sản xuất trong một năm.
M: Số chi tiết trong một sản phẩm.
b: Số chi tiết được chế tạo thêm để dự trữ.
Lấy b=5%
Theo số liệu đã cho: N = 200.1(1 + ..) = 210 (chi tiết).
II : XÁC ĐỊNH TRỌNG LƯỢNG CỦA CHI TIẾT
Trọng lượng của chi tiết được xác định theo công thức sau:
Q=V.g (KG)
Trong đó:
Q: trọng lượng của chi tiết.
V: Thể tích của chi tiết.
g: trọng lượng riêng của vật liệu.
gThép =7.85 (Kg/dm3)
BẰNG ỨNG DỤNG MASS PROPERTIES-MECHANICAL DESKTOP
TA CÓ BẢNG THỐNG KÊ SAU
File: E:\do an\vukhien\banve 3d2.dwg
Mass properties for component: PART1_1
Computed on Saturday August 14 2004 at 14:32:24
"Input units: Metric (mm, kg)"
"Output units: Metric (mm, kg)"
Coordinate system: Center of Gravity (CG)
Summary:
Mass 28.45 (kg)
Volume 362 362.16 (mm3 )
Surface area 315 623.15( mm2)
Centroid
X 0.00 mm
Y 0.00 mm
Z 0.00 mm
Mass moments of inertia
X 161664.42 (kg.mm2)
Y 322045.76 (kg.mm2)
Z 357889.73 (kg.mm2)
Mass products of inertia
XY 0.63 (kg.mm2)
XZ 0.23 (kg.mm2)
YZ 0.73 (kg mm2)
Radii of gyration
X 75.79 (mm)
Y 106.40 ( mm)
Z 112.17 ( mm)
Principal mass moments and axes about CG
I 161664.42 (kg mm2)
Axis
X 1.00 (mm)
Y 0.00 (mm)
Z 0.00 (mm)
J 322045.76 (kg.mm2)
Axis
X 0.00 (mm)
Y 1.00 (mm)
Z 0.00 (mm)
K 357889.73 (kg.mm2)
Axis
X 0.00 (mm)
Y 0.00 (mm)
Z 1.00 (mm)
Part List:
Item Part Name ; Quantity Material ; Density (g/cm3) ; Volume ; Mass
Surface area
PART1;HSLA_STEEL ;7.85 g/dm3 ;3623624 mm3; 28.45 kg
315623.15 mm2
Qua bảng thống kê ta có :
Q = 28.45 (Kg)
III : XÁC ĐỊNH DẠNG SẢN XUẤT
Theo tính toán ở trên ta có:
Q = 28.45 (Kg)
N = 210 (Chi tiết)
So sánh với bảng 2 : Tài liệu thiết kế đồ án CNCTM – Trần Văn Địch
|
Dạng sản xuất |
Q : Trọng lượng của chi tiết |
||
|
> 200 Kg |
4 ¸ 200 (Kg) |
< 4 (Kg) |
|
|
Sản lượng hàng năm của chi tiết (Chiếc) |
|||
|
Đơn chiếc |
<5 |
<10 |
<100 |
|
Hàng loạt nhỏ |
55 ¸10 |
10 ¸200 |
100¸500 |
|
Hàng loạt vừa |
100 ¸ 300 |
200 ¸ 500 |
500 ¸ 5000 |
|
Hàng loạt vừa |
300 ¸ 1000 |
500 ¸ 1000 |
5000 ¸ 50000 |
|
Hàng khối |
>1000 |
>5000 |
>50000 |
Theo bảng thống kê : Ta chọn dạng sản xuất hàng loạt vừa
IV : XÁC ĐỊNH PHƯƠNG ÁN CHẾ TẠO PHÔI
Chi tiết “TRỤC CÁC ĐĂNG” là chi tiết có hình dạng tương đối phức tạp . Do đó khi ta tạo phôi để gia công chi tiết thì ta có nhiều phương pháp . Có thể tạo phôi bằng phương pháp đúc và cán.
Do tính kinh tế của sản phẩm thì ta chọn phương pháp đúc là hợp lý nhất Trong các phương pháp đúc có đúc bằng khuôn cát mẫu gỗ , đúc bằng khuôn kim loại , đúc bằng khuôn mẫu chảy .
Đặc điểm của các phương pháp đúc trên:
+ Đúc bằng khuôn cát mẫu gỗ : Đây là phương pháp đúc được áp dụng cho các chi tiết có khối lượng từ nhỏ tới lớn có dạng sản xuất loạt vừa và loạt nhỏ sản lượng hằng năm không quá lớn . Để đảm bảo độ chính xác cao cho phôi đúc thì mẫu gỗ phải được chế tạo chính xác . Muốn đạt được điều đó cũng như muốn đạt được năng suất cao ta có thể làm khuôn bằng máy.
Phương pháp này phù hợp với điều kiện làm việc của nhiều nhà máy . Có trình độ và máy móc thiết bị do điều kiện sản xuất còn hạn chế chưa có nhiều máy móc thiết bị tiên tiến .
+ Đúc bằng khuôn kim loại : Phương pháp đúc này có đặc điểm là có lượng dư cắt gọt nhỏ tiết kiệm nguyên vật liệu , phôi đúc có độ chính xác cao . Nhưng đây lại là phương pháp có giá thành tạo khuôn cao lên nó chỉ phù hợp với dạng sản xuất hàng khối.
+ Đúc bằng khuôn mẫu chảy : Đặc điểm của phương pháp đúc này là khuôn đúc có độ chính xác cao , lượng dư cắt gọt nhỏ có những bề mặt không phải gia công . Nhưng lại có giá thành tạo khuôn là rất cao , nó thường được dùng để đúc những chi tiết nhỏ có kết cấu phức tạp vật liệu là kim loại màu.
