THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỔNG VAN CỨU TRỢ



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỔNG VAN CỨU TRỢ, đồ án môn học công nghệ chế tạo máy CỔNG VAN CỨU TRỢ , bài tập lớn công nghệ chế tạo máy CỔNG VAN CỨU TRỢ , thiết kế quy trình công nghệ gia công chi tiết CỔNG VAN CỨU TRỢ
Ngày nay khoa học kỹ thuật phát triển rất mạnh trong tất cả các nghành, các lĩnh vực. Đặc biệt là nghành cơ khí. Nghành cơ khí là một trong những nghành then chốt thúc đẩy sự phát triển của đất nước trong thời kỳ công nghiệp hoá hiện đại hoá đất nước. Muốn đạt được điều đó thì vấn đề đặt ra ở đây là phải có trang thiết bị công nghệ và nguồn nhân lực. Nguồn nhân lực có trình độ về chuyên môn kỹ thuật mới có thể phân tích tổng hợp các yêu cầu kỹ thuật đặt ra của bản vẽ để từ đó đưa ra đường lối công nghệ hợp lý phục vụ cho nhu cầu sản suất
Trong cơ khí muốn đạt được chất lượng sản phẩm cũng như muốn nâng cao độ chính xác về kích thước, hình dáng hình học, vị trí tương quan phải hội đủ các điều kiện sau: Máy, dao, đồ gá, chi tiết gia công …Ngoài máy, dao thì Việc thiết kế đồ gá gia công chi tiết trên máy là yếu tố cần thiết trong nghành chế tạo máy. Đồ gá giúp cho gia công chính xác đạt chất lượng năng xuất cao
Và đây là đề tài thiết kế quy trình công nghệ gia công CỔNG VAN CỨU HỘ .Quy trình công nghệ này được trình bày những vấn đề cơ bản từ quá trình tạo phôi , lập quy trình công nghệ, thiết kế đồ gá đến quá trình tổng kiểm tra sản phẩm mà người thực hiện chúng em được học tập tại nhà trường trong thời gian học và thực tập.
Do thời gian có hạn chế và sự hiểu biết về kiến thức của chúng em còn hạn chế nên trong quá trình thực hiện đề tài không thể không có những thiếu sót, kính mong quý thầy cô trong hội đồng nhà trường, trong khoa Chế Tạo Cơ Khí, thầy hướng dẫn đồ án chỉ dẫn thêm cho đề tài của chúng em được hoàn thành tốt hơn.
Chúng em xin chân thành cảm ơn tất cả các thầy cô trong khoa cơ khí. Và cảm ơn thầy Trần Công Tuấn đã hướng dẫn chúng em hoàn thành đồ án này.
MỤC LỤC
Trang
Phần 1: Phân tích chi tiết gia công................................................................... 8
1.1, Phân tích vật liệu chế tạo chi tiết gia công................................................ 8
1.2, Phân tích yêu cầu kỹ thuật của chi tiết gia công........................................ 8
1.3, Phân tích kết cấu, hình dạng chi tiết gia công......................................... 19
1.4, Xác định sản lượng hàng năm ................................................................ 19
Phần 2: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công 23
2.1, Chọn phôi............................................................................................... 23
2.2, Phương pháp chế tạo phôi...................................................................... 23
2.3, Xác định lượng dư gia công..................................................................... 24
2.4, Sơ đồ cán................................................................................................ 19
2.5, Hệ số chi phí kim loại............................................................................. 28
Phần 3: Trình tự nguyên công........................................................................ 29
3.1, Nguyên công I......................................................................................... 29
3.2, Nguyên công II........................................................................................ 29
3.3, Nguyên công III...................................................................................... 29
3.4, Nguyên công IV...................................................................................... 29
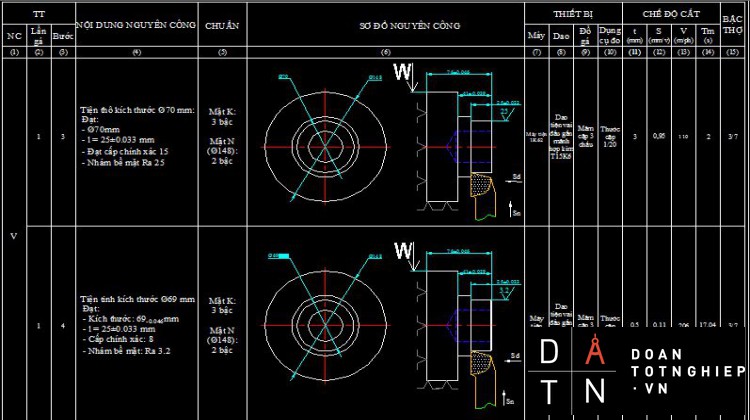
3.5, Nguyên công V....................................................................................... 29
3.6, Nguyên công VI...................................................................................... 30
3.7, Nguyên công VII..................................................................................... 30
3.8, Nguyên công VIII.................................................................................... 30
3.9, Nguyên công IX...................................................................................... 30
