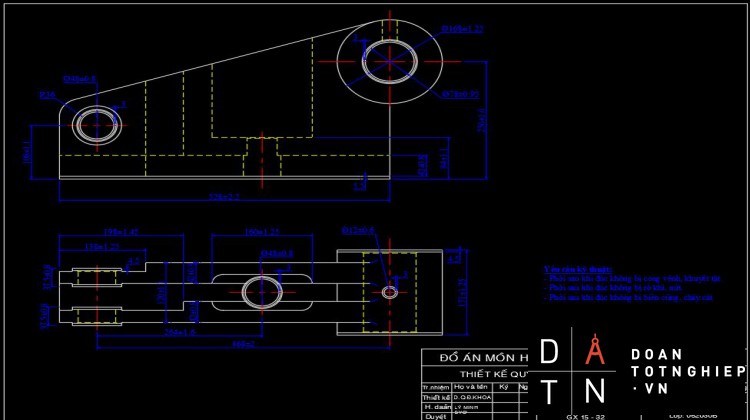
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN ĐỠ TRỤC NGHIÊNG

NỘI DUNG ĐỒ ÁN
Đồ án môn học công nghệ chế tạo máy
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN ĐỠ TRỤC NGHIÊNG
MỤC LỤC
Trang
CHƯƠNG I : PHÂN TÍCH CHI TIẾT GIA CÔNG 6
CHƯƠNG II : XÁC ĐỊNH DẠNG SẢN XUẤT 7
CHƯƠNG III : CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI 9
CHƯƠNG IV : LẬP QUI TRÌNH CÔNG NGHỆ 12
CHƯƠNG V : THIẾT KẾ NGUYÊN CÔNG 16
V.1 – Nguyên công 1 : 18
V.2 – Nguyên công 2 : 19
V.3 – Nguyên công 3 : 21
V.4– Nguyên công 4 23
V.5 – Nguyên công 5 : 25
V.6 – Nguyên công 6 : 29
V.7 – Nguyên công 7 : 30
V.8 – Nguyên công 8 : 33
V.9 – Nguyên công 9 : 35
V.10 – Nguyên công 10 : 37
V.11 – Nguyên công 11 : 39
CHƯƠNG VI :XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG VÀ KÍCH THƯỚC TRUNG GIAN 43
CHƯƠNG VII : XÁC ĐỊNH CHẾ ĐỘ CẮT 48
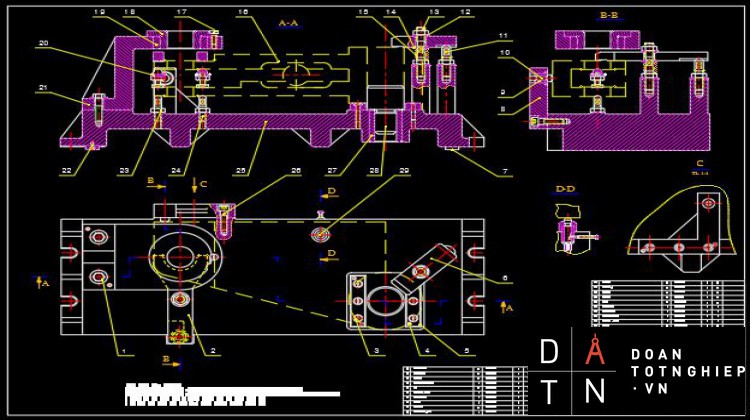
CHƯƠNG VIII :TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ. 54
==98 m
Vậy sai số chế tạo cho phép của đồ gá
[ct]== 27 m
So sánh với sai số của chi tiết là 0,05 mm > [ct] = 0,027 mm
Yêu cầu kỹ thuật của đồ gá:
- Độ không song song giữa bề mặt định vị và mặt đáy đồ gá không quá 0,027 mm
- Độ không vuông góc giữa đường tâm chốt định vị 84 mm và mặt định vị không quá 0,027 mm.
3. Cách bảo quản và sử dụng:
Khi lắp chi tiết được đưa từ phía trước vào, định vị chốt định vị khi đó xoay miếng kẹp vào bên trên chi tiết và tiến hành xiết bulong. Sau một thời gian chốt định vị có thể bị mòn, biến dạng miếng kẹp chi tiết có thể thay đổi. Do đó cần thay lại để bảo đảm độ chính xác gia công và thay miếng kẹp. Sau mỗi lần sử dụng nên tiến hành bôi trơn để đồ gá được sử dụng lâu dài.