Từ những đặc điểm của từng phương pháp đúc trên dựa vào kết cấu của chi tiết ta có thể chọn 2 phương pháp đúc khác nhau để chế tạo phôi cho chi tiết
- Ta có thể đúc bằng khuôn cát mẫu gỗ và làm khuôn bằng máy thì khi đó ta được phôi gia công tương đối giống với hình dạng của chi tiết.Phôi đúc đạt độ chính xác cấp II.
- Ta có thể đúc bằng khuôn cát mẫu gỗ và việc làm khuôn là bằng tay khi đó phôi đúc ra chỉ có hình dạng như là một ống thép Và phôi đúc đạt độ chính xác cấp III .
Qua nghiên cứu kế cấu của chi tiết , phương pháp chế tạo chi tiết , số lượng chi tiết được sản xuất trong một năm .
Ta chọn phương pháp đúc phôi bằng khuôn cát mẫu gỗ và làm khuôn là bằng máy . Phôi đúc đạt độ chính xác cấp II là kinh tế và tối ưu nhất .
CHƯƠNG III . THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC CÁC ĐĂNG
I : ĐƯỜNG LỐI CÔNG NGHỆ
Chi tiết “ TRỤC CÁC ĐĂNG” có yêu cầu kỹ thuật cao nhất là gia công đạt độ đồng tâm và độ bóng bề mặt của 2 lỗ Æ80 .Mặt lỗ Æ110 khi gia công cũng đòi hỏi độ chính xác và độ bóng cao để lắp ghép với chi tiết trục. Ngoài gia khi gia công chi tiết còn phải đảm bảo độ vuông góc giữa hai đường tâm lỗ Æ80 và Æ110..
THỨ TỰ CÁC NGUYÊN CÔNG NHƯ SAU
- Nguyên công I : Tạo phôi
- Nguyên công II : Gia công mặt đầu và gia công mặt lỗ
- Nguyên công III : Gia công mặt trụ ngoài
- Nguyên công IV : Khoan tarô ren M10 deep25
- Nguyên công V : Xọc rãnh then
- Nguyên công VI : Gia công mặt lỗ Æ80
- Nguyên công VII : Gia công nhiệt luyện
- Nguyên công IIX : Mài lỗ Æ110 sau nhiệt luyện
- Nguyên công IX : Nguyên công kiểm tra
II : QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
NGUYÊN CÔNG I : TẠO PHÔI
1.Nội dung nguyên công:
Theo tíng toán ta có dạng sản xuất ở đây là hàng loạt vừa căn cứ vào yêu cầu kỹ thuật của chi tiết ta chọn phương pháp chế tạo phôi là đúc trong khuôn cát làm khuôn bằng máy . Phôi đúc có cấp chính xác II
2.Ta có sơ đồ nguyên công như sau :
YÊU CẦU KỸ THUẬT CỦA PHÔI
-Phôi không bị nứt ,rỗng,cong vênh quá phạm vi cho phép.
-Phôi không bị sai lệch về hình dáng hình học quá phạm vi cho phép.
-Phôi phải đảm bảo có đủ lượng dư để cho các nguyên công gia công cơ sau có thể cắt gọt hết các vết , do nguyên công trước để lại.
-Sau khi đúc xong phải cho nguội dần để đảm bảo cơ tính của phôi.
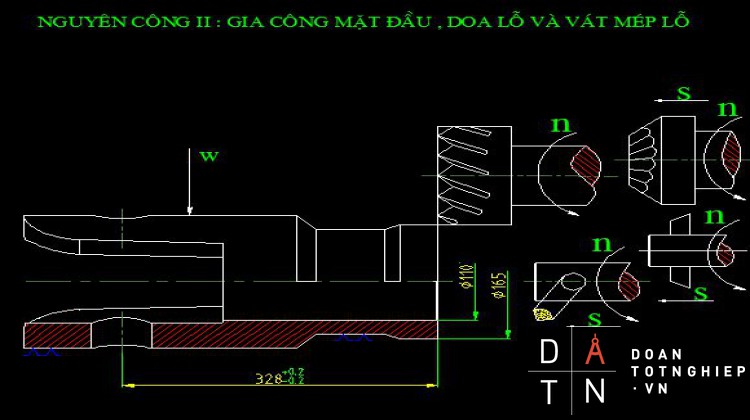
NGUYÊN CÔNG II : GIA CÔNG MẶT ĐẦU VÀ GIA CÔNG MẶT LỖ
1 . Sơ đồ nguyên công
............................
2 . Nội dung nguyên công
+ Mục đích : Đây là nguyên công gia công tạo chuẩn cho nguyên công tiếp sau . Nguyên công này gồm có phay mặt đầu , khoét doa lỗ Æ110 để lại lượng dư cho nguyên công mài và vát mép lỗ .
+ Chuẩn : Chi tiết được định vị ở mặt trụ 4 bậc tự do (HV)
+ Chọn máy và dao :
Máy doa ngang 2615
Dao phay , dao khoét , dao doa , dao vát mép
+ Đồ gá : Hai khối V
+ Bước : Phay mặt đầu , khoét và doa lỗ Æ110 và vát mép lỗ
+ Dụng cụ kiểm tra : Thước cặp 1/10
NGUYÊN CÔNG III : GIA CÔNG MẶT TRỤ NGOÀI
Sơ đồ nguyên công.
.........................