3.10, Nguyên công X..................................................................................... 30
3.11, Nguyên công XI.................................................................................... 30
3.12, Nguyên công XII................................................................................... 31
3.13, Nguyên công XIII.................................................................................. 31
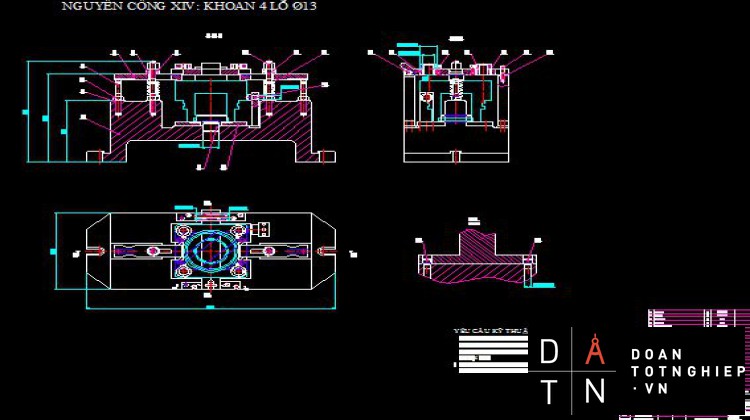
3.14, Nguyên công XIV................................................................................. 31
3.15, Nguyên công XV.................................................................................. 31
3.16, Nguyên công XVI................................................................................. 31
3.17, Nguyên công XVII................................................................................ 31
3.18, Nguyên công XVIII............................................................................... 32
Phần 4, Tính toán chế độ cắt......................................................................... 33
4.1, Nguyên công I......................................................................................... 33
4.2, Nguyên công II........................................................................................ 36
4.3, Nguyên công III...................................................................................... 41
4.4, Nguyên công IV...................................................................................... 46
4.5, Nguyên công V....................................................................................... 51
4.6, Nguyên công VI...................................................................................... 56
4.7, Nguyên công VII..................................................................................... 58
4.8, Nguyên công VIII.................................................................................... 63
4.9, Nguyên công IX...................................................................................... 65
4.10, Nguyên công X..................................................................................... 68
4.11, Nguyên công XI.................................................................................... 72
4.12, Nguyên công XII................................................................................... 76
4.13, Nguyên công XIII.................................................................................. 79
4.14, Nguyên công XIV................................................................................. 82
4.15, Nguyên công XV.................................................................................. 84
4.16, Nguyên công XVI................................................................................. 87
4.17, Nguyên công XVII................................................................................ 89
4.18, Nguyên công XVIII............................................................................... 97
Phần 5, Thiết kế đồ gá................................................................................... 98
Phần 6, Kết luận về quá trình công nghê..................................................... 111
Tài liệu tham khảo....................................................................................... 112
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1, PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG
1.1.1, Phân tích vật liệu:
-Vật liệu chế tạo CỔNG VAN CỨU HỘ là THÉP C55.Trong đó:
C: Ký hiệu của thép cacbon kết cấu theo TCVN 1766-75
55: Lượng cacbon trung bình theo phần vạn
Thép C55 là hợp chất của sắt (Fe) và cacbon (C) cùng các nguyên tố khác với hàm lượng như sau:
Cacbon (C) : < 2,14%
Lưu huỳnh (S):- 0,035%
Phốp pho (P): -0,04%
1.1.2, Cơ tính yêu cầu:
Thép C55 là nhóm thép cacbon có chất lượng tốt, có độ dẻo và độ bền cơ học cao. Được quy định về cơ tính và thành phần hóa học.
Độ cứng của thép C55 là: HB -255
1.1.3, Tính chất và công dụng:
Tính chất:
-Ưu điểm: có cơ tính nhất định, có tính công nghệ tốt như: dễ đúc, hàn, cán, rèn, dập, gia công cắt gọt, kéo sợi.
-Khuyết điểm: Khả năng chống mài mòn và giới hạn đàn hồi không cao, độ chống ăn mòn thấp.