Đồ án môn học công nghệ chế tạo máy GVHD: Lý Minh Sỹ
SVTH: Dư Quang Đăng Khoa - 13 -
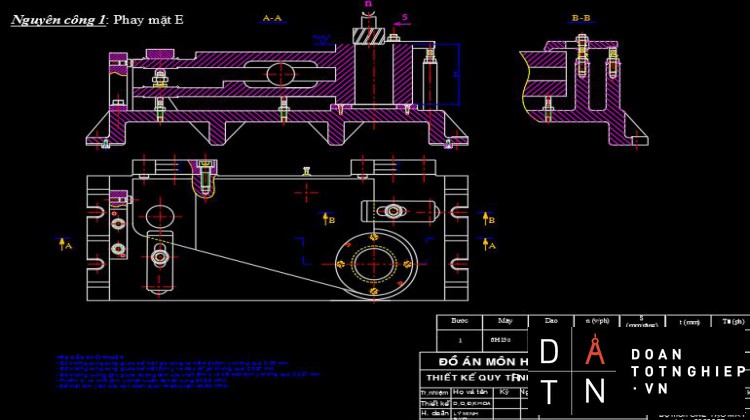
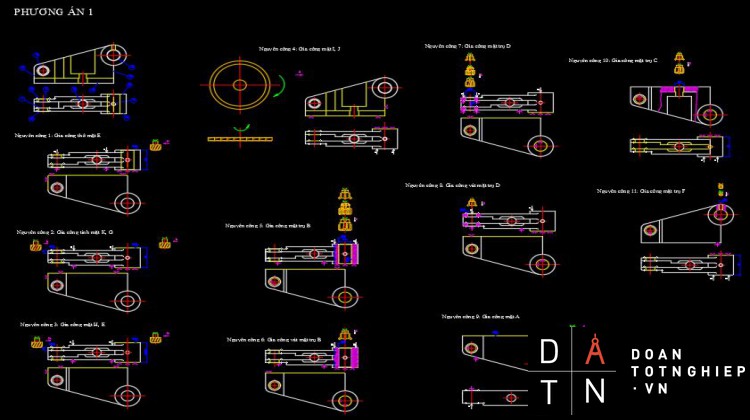
- Nguyên công 1: gia công thô mặt E
Định vị 6 bậc tự do:
Chọn bề mặt G chưa gia công làm chuẩn thô để định vị 3 bậc tự do. Mặt A định vị 2 bậc tự do bằng hai chốt tỳ. Mặt L định vị 1 bậc tự do bằng 1 chốt tỳ.
- Nguyên công 2: gia công tinh mặt G,K
Định vị 6 bậc tự do:
Chọn bề mặt E vừa gia công để định vị 3 bậc tự do. Mặt A định vị 2 bậc tự do bằng hai chốt tỳ. Mặt L định vị 1 bậc tự do bằng 1 chốt tỳ.
- Nguyên công 3: gia công tinh mặt E,H
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt A định vị 2 bậc tự do bằng hai chốt tỳ. Mặt L định vị 1 bậc tự do bằng 1 chốt tỳ.
- Nguyên công 4: gia công tinh mặt I,J
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt A định vị 2 bậc tự do bằng hai chốt tỳ. Mặt M định vị 1 bậc tự do bằng 1 chốt tỳ.
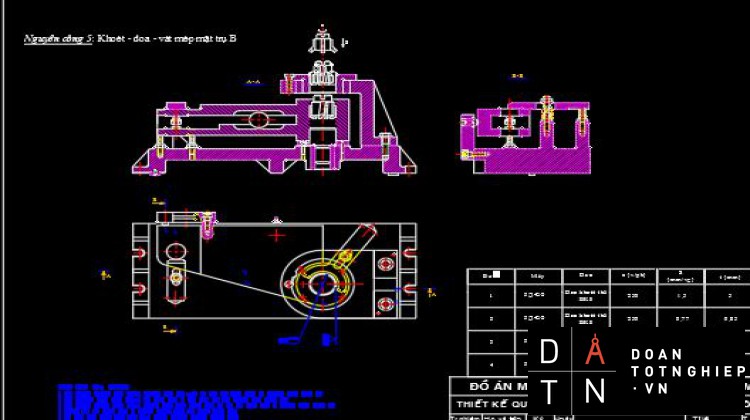
- Nguyên công 5: gia công tinh mặt trụ B
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 2 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt trụ trong D định vị 2 bậc tự do bằng 1 chốt côn tự lựa.