2. Nội dung nguyên công
+ Mục đích : Đây là nguyên công gia công đạt kích thước theo yêu cầu của bản vẽ và tạo chuẩn cho các bước công nghệ tiếp theo
+ Chuẩn : Chi tiết được định vị ở mặt lỗ 4 bậc tự do
Mặt đầu 1 bậc tự do như (HV)
+ Chọn máy và dao :
Máy tiện 1K62
Dao tiện có gắn mảnh hợp kim : T15K6
+ Đồ gá : Đồ gá chuyên dùng
+ Bước : Tiện thô và tinh mặt trụ đạt yêu cầu kỹ thuật
+ Dụng cụ kiểm tra : Thước cặp 1/20
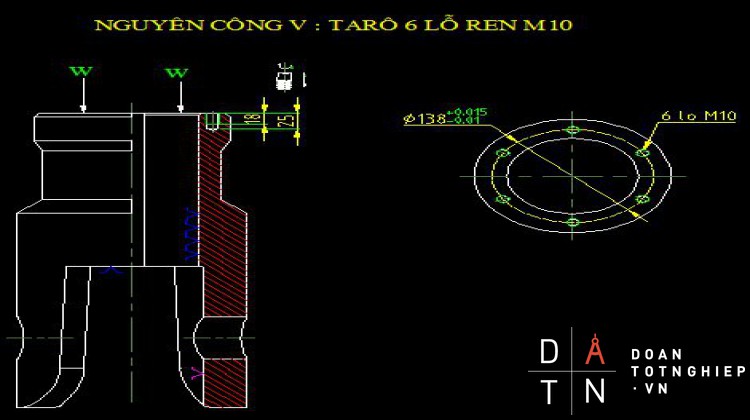
NGUYÊN CÔNG IV : KHOAN TARÔ REN M10 DEEP25
1.Sơ đồ nguyên công
...................
2.Nội dung nguyên công
+ Mục đích : Đây là nguyên công gia công đạt yêu cầu của bản vẽ
+ Chuẩn : Chi tiết được định vị như (HV)
+ Chọn máy và dao :
Máy khoan đứng 2A135
Mũi khoan ruột gà thép gió , Dao tarô ren M10
+ Đồ gá : Chốt trụ dài hạn chế 4 bậc tự do
2 Chốt tỳ hạn chế 2 bậc tự do
+ Bước : Khoan tarô các lỗ đạt yêu cầu kỹ thuật
+ Dụng cụ kiểm tra : Dụng cụ kiểm tra chuyên dùng
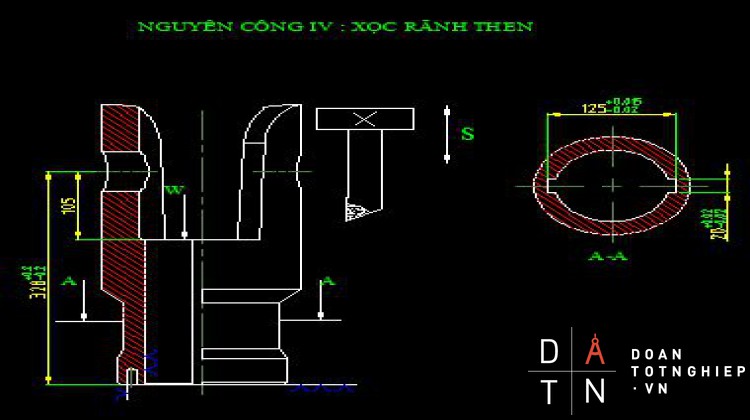
NGUYÊN CÔNG V : XỌC RÃNH THEN
- Sơ đồ nguyên công
2.Nội dung nguyên công
+ Mục đích : Đây là nguyên công gia công đạt kích thước theo yêu cầu của bản vẽ và tạo chuẩn cho các nguyên công tiết theo
+ Chuẩn : Chi tiết được định vị ở mặt đầu 3 bậc tự do
Mặt lỗ Æ110 hạn chế 2 bậc tự do như ( hình vẽ )
Mặt lỗ Æ80 hạn chế 1 bậc tự do
+ Chọn máy và dao :
Máy xọc 5M14
Dao xọc rãnh
+ Đồ gá : Dùng hai phiến tỳ hạn chế 3 bậc tự do ở mặt phẳng
Một chốt chám hạn chế 1 bậc tự do
Một chốt trụ ngắn hạn chế 2 bậc tự do
+ Bước : Xọc rãnh
+ Dụng cụ kiểm tra : Dụng cụ kiểm tra chuyên dùng
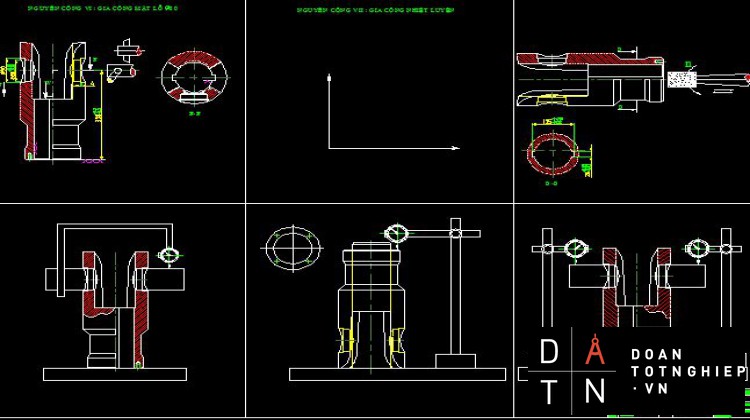
NGUYÊN CÔNG VI : GIA CÔNG MẶT LỖ Æ80
1.Sơ đồ nguyên công
2.Nội dung nguyên công
+ Mục đích : Gia công rãnh then theo yêu cầu kỹ thuật của bản vẽ
+ Chuẩn : Chi tiết được định vị ở mặt đáy 1 bậc tự do
Mặt trụ 4 bậc tự do
Rãnh then 1 bậc tự do
+ Chọn máy và dao :
Máy doa ngang 2615
Dao khoét và dao doa
+ Đồ gá : Dùng 1 chốt trụ dài hạn chế 4 bậc tự do
Hai chốt tỳ hạn chế 1 bậc tự do
+ Bước : Gia công khoét doa
+ Dụng cụ kiểm tra : Dụng cụ kiểm tra chuyên dùng
NGUYÊN CÔNG VIII : GIA CÔNG NHIỆT LUYỆN
1.Sơ đồ nhiệt luyện
2.Nội dung nguyên công
+Mục đích : Đây là nguyên công gia công để đảm bảo độ cứng của chi tiết trong quá trình làm việc
+ Nguyên công này gồm 2 bước tôi và ram
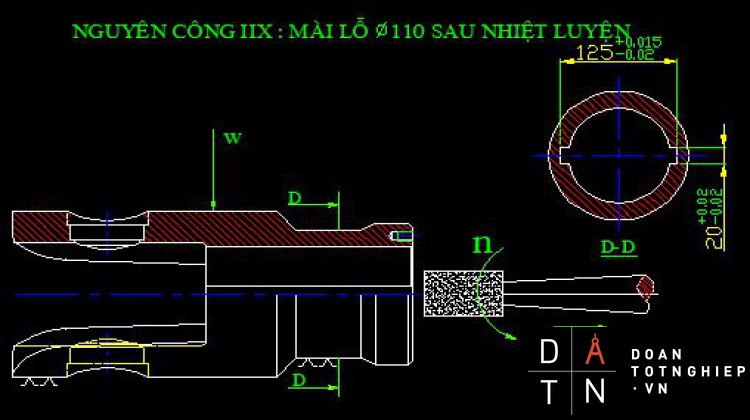
NGUYÊN CÔNG IX : MÀI LỖ Æ110 SAU NHIỆT LUYỆN
1 . Sơ đồ nguyên công
2 . Nội dung nguyên công
+ Mục đích : Đây là nguyên công gia công để đảm bảo độ bóng của chi tiết theo yêu cầu kỹ thuật
+ Chuẩn : Chi tiết được định vị ở mặt trụ 4 bậc tự do (HV)