1.2. PHÂN TÍCH YÊU CẦU KỸ THUẬT CỦA CHI TIẾT GIA CÔNG
1.2.1, Phân tích độ chính xác về kích thước
1.2.1.1, Các kích thước có sai lệch chỉ dẫn
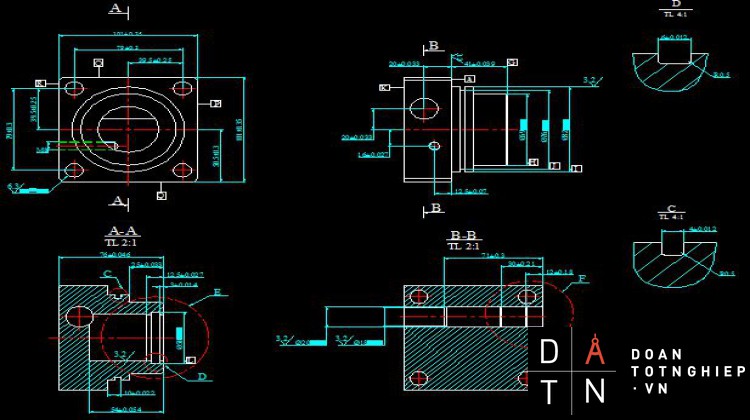
Theo bản vẽ chi tiết ta có các kích thước: Æ82-0.054mm; Æ76-0,046mm; Æ69-0.046mm; Æ50+0.039mm; Æ45+0.039mm; Æ44.5+0.039mm; Æ20+0.033mm; Æ19+0.033mm; Æ18+0.027mm; Æ13+0.18 mm; 76±0.046 mm; 54±0.046 mm; 50.5±0.046 mm; 41±0.039 mm; 39.5±0.039 mm; 25±0.033mm; 20±0.033 mm; 16±0.07mm; 12.5±0.07 mm; 10±0.022 mm; 6±0.012 mm; 4±0.012 mm; 3±0.014 mm.
* Đối với kích thước Æ82-0.054 mm
+ Kích thước danh nghĩa: dN = 82 mm.
+ Sai lệch giới hạn trên: es = 0 mm.
+ Sai lệch giới hạn dưới: ei= 0,054 mm.
+ Kích thước giới hạn trên: dmax = 82 mm.
+ Kích thước giới hạn dưới: dmim = 81,946 mm.
+ Tra bảng 1.29 theo bảng tra DSLG – Trang 41 ta có kích thước Æ82-0.054 mm thuộc miền dung sai h có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ82-0.054 mm = Æ82h8.
* Đồi với kích thước: Æ76-0,046 mm.
+ Kích thước danh nghĩa: dN = 76 mm.
+ Sai lệch giới hạn trên: es = 0 mm.
+ Sai lệch giới hạn dưới: ei = 0.046 mm.
+ Kích thước giới hạn trên: dmax = 76 mm.
+ Kích thước giới hạn dưới: dmim = 75,954 mm.
+ Tra bảng 1.29 theo bảng tra DSLG – Trang 41 ta có kích thước Æ76-0,046 mm thuộc miền dung sai h có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ76-0,046 mm = Æ76h8.
* Đồi với kích thước: Æ69-0.046 mm.
+ Kích thước danh nghĩa: dN = 69 mm.
+ Sai lệch giới hạn trên: es = 0 mm.
+ Sai lệch giới hạn dưới: ei= 0,046 mm.
+ Kích thước giới hạn trên: dmax = 69 mm.
+ Kích thước giới hạn dưới: dmim = 68,954 mm.
+ Tra bảng 1.29 theo bảng tra DSLG – Trang 41 ta có kích thước Æ69-0.046 mm thuộc miền dung sai h có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ69-0.046 mm = Æ69h8
* Đối với kích thước: Æ50+0.039mm
+ Kích thước danh nghĩa: DN = 50 mm.
+ Sai lệch giới hạn trên: ES = 0.039 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 50.039 mm.
+ Kích thước giới hạn dưới: Dmim = 50mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ50+0.039mm thuộc miền dung sai H có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ50+0.039mm = Æ50H8.
* Đối với kích thước: Æ45+0.039mm
+ Kích thước danh nghĩa: DN = 45 mm.
+ Sai lệch giới hạn trên: ES = 0.039 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 45.039 mm.
+ Kích thước giới hạn dưới: Dmim = 45 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ45+0.039mm thuộc miền dung sai H có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ45+0.039mm = Æ45H8.
* Đối với kích thước: Æ44.5+0.039mm
+ Kích thước danh nghĩa: DN = 44.5 mm.
+ Sai lệch giới hạn trên: ES = 0.039mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 44.539 mm.
+ Kích thước giới hạn dưới: Dmim = 45 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ44.5+0.039mm thuộc miền dung sai H có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ44.5+0.039mm = Æ44.5H8.