- Nguyên công 6: gia công vát mép mặt trụ B
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 2 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt trụ trong D định vị 2 bậc tự do bằng 1 chốt côn tự lựa.
- Nguyên công 7: gia công mặt trụ D
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 3 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
- Nguyên công 8: gia công vát mặt trụ D
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 3 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
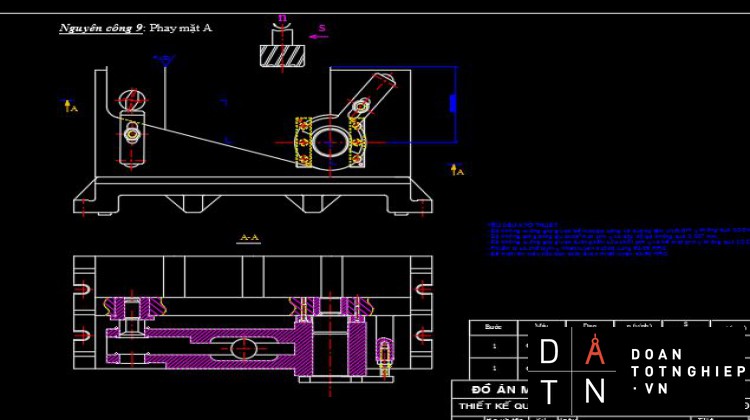
- Nguyên công 9: gia công mặt A
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 2 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt D định vị 1 bậc tự do bằng 1 chốt vát. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
- Nguyên công 10: gia công vát mặt trụ C
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 2 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt D định vị 1 bậc tự do bằng 1 chốt vát. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
- Nguyên công 11: gia công vát mặt trụ F
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do có 2 chốt đỡ tỳ phụ để đảm bảo cứng vững. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
Phương án 2:
- Nguyên công 1: gia công mặt A
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt D định vị 1 bậc tự do bằng 1 chốt trám. Mặt trụ trong B định vị 2 bậc tự do bằng 1 chốt trụ.
- Nguyên công 2: gia công mặt G,K
Định vị 6 bậc tự do:
Chọn bề mặt A làm chuẩn tinh để định vị 3 bậc tự do. Mặt H định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt E định vị 2 bậc tự do .
- Nguyên công 3: gia công mặt E,H
Định vị 6 bậc tự do:
Chọn bề mặt A làm chuẩn tinh để định vị 3 bậc tự do. Mặt H định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt G định vị 2 bậc tự do .
- Nguyên công 4: gia công mặt I,J
Định vị 6 bậc tự do:
Chọn bề mặt A làm chuẩn tinh để định vị 3 bậc tự do. Mặt M định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt G định vị 2 bậc tự do .
- Nguyên công 5: gia công mặt trụ B
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt H định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt A định vị 2 bậc tự do .
- Nguyên công 6: gia công vát mặt trụ B
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt H định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt A định vị 2 bậc tự do .
- Nguyên công 7: gia công mặt trụ D
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt B định vị 2 bậc tự do .
- Nguyên công 8: gia công vát mặt trụ D
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt A định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt B định vị 2 bậc tự do.
- Nguyên công 9: gia công mặt trụ C
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt D định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt B định vị 2 bậc tự do.
- Nguyên công 10: gia công mặt trụ F
Định vị 6 bậc tự do:
Chọn bề mặt G làm chuẩn tinh để định vị 3 bậc tự do. Mặt D định vị 1 bậc tự do bằng 1 chốt tỳ. Mặt B định vị 2 bậc tự do .
So sánh hai phương án công nghệ:
- Phương án 1 có chuẩn tinh thống nhất, còn ở phương án 2 thì có hai chuẩn tinh.
- Ở phương án 1 thì sau khi gia công khoảng cách giữa hai đường tâm 84mm và 60 được đảm bảo mặc khác lượng dư gia công lỗ cũng được phân bố đều sẽ không gây
Từ việc phân tích trên ta chọn phương án 1 làm phương án gia công.