+ Chọn máy và dao :
Máy mài tròn trong
Đá mài lỗ
+ Đồ gá : Chi tiết được định vị bằng 2 khối V
+ Bước : Mài đạt độ bóng và kích thước theo yêu cầu
+Dụng cụ kiểm tra : Dụng cụ kiểm tra chuyên dùng
NGUYÊN CÔNG X : NGUYÊN CÔNG KIỂM TRA
1. Sơ đồ nguyên công
2. Nội dung nguyên công
Các sơ đồ kiểm tra định vị và kẹp chặt như hình vẽ.
+Kiểm tra độ đồng tâm giữa hai lỗ lắp ổ bi Æ80
-Dùng hai trục kiểm như hình vẽ: Gắn lần lượt vào các lỗ, trên một trục ta gắn một đồng hồ,cho đồng hồ quay tròn xung quanh truc thứ hai.Chỉnh cho đồng hồ ban đầu ở vị trí vạch số 0.Khi quay ta quan sát độ sai lệch lớn nhất cảu đồng hồ.Khi đó hiệu số giữa hai giá trị của đồng hồ sẽ chính là độ không đồng tâm giữa hai lỗ.
+Kiểm tra độ xuyên tâm giữa hai đường tâm của các lỗ Æ110 và Æ80:
-Sơ đồ định vị và kẹp cặt như hình vẽ
Biến các lỗ thành các trục bằng cách lồng vào các lỗ những trục có đường kính tương ứng, sau đó lấy dấu tại vị trí giao nhau rối dùng đồng hồ so đo lần lượt theo sơ đồ.
+Kiểm tra độ vuông góc giữa đường tâm các lỗ Æ110 và Æ80:
-Sơ đồ định vị và kẹp chặt như hình vẽ.
Lồng vào hai lỗ cần đo các trục kiểm thông qua bạc lót (vì đường kính lỗ lớn).
Gắn lên một trục đồng hồ so sau đó ta đo tạ hai vị trí cách nhau một khoảng l Khi đó độ không vuông góc sẽ được tính theo công thức:
A =
Trong đó:
A: là độ không vuông góc cho phép .
a : là trị số của đồng hồ khi đo ở vị trí thứ hai.
b : là vị trí của đồng hồ khi đo ở vị trí thứ nhất.
CHƯƠNG IV : XÁC ĐINH LƯỢNG DƯ GIA CÔNG
Việc xác định lượng dư gia công cho các bề mặt là một khâu quan trọng và cần thiết , tạo điều kiện thuận lợi trong việc tính toán và thiết kế các nguyên công tiếp theo . Lượng dư được xác định hợp lý sẽ giảm giá thành chế tạo phôi , giảm thời gian gia công và điều đó thì có ý nghĩa rất quan trọng đối với việc sản xuất của nhà máy.
Lượng dư có thể xác định bằng kinh nghiệm , tra trong các bảng hay tính toán một cách chính xác . Vì kinh nghiệm trong sản xuất còn hạn chế lên em chọn phương pháp xác định lượng dư là tính lượng dư cho một bề mặt và tra lượng dư cho các bề mặt còn lại
Tính lượng dư khi gia công lỗ Æ110 có lỗ đúc sẵn độ chính xác của phôi đúc cấp II vật liệu chế tạo phôi là thép 45
Quy trình công nghệ gia công lỗ Æ110 . Độ chính xác của phôi đạt cấp II
Lượng dư nhỏ nhất khi gia công thô bề mặt lỗ Æ110 được xác định theo công thức :
2ZMin = 2[(Rz +h)i-1+ ]
Trong đó:
RZi-1 : Chiều cao nhấp nhô tế vi do bước công nghệ sát trước để lại.
hi-1 : Chiều sâu lớp hư hỏng bề mặt do bước công nghệ sát trước
để lại.