* Đối với kích thước: Æ20+0.033mm
+ Kích thước danh nghĩa: DN = 20 mm.
+ Sai lệch giới hạn trên: ES = 0.033 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 20.033 mm.
+ Kích thước giới hạn dưới: Dmim = 20 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ20+0.033mm thuộc miền dung sai H có cấp chính xác 7. Ký hiệu IT7.
Vậy Æ20+0.033mm = Æ20H8
* Đối với kích thước: Æ19+0.033mm
+ Kích thước danh nghĩa: DN = 19 mm.
+ Sai lệch giới hạn trên: ES = 0.033 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 19.033 mm.
+ Kích thước giới hạn dưới: Dmim = 19 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ19+0.033mm thuộc miền dung sai H có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ19+0.033mm = Æ19H8
* Đối với kích thước: Æ18+0.027mm
+ Kích thước danh nghĩa: DN = 18 mm.
+ Sai lệch giới hạn trên: ES = 0.027 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 18.027 mm.
+ Kích thước giới hạn dưới: Dmim = 18 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ18+0.027mm thuộc miền dung sai H có cấp chính xác 8. Ký hiệu IT8.
Vậy Æ18+0.027mm = Æ18H8
* Đối với kích thước: Æ13+0.18mm
+ Kích thước danh nghĩa: DN = 13 mm.
+ Sai lệch giới hạn trên: ES = 0.18 mm.
+ Sai lệch giới hạn dưới: EI= 0 mm.
+ Kích thước giới hạn trên: Dmax = 13.18 mm.
+ Kích thước giới hạn dưới: Dmim = 18 mm.
+ Tra bảng 1.14 theo bảng tra DSLG – Trang 18 ta có kích thước Æ13+0.18mm thuộc miền dung sai H có cấp chính xác 12. Ký hiệu IT12.
Vậy Æ13+0.18mm = Æ13H12
* Đối với kích thước: 76±0.046 mm
+ Kích thước danh nghĩa: dN = 76 mm.
+ Sai lệch giới hạn trên: es = +0.046 mm.
+ Sai lệch giới hạn dưới: ei = -0.046 mm.
+ Kích thước giới hạn trên: dmax = 76.046 mm.
+ Kích thước giới hạn dưới: dmin = 75.954 mm.
+ Dung sai ITd = es – ei = 0.046 – (-0.046) = 0.092 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 76-0.046 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 54±0.046 mm
+ Kích thước danh nghĩa: dN = 54 mm.
+ Sai lệch giới hạn trên: es = +0.046 mm.
+ Sai lệch giới hạn dưới: ei = -0.046 mm.
+ Kích thước giới hạn trên: dmax = 54.046 mm.
+ Kích thước giới hạn dưới: dmin = 53.954 mm.
+ Dung sai ITd = es – ei = 0.046 – (-0.046) = 0.092 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 54-0.046 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 41±0.039 mm
+ Kích thước danh nghĩa: dN = 41 mm.
+ Sai lệch giới hạn trên: es = +0.039 mm.
+ Sai lệch giới hạn dưới: ei = -0.039 mm.
+ Kích thước giới hạn trên: dmax = 41.039 mm.
+ Kích thước giới hạn dưới: dmin = 40.961 mm.
+ Dung sai ITd = es – ei = 0.039 – (-0.039) = 0.078 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 41-0.039 mm có cấp chính xác 8.
Kí hiệu: IT8.
Kí hiệu: IT8.
* Đối với kích thước: 25±0.033 mm
+ Kích thước danh nghĩa: dN = 25 mm.
+ Sai lệch giới hạn trên: es = +0.033 mm.
+ Sai lệch giới hạn dưới: ei = -0.033 mm.
+ Kích thước giới hạn trên: dmax = 25.033 mm.
+ Kích thước giới hạn dưới: dmin = 24.967 mm.
+ Dung sai ITd = es – ei = 0.033 – (-0.033) = 0.066 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 25-0.033 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 20±0.033 mm
+ Kích thước danh nghĩa: dN = 20mm.
+ Sai lệch giới hạn trên: es = +0.033 mm.
+ Sai lệch giới hạn dưới: ei = -0.033 mm.
+ Kích thước giới hạn trên: dmax = 20.033 mm.
+ Kích thước giới hạn dưới: dmin = 19.967 mm.
+ Dung sai ITd = es – ei = 0.033 – (-0.033) = 0.066 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 20-0.033 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 16±0.07 mm
+ Kích thước danh nghĩa: dN = 16 mm.
+ Sai lệch giới hạn trên: es = +0.07 mm.
+ Sai lệch giới hạn dưới: ei = -0.07 mm.
+ Kích thước giới hạn trên: dmax = 16.07 mm.
+ Kích thước giới hạn dưới: dmin = 15.93 mm.
+ Dung sai ITd = es – ei = 0.07 – (-0.07) = 0.14 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 16-0.07 mm có cấp chính xác 10.
Kí hiệu: IT10.
* Đối với kích thước: 12.5±0.07 mm
+ Kích thước danh nghĩa: dN = 12.5 mm.
+ Sai lệch giới hạn trên: es = +0.07 mm.
+ Sai lệch giới hạn dưới: ei = -0.07 mm.
+ Kích thước giới hạn trên: dmax = 12.57 mm.
+ Kích thước giới hạn dưới: dmin = 12.43 mm.
+ Dung sai ITd = es – ei = 0.07 – (-0.07) = 0.14 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 12.5-0.07 mm có cấp chính xác 10.
Kí hiệu: IT10.
* Đối với kích thước: 10±0.022 mm
+ Kích thước danh nghĩa: dN = 10 mm.
+ Sai lệch giới hạn trên: es = +0.022 mm.
+ Sai lệch giới hạn dưới: ei = -0.022 mm.
+ Kích thước giới hạn trên: dmax = 10.022 mm.
+ Kích thước giới hạn dưới: dmin = 9.978 mm.
+ Dung sai ITd = es – ei = 0.022 – (-0.022) = 0.044 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 10-0.022 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 6±0.012 mm
+ Kích thước danh nghĩa: dN = 6 mm.
+ Sai lệch giới hạn trên: es = +0.012 mm.
+ Sai lệch giới hạn dưới: ei = -0.012 mm.
+ Kích thước giới hạn trên: dmax = 6.012 mm.
+ Kích thước giới hạn dưới: dmin = 5.988 mm.
+ Dung sai ITd = es – ei = 0.012 – (-0.012) = 0.024 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 6-0.012 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 4±0.012 mm
+ Kích thước danh nghĩa: dN = 4 mm.
+ Sai lệch giới hạn trên: es = +0.012 mm.
+ Sai lệch giới hạn dưới: ei = -0.012 mm.
+ Kích thước giới hạn trên: dmax = 4.012 mm.
+ Kích thước giới hạn dưới: dmin = 3.988 mm.
+ Dung sai ITd = es – ei = 0.012 – (-0.012) = 0.024 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 4-0.012 mm có cấp chính xác 8.
Kí hiệu: IT8.
* Đối với kích thước: 3±0.014 mm
+ Kích thước danh nghĩa: dN = 3 mm.
+ Sai lệch giới hạn trên: es = +0.014 mm.
+ Sai lệch giới hạn dưới: ei = -0.014 mm.
+ Kích thước giới hạn trên: dmax = 3.014 mm.
+ Kích thước giới hạn dưới: dmin = 2.986 mm.
+ Dung sai ITd = es – ei = 0.014 – (-0.014) = 0.028 mm.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4 ta có kích thước 3-0.014 mm có cấp chính xác 8.
Kí hiệu: IT8.
1.2.1.2, Các kích thước không chỉ dẫn:
Đối với những kích thước không chỉ dẫn gồm các kích thước:
- Kích thước giữa hai mặt đã gia công.
- Kích thước giữa một mặt đã gia công đến một mặt không gia công.
- Kích thước giữa hai mặt không gia công.
- Kích thước của các bán kính góc lượn, vát mép,…
Theo quy định trong TCVN 2244 – 77 và 2244 - 77 thì đối với những kích thước không chỉ dẫn ta chọn cấp chính vác từ 12 ¸ 17.
* Đối với kích thước xác định khoảng cách giữa hai mặt đã gia công ta chọn cấp chính xác 12. Gồm các kích thước: 101; 79; 71; 50.5; 39.5; 30; 12.
Tra bảng 1.4 theo Bảng tra DSLG – Tr4.
+ Kích thước101mm có:
es = +0.35 mm.
ei = -0.35 mm.
+ Kích thước 79mm có:
es = +0.3 mm.
ei = -0.3 mm.
+ Kích thước 71mm có:
es = +0.3 mm.
ei = -0.3mm.
+ Kích thước 50.5mm có:
es = +0.3 mm.
ei = -0.3 mm.
+ Kích thước 39.5mm có:
es = +0.25 mm.
ei = -0.25 mm.
+ Kích thước 30mm có:
es = +0.21 mm.
ei = -0.21 mm.
+ Kích thước 12mm có:
es = +0.18 mm.
ei = -0.18 mm.