DSi-1 : Tổng sai lệch về vị trí không gian do bước công nghệ sát
trước để lại (Độ cong vênh, độ lệch tâm, độ không song...).
ei : Sai số gá đặt chi tiết ở bước công nghệ đang thực hiện.
+ Tra bảng (3-65) Tài liệu STCN - CTM Tập I:
Ta có: (Rz +h)i-1 = 400 (mm).
+ Sai lệch không gian tổng cộng :
- Độ cong vênh của phôi thép với chi tiết đúc trong khuôn cát :
Tra bảng (3-67) Tài liệu STCN - CTM Tập I:
Ta có : DCV = 0.3 ¸ 0.15 (mm) Chọn DCV = 0.5 (mm)
- Độ lệch tâm của phôi :
Tra bảng (3- 67) Tài liệu STCN - CTM Tập I:
Ta có : DLT = 1.2 ¸ 2.0 (mm) Chọn DLT = 1.5 (mm)
- Khoảng cách giữa lỗ với chuẩn công nghệ :
DCh = 1.2 ¸ 2.5 (mm) Chọn DX = 2 (mm)
Sai lệch không gian tổng cộng được tính thức công thức.
Sai số gá đặt chi tiết được tính theo công thức.
Trong đó:
ec: là sai số chuẩn khi gá đặt chi tiết.
Chi tiết được định vị và kẹp chặt trên hai khối V.Có chuẩn định vị trùng chuẩn kích thước
Þ ec = 0
ek:là sai số kẹp chặt của chi tiết.
Tra bảng 22 :Tài liệu Thiết kế đồ án CNCTM – Trần Văn Địch
Þ ek = 110 (mm) Þ ek = 0.11 (mm)
Þ ei = = 0.11 (mm)
Vậy lượng nhỏ nhất của gia công thô là:
2´Zmin = 2´(0.4 + )
2´ Zmin = 2´ (0.4 + 2.55 ) = 5.9 (mm)
+Sau bước gia công thô chất lượng bề mặt đạt được:
-Chiều cao nhấp nhô tế vi và chiều sâu lớp hư hỏng
Tra bảng (3 – 69) Tài liệu STCNCTM-T1
Ta có : Rz + h = 250 + 240 = 490 (mm)
Þ Rz + h = 0.49 (mm)
-Sai lệch không gian còn lại sau khi gia công thô là:
= 0.05 ´ = 0.05 ´ 5.32 = 0.266 (mm)
-Sai số gá đặt còn lại nguyên công tinh là:
e’i = 0.05 ´ ei = 0.05 ´ 0.13 = 0.0065 (mm)
Þ lượng dư nhỏ nhất khi gia công tinh là:
2´Zmin = 2´(0.49 + )
Þ 2´Zmin = 2´(0.49 + 0.266) = 1.51 (mm)
Þ Lượng dư tổng công khi gia công thô và tinh:
2Z0 = 2Zthô + 2Ztinh = 5.9 +1.51 =7.4 (mm)
Đây là lượng dư nhỏ nhất : vì phôi có kích thước lớn và được đúc ở cấp chính xác II . Chọn lượng dư là 8 (mm)
Vậy khi gia công lỗ Æ110 có lỗ đúc sẵn là Æ102
TRA LƯỢNG DƯ CHO CÁC BỀ MẶT
Tra bảng 3-102:Tài liệu STCNCTM-TI
Lượng dư cho bề mặt đầu là Z = 4(mm).
Lượng dư cho bề mặt lỗ Æ80 là 2Z0 = 3(mm).
Lượng dư cho bề mặt Æ193 là 2Z0 = 3(mm)
CHƯƠNG V :TÍNH CHẾ ĐỘ CẮT
I :TÍNH TOÁN CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG II
A-Phay Thô Mặt Đầu
1.Chiều sâu cắt :
Chọn chiều sâu cắt: t = 3.5(mm).
2. Lượng chạy dao:
Tra bảng (6-5) Tài liệu chế độ cắt và gia công cơ khí.
Sz = 0.12(mm/răng).
3.Vận tốc cắt:
V =
Theo bảng (1-5) Tài liệu chế độ cắt và gia công cơ khí.
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
332 |
0.2 |
0.1 |
0.4 |
0.2 |
0 |
0.2 |
Tra bảng (2-5) Tài liệu chế độ cắt và gia công cơ khí.
T = 180'
Tra bảng (2-1) Tài liệu chế độ cắt và gia công cơ khí.
Kmv =
Þ Kmv = 1
Tra bảng (7-1) Tài liệu chế độ cắt và gia công cơ khí.
Þ Knv= 1
Tra bảng (8-1) Tài liệu chế độ cắt và gia công cơ khí.
Kuv=1
ÞKv= KmvxKnvxKuv= 1x1x1
ÞKv=1
ÞV=
ÞV=225 (m/phút)
Số vòng quay trong một phút của dao là:
n=
Þn= = 895 (vòng/phút)
Theo thuyết minh máy chọn:
n = 850 (vòng/phút)
Vận tốc thực tế khi cắt là:
Vt=
ÞVt= = 213 (m/phút)
4. Tính lượng dư chạy dao phút và lượng chạy dao răng thực tế theo máy :
Sm=Szbảng.Z.n
ÞSm=0.12x4x850
ÞSm = 350 (mm/phút)
Theo thuyết minh máy chọn Sm=350 (mm/phút)
Vậy Szthực=
ÞSzthực=0.1 (mm/răng)
5.Tính lực cắt Pz theo công thức:
Pz=Kp (KG)
Tra bảng (3-5) Tài liệu chế độ cắt và gia công cơ khí:
|
Cp |
qp |
xp |
yp |
up |
wp |
|
825 |
1.3 |
1 |
0.75 |
1.1 |
0.2 |
Tra bảng (12-1) Tài liệu chế độ cắt và gia công cơ khí.
Kp= Kmp =--=--=1
Thay vào công thức ta có:
Pz=----1 = 253 (Kg)
6.Công suất:
N=--=-- = 8.8 (Kw)
So với công suất máy
Nmáy=10 (Kw)
Vậy máy làm việc đảm bảo an toàn
7.Tính thời gian gia công cơ bản khi phay thô:
T0=--
Ta có L1=--+(0.5---3)
ÞL1=---+2 = 14.5 (mm)
Ta có L2=(2-5 ) (mm)
Lấy L2=4 (mm)
ÞT0= = 2 .5 (phút)
B-Phay Tinh Mặt Đầu
1.Chiều sâu cắt :
Chọn chiều sâu cắt: t = 0.5 (mm).
2. Lượng chạy dao:
Tra bảng (6-5) Tài liệu chế độ cắt và gia công cơ khí.
Sz = 0.5(mm/răng).
3.vận tốc cắt:
V =
Theo bảng (1-5) Tài liệu chế độ cắt và gia công cơ khí.
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
332 |
0.2 |
0.1 |
0.4 |
0.2 |
0 |
0.2 |
Tra bảng (2-5) Tài liệu chế độ cắt và gia công cơ khí.
T = 180'
Tra bảng (2-1) Tài liệu chế độ cắt và gia công cơ khí.
Kmv =
Þ Kmv = 1
Tra bảng (7-1) Tài liệu chế độ cắt và gia công cơ khí.
Þ Knv= 1
Tra bảng (8-1) Tài liệu chế độ cắt và gia công cơ khí.
Kuv=1
ÞKv= KmvxKnvxKuv= 1x1x1
ÞKv=1
ÞV=
ÞV=235 (m/phút)
Số vòng quay trong một phút của dao là:
......................................
Thay vào công thức ta được:
(m/p).
+ Tính số vòng quay:
Theo công thức : n =
Theo máy chọn nM = 125(v/p).
- Vt =
+Mô men khi khoét: Theo công thức:
M =
Tra bảng (11-1) Tài liệu CĐCGCCK:
|
CP |
XP |
YP |
|
200 |
1 |
1 |
Tra bảng (12-1) và (13-1) Tài liệu CĐCGCCK:
Km
Tra bảng (15-1) Tài liệu CĐCGCCK:
K= 0,981; K= 1
- KP = 1.1.0,981 = 0,981.
Thay vào có:
M =
+Công suất cắt:
N=(Kw)
Máy làm việc an toàn.
+Thời gian khi khoét:
=>
b).Doa lỗ Æ80:
+Chiều sâu cắt: t =.
+Lượng chạy dao: Theo công thức : S = CS.D0,7.
Tra bảng (2-3) Tài liệu CĐCGCCK: CS = 0,16.
S = 0,08.700,7 = 1,4(mm/v).
Theo thuyết minh máy chọn
SM = 0,8(mm/v)
+Vận tốc khi doa:
Theo công thức:
Tra bảng (3-3) Tài liệu CĐCGCCK:
|
CV |
XV |
YV |
m |
ZV |
|
10,5 |
0,2 |
0,65 |
0,4 |
0,3 |
Khi doa T = 60(phút).
Tra bảng (5-3) Tài liệu CĐCGCCK: Km = 1.
Tra bảng (6-3) Tài liệu CĐCGCCK: Kl = 1.
Tra bảng (7-1) Tài liệu CĐCGCCK: Kn = 1.
Tra bảng (5-3) Tài liệu CĐCGCCK: Ku = 1.
KV = 1.1.1.1 = 1.
Thay vào công thức ta được:
(m/p).
+ Tính lực cắt khi doa:
Lực cắt khi doa được tính theo công thức
Pz = Cp´DZp´SYp´tXp´Kmp
Tra bảng (7-3) : Tài liệu CĐCGCCK
|
Cp |
Xp |
Yp |
Zp |
|
37.8 |
1.3 |
0.7 |
1 |
Tra bảng (12-1) và (13-1) Tài liệu CĐCGCCK
Kmp = () = 1
Thay vào công thức ta có :
Þ Pz = 37.8´801´0.80.7´0.2151.3´1
Þ Pz = 350 (KG)
+Mômen xoắn khi doa:
Mômen xoắn khi doa được tính theo công thức:
M =
Þ M = =0.175 (KGm)
+ Tính số vòng quay:
Theo công thức :
n =
Theo máy chọn nM = 63(v/p).
- Vt =
+Mô men xoắn khi doa nhỏ nên ta không cần tính.
+Thời gian khi doa:
Bảng tính chế độ cắt:
|
6 |
Doa Æ80 |
Doa Ngang 2615 |
-Dao Khoét P18 -Dao doa |
63 |
0,8 |
0,2 |
0,76 |
|
5 |
Khoét Æ79.57 |
125 |
1 |
0,7 |
6,4 |
||
|
4 |
Doa Æ70 |
63 |
0,8 |
0,2 |
0,8 |
||
|
3 |
Khoét Æ69.6 |
125 |
1 |
0,7 |
1,24 |
||
|
2 |
Doa Æ60 |
63 |
0,8 |
0,2 |
3,38 |
||
|
1 |
Khoét Æ59.6 |
125 |
0,8 |
0,7 |
4,7 |
||
|
TT |
Bước |
Máy |
Dao |
n(v/p) |
S(mm/v) |
t(mm) |
T(phút) |
|
Thông số cắt |
|||||||
VI : TÍNH CHẾ ĐỘ NHIỆT LUYỆN
1. Mục đích:
Làm tăng độ cứng của chi tiết sau khi gia công xong, chi tiết sau khi nhiệt luyện đạt độ cứng 40 á 45 HRC.
2.Sơ đồ nguyên công:
3.Thực hiện chi tiết trong lò điện .
Tra bảng 41: Sổ tay nhiệt luyện của Đặng Lê Toàn -Tạ Anh Tuấn.
Chế độ nhiệt luyện của chi tiết bằng thép.
a. Tôi
Nhiệt độ nung của chi tiết 830á 870 0C
Tra bảng 14: Sổ tay nhiệt luyện có :
Thời gian nung nóng chi tiết nhiệt độ 8300 á 8700 C
T=600á 650 giây
Tra bảng 15: Sổ tay nhiệt luyện có :
Thời gian giữ nhiệt ở 8300 á 8700 C là:T=20 phút
Tra bảng32: Sổ tay nhiệt luyện có :
Thời gian làm nguội xuống 2000 á 2300 C : T=30 phút
Môi trường làm nguội bằng dầu
b. Ram
Ram chi tiết ở nhiệt độ t0=2000 á 2300 C
Tra bảng 17: Sổ tay nhiệt luyện có:
Thời gian giữ nhiệt ở 2000 á 2300 để ram chi tiết : T= 120phút.
Làm nguội chi tiết với vật liệu thép 45 sau khi nhiệt luyện đạt độ cứng 40á 45HRC.
Kiểm tra độ cứng của chi tiết đạt được sau khi nhiệt luyện bằng phương pháp Brinen
VII: TÍNH TOÁN CHẾ ĐỘ CẮT CHO NGUYÊN CÔNG IIX Æ110
1. Mài thô lỗ Æ110
Theo công thức :
N = CN.V.tx.S.dq.bZ.
Trong đó :
+ N là công suất hữu ích (kw).
+ d là đường kính mài (mm). d = 109,97(mm).
+ b là chiều dầy mài (mm). b = 34(mm).
Hệ số CN và các số mũ tra bảng 5-56 (STCNCTM TII).
+V tốc độ quay hoặc tịnh tiến của phôi (m/ph).
+ t là chiều sâu mài.
+Lượng chạy dao dọc S (mm/v).
Tra bảng (5-55) Tài liệu STCNCTMT - II:
V =30(m/ph).
t = 0,01(mm).
S = 0,4.34 = 13,6 (mm/ph).
Tra bảng (5-56) Tài liệu STCNCTMT - II:
|
CN |
|
x |
y |
q |
z |
|
0.81 |
0.55 |
1 |
0.7 |
0.3 |
1 |
N = 0,81.300,55.0,011.0,40,7.79,970,3.341 = 3,5(kw).
b). Mài tinh Æ110
+Tra bảng (5-55) Tài liệu STCNCTMT – II :
V =20(m/ph).
t = 0,005(mm).
S = 0,25.34 = 8,5 (mm/ph).
Bảng chế độ cắt khi mài:
|
Mài tinh |
Mài hành tinh |
Bkênit |
20 |
8.5 |
0.005 |
|
Mài thô |
30 |
13.6 |
0.01 |
||
|
Bước |
Máy |
Dao |
V(mm/ph) |
S(mm/ph) |
t(mm) |
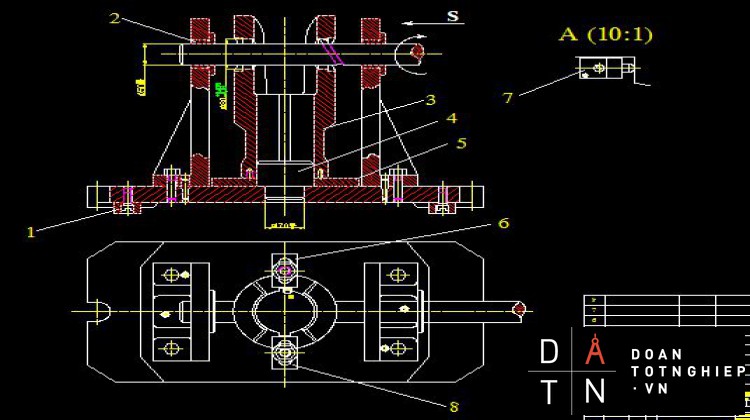
PHẦN II: THIẾT KẾ ĐỒ GÁ DOA LỖ Æ80
I. Nhận Xét:
Để gia công một sản phẩm đảm bảo về yêu câu kỹ thuật.Ngoài việc tính và chọn chế độ cắt hợp lý,hệ thống công nghệ cứng vững cao,trình độ tay nghề công nhân.Nó cồn phụ thuộc rất nhiều vào độ chính xác về vị trí của chi tiết khi định vị .Điều này còn phụ thuộc vào quá trình tính toán và thiết kế đồ gá.
Đồ gá có tác dụng rất lớn trong việc nâng cao năng xuất,hạ giá thành sản phẩm ,cũng như độ chính xác của sản phẩm ngoài ra còn có tác dụng giảm thời gian phụ giảm sức lao động cho người thợ trong quá trình gia công.Đồng thời nâng cao khả năng công nghệ của máy cắt gọt kim loại.
II.Chuẩn Định Vị:
-Dùng hai phiến tỳ định vị vào mặt đáy hạn chế 3 bậc tự do
-Dùng 1 chốt trụ ngắn và 1 chốt trám định vị vào lỗ Æ110 và rãnh
hạn chế 3 bậc tự do.
III. Lực Kẹp
Dùng cơ cấu mỏ kẹp liên động kẹp vào bề mặt của chi tiết
IV: Tính toán lực kẹp khi doa
Khi doa lực kẹp vuông góc với tâm lỗ.Lực cắt P làm cho chi tiết co xu hướng trượt và quay quanh trục.
Khi đó ta có :
(F1+F2) ´a ³ Po´b
W(f1+f2) ´ a ³ P0 ´ b
Trong đó :
W là lực kẹp
F1 là hệ số ma sát giữa chi tiết với phiến tỳ
F2 là hệ số ma sát giữa chi tiết với mỏ kẹp
P0 là lực cắt
Chọn f1+ f2 = 0.3
Ta có :
K là hệ số an toàn
Ta có:
d =
Trong đó:
c là hệ số phụ thuộc vào loại ren , ren hệ mét chọn c=1.4
d là ứng suất bền cho phép của thép 45 (d=8 kgmm)
d là đường kính bu lông cần tính
Chọn vật liệu làm bu lông là
d =
Để đảm bảo an toàn chọn d = 20 mm
Vậy đường kính bu lông là 20 mm
*Tính sai số chế tạo của đồ gá
Vì sai số chế tạo của đồ gá sẽ ảnh hưởng trực tiếp đến yêu cầu kỹ thuật của chi tiết gia công nên ta đi tính sai số chế tạo của đồ gá
Trong đó:
egd =
ec = 0
em= b´
ek tra bảng 24 Tài liệu Thiết kế đồ án CNCTM
ek = 0.04 (mm)
Chọn edc = 0.01 (mm)
Thay vào công thức
Kết luận :
Khi thiết kế đồ gá phải đề ra được yêu cầu kỹ thuật .Các sai số chế tạo đồ gá được quy định bởi các yêu cầu:
-Độ không song song giữa mặt đáy A với mặt tỳ C £ 0.055 mm
-Độ khôngsong song giữa mặt B với mặt tỳ C £ 0.055 mm
-Quy trình thao tác gá lắp đồ gá :
Như sơ đồ thiết kế đồ gá chi tiết được định vị , kẹp chặt và đang tiến hành gia công .Muốn tháo chi tiết ra ta thực hiện như sau
Nới lỏng đai ốc ở mỏ kẹp khi đó chi tiết được tháo ra (ta dùng mỏ kẹp liên động ).Sau đó tháo chi tiết ra và lắp chi tiết khác vào để gia công
Cách thao tác lắp làm ngược với khi tháo.Các chi tiết khác làm tương tự
ƯU KHUYẾT ĐIỂM CỦA ĐỒ GÁ
-Thao tác nhanh , độ chính xác cao giảm thời gian gá đặt chi tiết khi đó hạ giá thành sản phẩm phù hợp với dạng sản xuất ừa.
- Đố gá cồng kềnh , yêu cầu kỹ thuật của đồ gá cao,chi phí gia công các chi tiết của đồ gá tốn kém.Chỉ phù hợp với các chi tiết đang gia công.
VIẾT CHƯƠNG TRÌNH CNC CHO PHAY MẶT ĐẦU
VIẾT CHƯƠNG TRÌNH GIA CÔNG CNC
O1234
NO5 G90 G94 G97 S1500;
N10 T3H3 ;
N15 G00 Z100;
N20 X0 Y0 M03 ;
N25 G00 Z4 ;
N30 G01 Z-2 F150 ;
N35 G01 X120 ;
N40 G00 Z100 ;
N45 M05 ;
N50 T4H4 ;
N55 G00 X0 Y0 Z100 M03 ;
N60 G01 Z-2.5 F150 ;
N65 G01 X120 ;
N70 G00 Z100 ;
N75 M05 ;
PHẦN III : KẾT LUẬN
Qua việc tiến hành làm đồ án môn học môn công nghệ chế tạo máy, em học được rất nhiều trong công việc chế tạo một sản phẩm cơ khí và biết làm thế nào dể tăng năng suất chất lượng, hạ giá thành sản phẩm và biết cách lập quy trình công nghệ để gia công một chi tiết, biết được cách chọn chuẩn định vị và kẹp chặt…
Tuy nhiên, trong một thời gian có hạn, tầm nhận thức chưa sâu, kinh nghiệm thực tế chưa nhiều vì vậy trong quá trình làm em còn có nhiều thiếu sót khó tránh khỏi. Em rất mong các thầy cô thông cảm và bỏ qua cho em những thứêu sót đó.
Một lần nữa em xin chân thành cảm ơn các thầy cô trong khoa cơ khí .Đặc biệt là thầy Nguyễn Xuân Chung đã tận tình hướng dẫn và chỉ bảo cho em những kinh nghiệm qúy báu, những kinh nghiệm rất bổ ích để giúp em hoàn thành đề tài này. Và giúp em có thêm những hiểu biết, kiến thức làm hành trang khi ra ngoài xã hội.
TÀI LIỆU THAM KHẢO
1.Sổ tay công nghệ chế tạo máy tập 1,2
2.Tập bảng chế độ cắt gia công cơ khí (ĐHSPTPHCM)
3,Hướng dẫn thiết kế đồ án công nghệ chế tạo máy (NXBKHKT)
4,Sổ tay át lá đồ gá (PGS<TS Trần Văn Địch)
5.Công nghệ chế tạo máy tập 1.2
6.Tập bảng tra lượng dư gia công cơ khí(NXBKHKT)
7.Chế độ cắt gia công cơ khí (ĐHSPTPHCM)
8.Giáo trình máy cắt trường cao đẳng CNHN
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