1.2.2, Phân tích về độ chính xác về hình dáng hình học
Tiến hành phân tích độ chính xác về hình dáng hình học quan trọng của chi tiết gia công ta có:
Dung sai độ tròn của Æ82+0.035 ≤ 0.025 mm.
Dung sai độ tròn của Æ76+0.03 ≤ 0.025 mm.
Dung sai độ tròn của Æ69+0.03 ≤ 0.025 mm.
Dung sai độ tròn của Æ50+0.025 ≤ 0.02 mm.
Dung sai độ tròn của Æ45+0.025 ≤ 0.02 mm.
Dung sai độ tròn của Æ44.5+0.025 ≤ 0.02 mm.
1.2.3, Phân tích độ chính xác về vị trí tương quan:
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau:
* Dung sai độ song song giữa mặt A với tâm lỗ Æ20 ≤ 0.016 mm. Tra bảng 2.15 tập Bảng tra DSLG – Tr82 thì sai lệch này thuộc cấp chính xác 8.
* Dung sai độ song song giữa mặt G với mặt A ≤ 0.025 mm. Tra bảng 2.15 tập Bảng tra DSLG – Tr82 thì sai lệch này thuộc cấp chính xác 8.
* Dung sai độ đồng trục giữa Æ44,5 và Æ82 là 0,05 mm. Tra bảng 2.21 tập Bảng tra DSLG – Tr91 thì sai lệch này thuộc cấp chính xác 8.
* Dung sai độ đảo hướng độ đảo hướng kính và đảo hướng kính toàn phần của mặt I so với mặt B là 0,05 mm. Tra bảng 2.21 tập Bảng tra DSLG – Tr91 thì sai lệch này thuộc cấp chính xác 8.
1.2.4, Phân tích độ nhám bề mặt và độ chính xác bề mặt của chi tiết gia công:
* Ra: Sai lệch trung bình số học của profin
Ra là trị số trung bình cả khoảng cách từ các điểm trên đường nhấp nhô trung bình.
Các Æ82-0.054 mm; Æ69-0.046 mm; Æ50+0.039mm; Æ45+0.039mm; Æ44.5+0.039mm; Æ20+0.033mm; Æ19+0.033mm; Æ18+0.027mm sau khi gia công đạt độ nhám Ra3.2 µm. Theo bảng 2.29 tập Bảng tra DSLG – Tr97 đạt độ nhám ở cấp chính xác 8.
Các mặt A; G; K sau khi gia công đạt độ nhám Ra3.2. Theo bảng 2.29 tập Bảng tra DSLG – Tr97 đạt độ nhám ở cấp chính xác 8.
Lỗ Æ13+0.18mm sau khi gia công đạt độ nhám Ra6.3. Theo bảng 2.29 tập Bảng tra DSLG – Tr97 đạt độ nhám ở cấp chính xác 12.
Các măt gia công còn lại có độ nhám Ra6.3. Theo bảng 2.29 tập Bảng tra DSLG – Tr97 đạt độ nhám ở cấp chính xác 12.
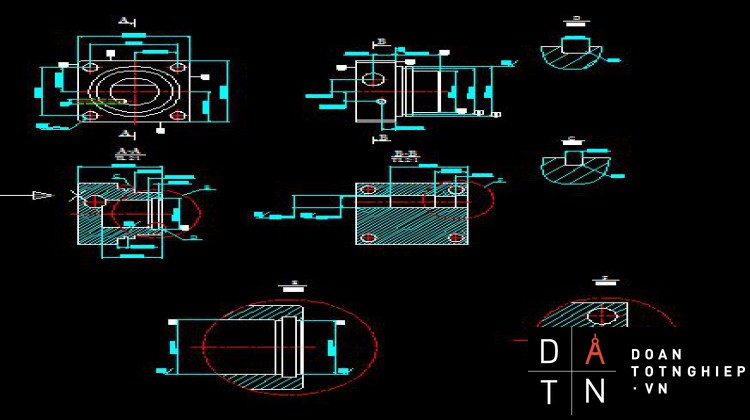
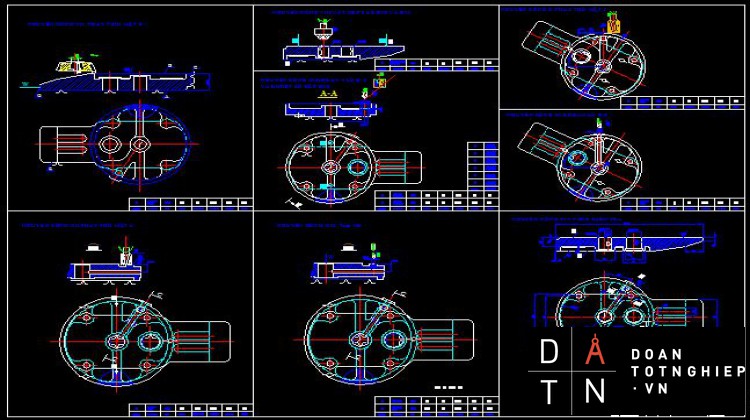
1.3, PHÂN TÍCH KẾT CẤU, HÌNH DẠNG CHI TIẾT GIA CÔNG
Chi tiết CỔNG VAN CỨU HỘ có kết cấu đơn giản gốm các đường kính trục và lỗ khác nhau, các đường kính này đồng tâm với nhau. Các đường kích trục Æ82 mm; Æ76 mm; Æ69 mm và các đường kính lỗ Æ50 mm; Æ45 mm; Æ44,5 mm đồng tâm với nhau. Các đường kính Æ18 mm; Æ19 mm; Æ20 mm đồng tâm với nhau và vuông góc với đường tâm của các kích thước trên. Ngoài ra chi tiết còn có một lỗ ren M8. Nhìn vào bản vẽ chi tiết ta thấy CỔNG VAN CỨU TRỢ là một chi tiết dạng bạc vì chiều dài chi tiết nhỏ hơn đường kính của chi tiết.
1.4, XÁC ĐỊNH SẢN LƯỢNG HÀNG NĂM
1.4.1, Tính khối lượng chi tiết gia công:
+ Thể tích hình hộp chữ nhật dài 101 mm, rộng 101 mm, cao 35 mm.
* V1 = a x b x h = 101 x 101 x 35 = 357035 mm3.
+ Thể tích khối lăng trụ Æ69 mm, cao 25 mm.
* V2 = = .
+ Thể tích khối lăng trụ Æ82 mm, cao 6 mm.
* V3 = = .
+ Thể tích khối lăng trụ Æ76 mm, cao 4 mm.
* V4 = = .
+ Thể tích khối lăng trụ Æ82 mm, cao 6 mm.
* V5 = = .
+ Thể tích khối lăng trụ Æ44,5 mm, cao 3 mm.
* V6 = = .
+ Thể tích khối lăng trụ Æ50 mm, cao 6 mm.
* V7 = = .
+ Thể tích khối lăng trụ Æ44,5 mm, cao 3,5 mm.
* V8 = = .
+ Thể tích khối lăng trụ Æ45 mm, cao 41,5 mm.
* V9 = = .
+ Thể tích khối lăng trụ Æ18 mm, cao 30 mm.
* V10 = = .
+ Thể tích khối lăng trụ Æ20 mm, cao 41 mm.
* V11 = = .
+ Thể tích khối lăng trụ Æ18 mm, cao 18 mm.
* V12 = = .
+ Thể tích khối lăng trụ Æ19 mm, cao 12 mm.
* V13 = = .
+ Thể tích lỗ ren M8, cao 41 mm.
* V14 = = .
+ Thể tích khối lăng trụ Æ13 mm, cao 35 mm.
* V15 = = .
+ Thể tích hình hộp chữ nhật có chiều dài 3 mm, rộng 3 mm, cao 35 mm.
* V16 = a x b x h = 3 x 3 x 35 = 315 mm3.
® Thể tich mép vát 3x45o là: V16/2 = 315/2 = 175,5 mm3.
Vậy thể tích của chi tiết: VCT = Vđặc - Vrỗng = [357035 + 93434,625 + 31670,04 + 18136,64 + 31670,4] – [4663,5 + 11775 + 5440,7 + 65969,4 + 7630,2 + 12874 + 4578,12 + 3400,62 + 2059,84 + (4643,275 x 4) + (175,5 x 4)] = 394280,225 mm3.
Trọng lượng của chi tiết: MCT = VCT x g = 394280,225 x 10-6 x 7,852 = 3,1 Kg.
Với g (Kg/dm3) = 7,852: là trọng lương riêng của thép.
Xác định sản lượng trong năm:
Mục đích của phần này là xác định hình thức sản xuất đơn chiếc, hàng loạt (hàng loạt vừa, hàng loạt lớn và hàng loạt nhỏ) và hàng khối. Để từ đó cải thiện công nghệ của chi tiết.
Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau:
N = N1 + chiếc/năm.
Ở đây: số N – số chi tiết được sản xuất trong một năm.
N1 – số sản phẩm (số máy) được sản xuất trong một năm
m – số chi tiết trong một sản phẩm.
a - số chi tiết phế phẩm ( a = 3 ¸ 6 )%
b - số chi tiết được chế tạo dự trữ ( b = 3¸ 7)%
N: Với dạng sản xuất hàng loạt vừa ( tra bảng trang 6 sách công nghệ chế tạo máy) ta có:
N1 = 500 ¸ 5000 chiếc/năm
.......................................
5.8, Xác định đường kính bulông
Áp dụng công thức 3-3 trang 28 sách Chi Tiết Máy ta có:
std = 1,3sk = 1,3
Þ d1 ³ (*)
Trong đó: d1 là đường kính chân bulông
V là lực kéo sinh ra khi siết đai ốc
Trong trường hợp này ta lấy V = W chính là lực kẹp
Ta có sk = 0,8sch
Thép C45 có sch = 300 N/mm2
Þ sk = 0,8.300 = 240 N/mm2
Thay số vào (*) ta có:
d1 ³ mm.
Þ d = mm.
5.9, Cách sử dụng đồ gá
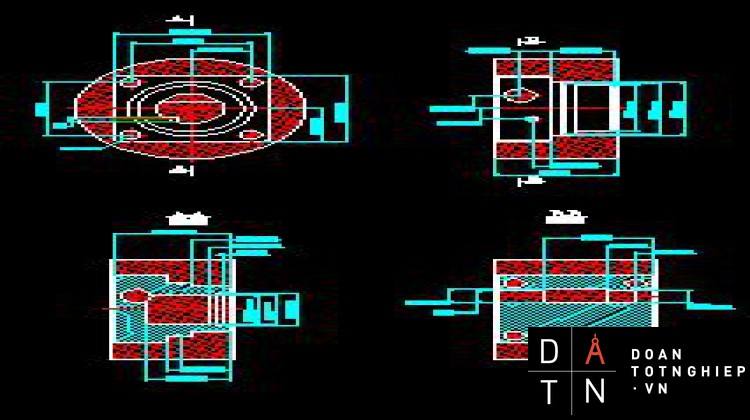
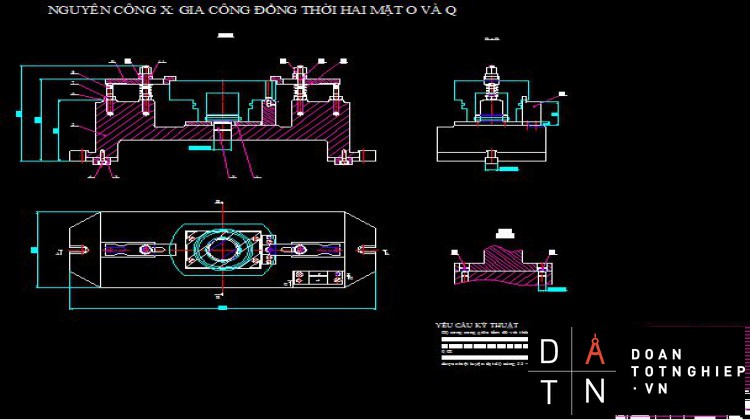
- Đồ gá được cố định trên bàn máy nhờ bulông kẹp. Chi tiết gia công được đạt trên đồ gá sao cho. Mặt G đặt lên tấm đỡ xẻ rãnh khử 3 bậc tự do, mặt trụ Æ44,5 khử 2 bậc tự do, còn mặt O khử 1 bậc tự do còn lại. Sau đó ta kẹp mỏ kẹp vào vị trí cần đặt mỏ kẹp. Ta xiết đai ốc của bulông kẹp lại để kẹp chặt chi tiết trước khi gia công.
- Khi tháo chi tiết ra ta làm ngược lại như trên.
5.10, Cách bảo quản đồ gá
Khi sử dụng đồ gá phải thao tác nhẹ nhàng tránhm àm biến dạng các chi tiết định vị. Đặc biệt là cơ cấu dẫn hướng. Khi sử dụng xong cần phải lau chùi cẩn thận, tra chất bôi trơn và bảo quản tốt để sử dụng được lâu dài.
PHẦN 6: KẾT LUẬN VỀ QUÁ TRÌNH CÔNG NGHỆ
Qúa trình công nghệ đã giải quyết được một số vấn đề cơ bản về các yêu cầu kỹ thuật của chi tiết CỔNG VAN CỨU HỘ như:
- Yêu cầu về độ đồng trục, đồng tâm của các kích thước đường kính trên chi tiết.
- Đảm bảo độ song song giữa mặt A với mặt G.
Kết cấu nguyên công và đồ gá đảm bảo được một số yêu cầu như:
- Thao tác nhanh, dễ sử dụng
- Đảm bảo được những yêu cầu kỹ thuật của chi tiết.
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK








