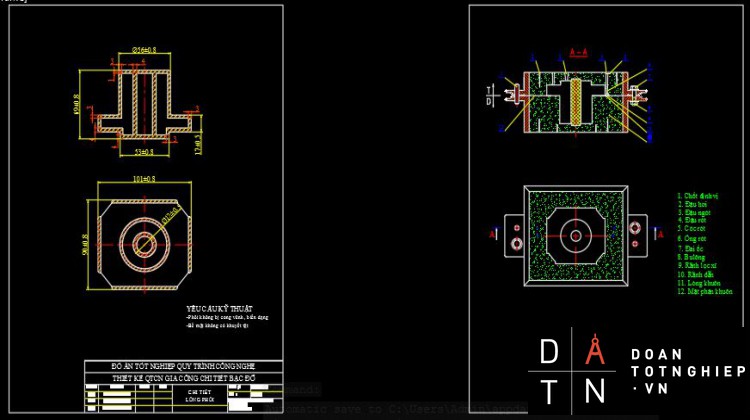
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT DẠNG BẠC ĐỠ CAO THẮNG

NỘI DUNG ĐỒ ÁN
MỤC LỤC CHI TIẾT DẠNG BẠC ĐỠ CAO THẮNG
LỜI NÓI ĐẦU……………………………………………………………………
NHẬN XÉT CỦA GVHD………………………………………………………..
MỤC LỤC………………………………………………………………………...
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG ( CTGC )
- Phân tích công dụng và điều kiện làm việc của CTGC:1
- Phân tích vật liệu chế tạo CTGC:1
- Phân tích độ chính xác gia công:2
- Xác định sản lượng năm:7
PHẦN II: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀXÁC ĐỊNH LƯỢNG DƯ.
- Chọn phôi:7
- Phương pháp chế tạo phôi7
3 Lượng dư gia công và bản vẽ lồng phôi15
PHẦN III: LẬP TRÌNH QUY TRÌNH CÔNG NGHỆ
PHẦN IV: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
1. NGUYÊN CÔNG I : Chuẩn bị phôi .17
2. NGUYÊN CÔNG II : Gia công thô mặt đầu D, mặt trụ Ø50, tiện thô mặt C .18
3. NGUYÊN CÔNG III :Gia công thô mặt đầu A, mặt trụ Ø47, tiện thô mặt B.. 25
4. NGUYÊN CÔNG IV :Khoét ,doa lỗ Ø25.32
5. NGUYÊN CÔNG V : Tiện tinh mặt đầu D, tiện tinh mặt C.......................... .37.
6. NGUYÊN CÔNG VI : Tiện tinh mặt đầu A, tiện tinh mặt trụ Ø47 .44
7. NGUYÊN CÔNG VII: Tiện rãnh……………………………………………….….48
8. NGUYÊN CÔNG VIII :Phay hai mặt song song kích thước 84.49
9. NGUYÊN CÔNG IX :Phay hai mặt song song kích thước 95. 53
10. NGUYÊN CÔNG X : Khoan 4 lỗ Ø11.57
11. NGUYÊN CÔNG XI : Vát mép 4 lỗ Ø11. 59
12. NGUYÊN CÔNG XII : Khoan , taro M14.60
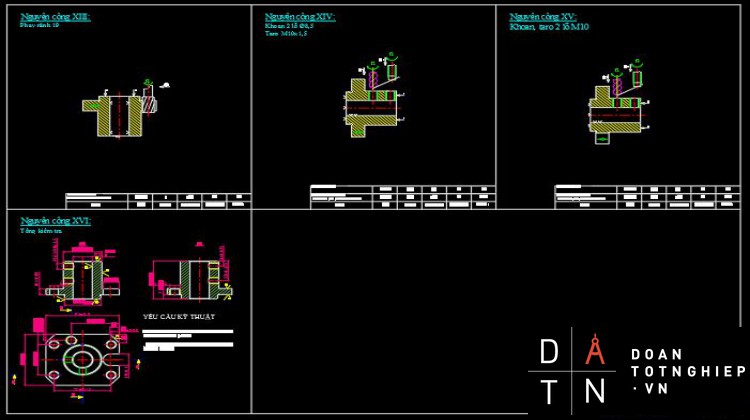
13. NGUYÊN CÔNG XIII : Phay rãnh 19. 63
14. NGUYÊN CÔNG XIV :Khoan taro 2 lỗ M10. 64
15. NGUYÊN CÔNG XV :Khoan taro 2 lỗ M10. 68
16. NGUYÊN CÔNG XVI : Tổng kiểm tra. 72
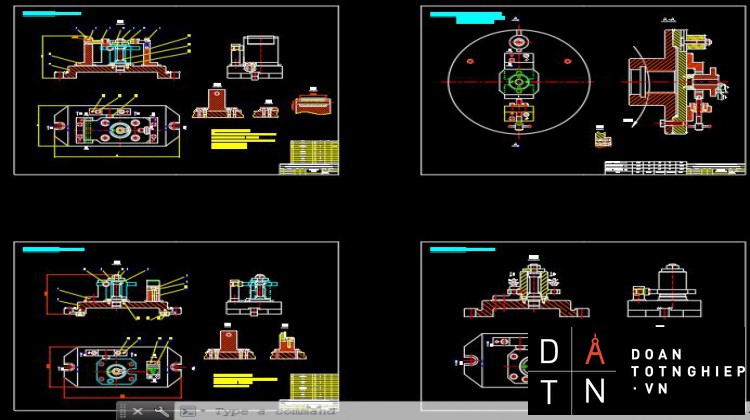
PHẦN V: THIẾT KẾ ĐỒ GÁ.
PHẦN VI: KẾT LUẬN.
TÀI LIỆU THAM KHẢO.
Phần I: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích chức năng,điều kiện làm việc.
- Chức năng:
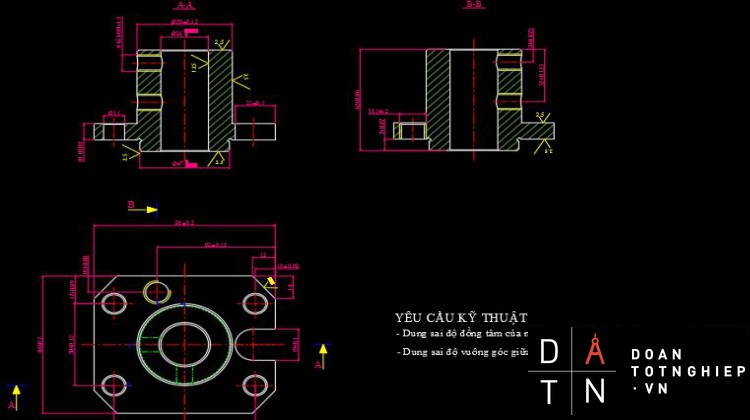
“Bạc đõ” là chi tiết dạng bạc, có hình ống tròn, thành mỏng, trên chi tiết có mặt bích.
Chức năng chính của bạc đỡ là được dùng để đỡ các trục quay. Mặt làm việc chính của bạc đỡ là mặt trong (lỗ f25).
- Điều kiện làm việc:
Trong quá trình làm việc bạc đỡ luôn chịu tải trọng va đập và dao động. Mặt làm việc (lỗ f25) luôn chịu ma sát và mài mòn, nhiệt độ làm việc tương đối cao. Tuy nhiên nó không đến mức quá khắc nghiệt bởi nó được bôi trơn trong quá trình làm việc.
- Phân tích vật liệu chế tạo chi tiết
Chi tiết gia công được làm bằng vật liệu thép C45
- Theo TCVN thành phần của thép C45 (ngoài Fe) bao gồm:
|
Thành phần hóa học |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Cr+Mo+Ni |
|
|
Tỷ lệ % nguyên tố |
0,42-0,50 |
0,40 |
0,50-0,80 |
0,045 |
0,045 |
0,40 |
0,10 |
0,40 |
0,63 |
- |
|
Dung sai |
± 0,02 |
+ 0,03 |
± 0,04 |
+ 0,005 |
+ 0,005 |
+ 0,05 |
+ 0,03 |
+ 0,05 |
|
|
- Độ cứng 30 ÷ 50HRC
- Độ bền kéo σk = 580N/
- Độ bền chảy σch = 290N/
- Phân tích độ chính xác khi gia công:
- Độ chính xác của kích thước:
vĐối với các kích thước có chỉ dẫn dung sai:
- Kích thước 8±0,075 :
Kích thước danh nghĩa dN=8mm
Sai lệch trên:es=0,075mm
Sai lệch dưới:ei=-0,075mm
ðDung sai kích thước ITd=es-ei =0,15mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 32±0,125 :
Kích thước danh nghĩa dN=32mm
Sai lệch trên:es=0,125mm
Sai lệch dưới:ei=-0,125mm
ðDung sai kích thước ITd=es-ei =0,25mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 62±0,06 :
Kích thước danh nghĩa dN=62mm
Sai lệch trên:es=0,06mm
Sai lệch dưới:ei=-0,06mm
ðDung sai kích thước ITd=es-ei =0,12mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 10
- Kích thước Ø50±0,12 .
Kích thước danh nghĩa dN= 50mm
Sai lệch trên:es= 0,12mm
Sai lệch dưới:ei= -0,12mm
ðDung sai kích thước ITd=es-ei = 0,24mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 10
- Kích thước Ø25-0,033 :
Kích thước danh nghĩa dN= 25mm
Sai lệch trên:es= 0,033mm
Sai lệch dưới:ei= 0
ðDung sai kích thước ITd=es-ei = 0,033 mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 8
- Kích thước 10±0,08 :
Kích thước danh nghĩa dN=10mm
Sai lệch trên:es= 0,08mm
Sai lệch dưới:ei= -0,08mm
ðDung sai kích thước ITd=es-ei = 0,16mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước Ø47±0,05 .
Kích thước danh nghĩa dN=47mm
Sai lệch trên:es=0,05mm
Sai lệch dưới:ei=-0,05mm
ðDung sai kích thước ITd=es-ei =0,1mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 10
- Kích thước 95±0,2:
Kích thước danh nghĩa dN= 95mm
Sai lệch trên:es= 0,2mm
Sai lệch dưới:ei= -0,2mm
ðDung sai kích thước ITd=es-ei =0,4mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 84±0,2:
Kích thước danh nghĩa dN= 84mm
Sai lệch trên:es= 0,2mm
Sai lệch dưới:ei= -0,2mm
ðDung sai kích thước ITd=es-ei = 0,4mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 50±0,12 .
Kích thước danh nghĩa dN= 50mm
Sai lệch trên:es= 0,12mm
Sai lệch dưới:ei= -0,12mm
ðDung sai kích thước ITd=es-ei = 0,24mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 75±0,15 .
Kích thước danh nghĩa dN= 75mm
Sai lệch trên:es= 0,15mm
Sai lệch dưới:ei= -0,15mm
ðDung sai kích thước ITd=es-ei = 0,3mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 10±0,08 :
Kích thước danh nghĩa dN= 10mm
Sai lệch trên:ES= 0,08mm
Sai lệch dưới:EI= -0,08mm
ðDung sai kích thước ITd=ES-EI = 0,16mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 62±0,15:
Kích thước danh nghĩa dN= 62mm
Sai lệch trên:ES= 0,15mm
Sai lệch dưới:EI = 0,15mm
ðDung sai kích thước ITd=ES-EI =0,06mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 21±0,1:
Kích thước danh nghĩa dN= 21mm
Sai lệch trên:ES= 0,1mm
Sai lệch dưới:EI = 0,1mm
ðDung sai kích thước ITd=ES-EI =0,2mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
- Kích thước 19±0,1:
Kích thước danh nghĩa dN= 21mm
Sai lệch trên:ES= 0,1mm
Sai lệch dưới:EI = 0,1mm
ðDung sai kích thước ITd=ES-EI =0,2mm
Tra bảng 1.4/trang 4 sách BTDSLG:
ðĐộ chính xác về kích thước đạt CCX 12
vCác kích thước không chỉ dẫn dung sai
- Các kích thước không chỉ dẫn dung sai giới hạng bởi hai bề mặt gia công có CCX 12:
+ Kích thước Ø11, 12, 14 CCX12. Tra bảng 1,4/trang 4 sách BTDSLP ta được IT=0,18mm
Các kích thước không chỉ dẫn dung sai giới hạn bởi 1 mặt gia công, 1 mặt không gia công:
Các kích thước không chỉ dẫn dung sai giới hạn bởi 2 mặt phẳng không gia công :
- Độ chính xác về vị trí tương quan
- Dung sai độ vuông góc giữa tâm lỗ ∅25 với hai mặt đầu ≤ 0.02 (tra bảng 2.15 trang 82 sách BTDSLG)
- Độ đồng tâm của các lỗ ∅25, ∅50 ≤0.05 ( tra bảng 2.15 trang 82 sách BTDSLG)
- Chất lượng bề mặt.
+ Độ nhám bề mặt Ø25 có Ra=1,25 , tra bảng 5-2 đạt độ nhám cấp 7.
+ Độ nhám bề mặt A, B, C, D, Ø50, Ø47 có Ra=2,5, tra bảng 5-2 đạt độ nhám cấp 6.
+ Độ nhám bề mặt có kích thước 95±0,02, 84±0,02, ∅11 có Rz=40 tra bảng 5-2 đạt độ nhám cấp 4.
+ các bề mặt còn lại có Rz=80, tra bảng 5-2 có độ nhám cấp 3.
- Kết luận:
Từ những phân tích trên về kích thước, vị trí tương quan giữa các bề mặt, chất lượng bề mặt ta thấy chi tiết phù hợp với điều kiện làm việc, chi tiết có yêu cầu kỹ thuật phù hợp với phương pháp gia công chế tạo.
- Xác định sản lượng năm
- Khối lượng chi tiết : Mct = 1.01 Kg (dựa vào phần mềm Creo Paramatric)
- Dựa vào dạng sản xuất hàng loạt vừa và khối lượng CTGC Mct= 1.01Kg tra bảng 1.2 trang 10 ( Giáo trình Công nghệ chế tạo máy 1_ Ths. Võ Văn Cường), sản lượng hằng năm là 200 – 500 sản phẩm/năm.
PHẦN II : CHỌN PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
- Chọn phôi :
Trong chế tạo cơ khí người ta thường dùng 3 loại phôi chủ yếu là: phôi cán, phôi rèn, phôi đúc.
- Phương pháp chế tạo phôi
2.1. Phương pháp chế tạo phôi đúc
2.1.1. Đúc trong khuôn hủy
- Đúc trong khuôn cát
Đúc mẫu gỗ làm khuôn bằng tay: phương pháp này có độ chính xác kích thước thấp, vì quá trình làm khuôn có sự xê dịch của mẫu trong chất làm khuôn và sai số chế tạo mẫu. Năng suất thấp vì quá trình thực hiện bằng tay. Do đó nó chỉ dung trong sản suất đơn chiếc hoặc đúc những chi tiết có trọng lượng lớn như bệ máy, thân máy của các máy cắt gọt kim loại.
Đúc mẫu gỗ làm khuôn bằng máy:phương pháp này có năng suất và độ chính xác cao hơn phương pháp trên vì đảm bảo sự thống nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Muốn khuôn ép sát người ta có thể dung đầm hơi hay dung phương pháp rung động để dồn khuôn. Phương pháp này dùng trong sản suất hàng loạt loại nhỏ với trọng lượng chi tiết không lớn lắm. Sai số chủ yếu do mẫu gây ra.
Đúc mẫu kim loại làm khuôn bằng máy: phương pháp này có năng suất và độ chính xác cao hơn các phương pháp trên vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Người ta dùng phương pháp đầm hơi hoặc dùng phương pháp rung động để dầm khuôn. Phương pháp này dùng trong sản suất hàng loạt vừa trở lên.
- Đúc khuôn chân không
Để tạo khuôn chân không,người ta dùng cát không có chất kết dính. Hai nữa mẫu vật có những lỗ khoan nhỏ thông với thùng rỗng của hộp khuôn chân không
Một tấm màng co (plastic mỏng) được phủ trùm lên mẫu vật. Dưới sức nóng của hộp sưởi điện bên trên và do sức hút chân không từ mặt dưới, tấm màng co biến dạng theo hình thù của vật mẫu. Đổ cát lên trên tấm plastic.
Qua sự rung đều của bộ khuôn, cát trong khuôn dồn khít lại. Sau đó ta phủ lên trên một tấm màng co thứ hai. Dưới sức hút chân không, cát trong long khuôn bị nén chặt. Khi tắt máy hút chân không ta có thểtách khuôn đúc ra khỏi mẫu. Sau khi tạo xong nữa kia của khuôn, hai nửa trên dưới được ghép lại với nhau, gài chắc và đúc. Trong khi đó, vẫn giữ toàn bộ hộp khuôn trong tình trạng bị hút chân không – áp suất âm. Khikim loại được rót vào, tấm màng co sẽ bị bốc hơi.
Sau khi vật đúc đã được đông đặc lại, tắt máy hút chân không, vật đúc (và cát nén) tự động rơi ra khỏi khuôn. Cát làm khuôn có thể sử dụng lại.
Ứng dụng: dùng đúc bệ máy công cụ và tấm thành khung hai bên của máy in
- Đúc khuôn vỏ mỏng
Khuôn vỏ mỏng là loại hộp khuôn và long khuôn chỉ dày khoảng vài mm, làm bằng hỗn hợp cát thạch anh mịn và chất nhựa phenol (phenolic resin). Muốn tạo khuôn và lõi người ta để hỗn hợp cát + nhựa phenol vào nữa mẫu đã được nung nóng. Sau khoảng 20 – 40 giây nhựa phenol đông cứng và tạo nên một lớp vỏ mỏng độ 8 – 12 mm, vậy là khuôn mỏng đã hoàn thành. Khuôn mỏng sau khi tách ra khỏi thiết bị tạo mẫu ở nhiệt độ 5500C sẽ trở nên cứng lại. Lõi cũng được chế tạo với quy trình như vậy.
Hai nữa khuôn mỏng dán lại với nhau tạo thành ra một khuôn đúc hoàn chỉnh được đặt trên nền cát và có thể đúc được sản phẩm.
Bề mặt của các sản phẩm đúc từ khuôn vỏ mỏng có độ bóng bề mặt và độ chính xác cao
Ứng dụng: dùng đúc cánh tua-bin của tua-bô nạp khí thải và nắp quy-lát của các động cơ xe hơi…
2.1.2. Đúc trong khuôn mẫu hủy
- Đúc khuôn mẫu chảy
Để đúc các sản phẩm tinh vi người ta sử dụng mẫu bằng vật liệu có độ nóng chảy thấp như sáp hay chất nhựa. Nhiều vật mẫu được sắp đặt chung với nhau tạo thành một chùm dính nhau có chung một đậu rót và kênh dẫn. Qua nhiều lần nhấn vào một dung dịch gồm sứ sệt, đất sét nhão và sau đó được rắc lên một lớp bột sứ khô, chùm mẫu có một lớp áo bằng gốm sứ có độ bền nhiệt cao. Sau khi được sấy khô, lớp áo gốm sứ này sẽ trở thành khuôn đúc. Khi toàn bộ khuôn bị nung nóng ở nhiệt độ cao, mẫu sáp bị nóng chảy và đổ ra ngoài. Kế tiếp bộ khuôn được nung nóng ở nhiệt độ khoảng 10000C để có độ rắn chắc cần thiết. Phần mẫu sáp nhựa còn sót lại trong lòng khuôn sẽ bị thiêu hủy. Đối với loại khuôn mỏng phải đúc ở nhiệt độ cao khi khuôn còn nóng.
Sau khi kim loại đã đông đặc người ta phải bỏ lớp vỏ áo, sau đó cắt rời từng sản phẩm khỏi hệ thống ống rót và kênh dẫn
Do nhiệt độ của khuôn đúc cao nên có thể đúc các chi tiết phức tạp, tinh vi cũng như các sản phẩm đúc bằng thép hợp kimcó bề mặt rộng nhưng bề dày mỏng và tiết diện nhỏ. Sản phẩm đúc có đặc điểm: chất lượng bề mặt cao và kích thước chính xác.
Ứng dụng: Đúc cánh tua-bin và bánh cánh quạt tua-bin của tua-bô vận hành bằng khí thải
- Đúc khuôn nguyên thể
Để đúc khuôn nguyên thể người ta tạo vật bằng mốp (bọt xốp) cứng nhựa dẻo (nhựa bọt biển cứng) và cát để tạo khuôn đúc. Mẫu bằng nhựa xốp nằm luôn bên trong khuôn. Khi rót kim loại nóng vào, nhựa sẽ cháy tiêu hoặc hóa khí rồi thoát ra ngoài qua lỗ khí. Thời gian chế tạo và giá thành của vật mẫu bằng nhựa xốp cứng rẻ hơn mẫu bằng gỗ.
Kỹ thuật đúc khuôn nguyên thể thích hợp đặc biệt cho việc chế tạo sản phẩm đơn chiếc hoặc hàng mẫu.
Ứng dụng: Đúc bệ nên của máy công cụ và bệ quay của máy tiện carusen lớn.
2.1.3. Đúc trong khuôn vĩnh cửu
- Đúc trong khuôn kim loại
Khuôn kim loại có thể dùng để đúc cả kim loại màu lẫn hợp kim đen, tuổi thọ của khuôn tùy theo nhiệt độ nóng chảy của kim loại đúc. Đối với những kim loại như nhôm, kẽm, đồng thì một khuôn có thể đúc được hàng vạn chi tiết. Khi đúc gang được từ 1500-5000 lần, còn khi đúc thép được 600-700 lần
Ưu điểm:
- Nâng cao được độ chính xác vật đúc, tăng độ láng bề mặt chi tiết đúc.
- Tránh được quá trình làm mẫu, giảm chu kì sản xuất phôi.
Khuyết điểm:
- Giá thành chế tạo tương đối lớn. Nguyên liệu làm khuôn phải có nhiệt độ nóng chảy cao hơn nhiệt độ nóng chảy của nguyên liệu đúc.
- Không đúc được chi tiết có hình dạng phức tạp, có nhiều thành vách mỏng, chiều dày các vách thay đổi đột ngột.
- Không đúc được chi tiết có trọng lượng lớn (chi phí việc làm khuôn sẽ tăng).
Do đó khuôn kim loại chỉ dùng từ sản suất hàng loạt trở lên.
- Đúc li tâm
Lợi dụng nguyên lí tạo thành lực li tâm, đối với vật quan trọng người ta rótkim loại nóng chảy vào khuôn hình ống. Dưới tác dụng của lực li tâm kim loại nóng chảy sẽ văng ra và điền đầy trên thành ống.
Phương pháp này dùng để đúc các vật tròn xoay như ống, xi lanh, và các chi tiết có tâm đối xứng dạng tròn như mặt bích, puli, bánh răng.
Ưu điểm: không hao phí nguyên vật liệu để làm đậu ngót, đậu rót, chất lượng của vật đúc tốt. Lớp mặt ngoài có độ trơn nhẵn cao và có độ bền chặt tốt, Thiết bị dùng để đúc li tâm cũng không phức tạp lắm cho nên không những nó được dùng rộng rãi trong sản suất hàng loạt lớn mà cả trong sản suất loạt nhỏ thậm chí cả sản suất riêng lẻ người ta cũng dùng.
- Đúc áp lực
Đúc áp lực là phương pháp đúc dùng áp suất cao để nén kim loạilỏngvới tốc độ cao vào lòng khuôn một hay nhiều mảnh đã được hâm nóng trước. Dưới áp suất cao, độ điền đầy lòng khuôn được đảm bảo nên có thể đúc những sản phẩm có bề dày nhỏ.
Đối với phương pháp buồng nóng thì buồng áp lực nằm trong bể kim loại lỏng. Phương pháp này dùng để đúc kim loại, vật liệu có độ nóng chảy thấp và các kim loại không ăn mòn pít-tông nén và buồng nén.
Đối với phương pháp buồng nguội thì người ta dùng vót múc kim loại lỏng vào buồng áp lực. Phương pháp này dùng để đúc vật liệu có độ nóng chảy cao và những loại vật liệu ăn mòn mạnh vào pít-tông nén và buồng nén.
Ứng dụng: Đúc vỏ động cơ (thân máy) và hộp vỏ trục khuỷu của động cơ.
2.2. Phương pháp chế tạo phôi cán:
Phôi cán là sản phẩm của nhà máy luyện kim liên hợp để chế tạo trực tiếp chi tiết bằng phương pháp gia công có phôi trên các máy cắt gọt kim loại.
* Phôi cán có hai loại : phôi cán nóng và phôi cán hiệu chuẩn.
- Phôi cán nóng là phôi vừa cán ở nhà máy luyện kim liên hợp ra, chưa được bóc vỏ đen bên ngoài, loại phôi này có độ chính xác kích thước thấp, phôi có D=50mm thì độ chính xác chỉ đạt cấp 12, nếu D=(50-130) thì độ chính xác đường kính đạt cấp 13
- Phôi cán hiệu chuẩn là loại phôi cán nóng được bốc đi lớp vỏ đen bên ngoài do đó loại phôi này có độ chính xác cao hơn. Nếu đường kính phôi đến 100mm thì độ chính xác tới cấp 7 và độ nhãn bề mặt đạt cấp 8. Loại phôi này dùng để gia công trên máy tự động. phôi cán hiệu chuẩn có các hình dạng khác nhau như tròn, lục giác, tam giác thậm chí có cả những tiết diện định hình
- Ưu điểm:
- Độ chính xác của phôi cao, năng xuất chế tạo phôi cao.
- Phôi cán có nhiều dạng và nhiều tiết diện.
- Phương pháp chế tạo phôi đơn giản, rẻ tiền, dễ chế tạo và năng suất cao.
- Nhược điểm:
- Cơ tính vật liệu không tốt phôi có hình dáng đơn giản trên bề mặt.
- Không cán được các loại vật liệu dòn.
- Không cán được các loại phôi có kích thước lớn
2.3. Phương pháp chế tạo phôi rèn
2.3.1. Rèn tự do
- Tính chất ,đặc điểm của rèn tự do
- Rèn tự do là một phương pháp gia công áp lực mà kim loại biến dạng không bị khống chế bởi một mặt nào khác ngoài bề mặt tiếp xúc giữa phôi kim loại với dụng cụ gia công (búa và đe).
- Dưới tác động của lực P do búa (1) gây ra và phản lực N từ đe (3), khối kim loại (2) biến dạng, sự biến dạng chỉ bị khống chế bởi hai mặt trên và dưới, còn các mặt xung quanh hoàn toàn tự do.
Đặc điểm
- Độ chính xác, độ bóng bề mặt chi tiết không cao. Năng suất thấp
- Chất lượng và tính chất kim loại từng phần của chi tiết khó đảm bảo giống nhau nên chỉ gia công các chi tiết đơn giản hay các bề mặt không định hình.
- Chất lượng sản phẩm phụ thuộc vào tay nghề của công nhân.
- Thiết bị và dụng cụ rèn tự do đơn giản.
Dụng cụ
- Nhóm 1: Là những dụng cụ công nghệ cơ bản như các loại đe, búa, bàn là, bàn tóp, sấn, chặt, mủi đột.
- Nhóm 2: Là những dụng cụ kẹp chặt như các loại kềm, êtô và các cơ cấu kẹp chặt
khác.
- Nhóm 3: Là những dụng cụ kiểm tra và đo lường: êke, thước cặp (đo trong đo ngoài, đo chiều sâu, các loại compa.
Công dụng:
- Rèn tựdođược dùng rộng rãi trong sản xuấtđơn chiếc hay hàng loạt nhỏ.Chủ yếu dùng cho sửa chữa, thay thế.
2.3.2. Rèn khuôn
- Rèn khuôn (còn gọi là dập thể tích) là phương pháp gia công áp lực, trong đó kim loại được biến dạng hạn chế trong lòng khuôn dướic tác dụng của lực đập.
- Kết cấu chung của khuôn dập được trình bày trên hình 10.12
- Trong khi dập nửa khuôn trên (1) và nửa khuôn dưới (2) được bắt chặt với đe trên và đe dưới của thiết bị. Phần kim loại thừa chảy vào rãnh tạo thành ba via của vật rèn.
- So với rèn tự do, rèn khuôn có đặc điểm:
+ Độ chính xác và chất lượng vật rèn cao.
+ Có khả năng chế tạo được những chi tiết phức tạp.
+ Năng suất cao.
+ Dễ cơ khí hóa và tự động hóa.
+ Nhưng giá thành chế tạo khuôn cao, khuôn chống mòn, vì vậy phương pháp dập khuôn chỉ thích hợp với sản xuất hàng loạt và hàng khối.
ðVì sản lượng không nhiều , chi tiết có độ phức tạp vừa phải, sản lượng hàng loạt vừa nên ta chọn phương pháp phương pháp đúc trong khuôn cát mẫu kim loại làm khuôn bằng máy làm phương pháp chế tạo phôi đạt CCX II.
SƠ ĐỒ ĐÚC
- Lượng dư gia công và bản vẽ lồng phôi
Tra bảng 5.10 trang 94- Lượng dư gia công cơ và dung sai kích thước danh nghĩa của vặt đúc là thép,CCX II (mm)_ Giáo trính công nghệ chế tạo máy 1 (Nguyễn Phùng Tấn)
- Bề mặt D,C vị trí trong lòng khuôn đúc mặt trên => lượng dư gia công 4
- Bề mặt A,B , vị trí trong lòng khuôn đúc mặt dưới => lượng dư gia công 3
- Bề mặt lỗ , vị trí trong lòng khuôn đúc mặt bên => lượng dư gia công 4
- Bề mặt trụ ngoài , vị trí trong lòng khuôn đúc mặt bên => lượng dư gia công 3
- Bề mặt hai kích thuoc 84 và 95 , vị trí trong lòng khuôn dập mặt bên => lượng dư gia công 3
PHẦN III: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
Phần IV: BIỆN LUẬN QUY TRÌNH GIA CÔNG CƠ
- NGUYÊN CÔNG I: CHUẨN BỊ PHÔI.
- Cơ cấu kẹp chặt.
- Đồ gá sử dụng cơ cấu kẹp bằng bạc chữ C
- Nguyên lý hoạt động: đưa chi tiết vào chốt trụ dài sau đó lắp bạc chữ C lên trên, dùng đai ốc xiết chặt bạc chữ C vào chi tiết rồi tiến hành gia công.
- Lực kẹp.
Đễ chi tiết cân bằng thì tổng các momen ma sát giữa chi tiết gia công với chi tiết định vị và kẹp chặt bằng Momen M.
Mms ≥ M.k
óMms ≥0.89x1.5 (k : hệ số an toàn).
ó Mms ≥1.335
Chọn Mms=2 KGm.
Mms=Fms1.+Fms2.+Fms3.+Fms4.+Fms5. +Fms6.
Mà Fms1 =Fms2=Fms3 =(2W+Po+G).f
-Fms6=Fms5=W.f
ó3.(2W+Po+G).f .26+ W.f.18+ 2.W.f.16=Mms
ó2.W.0,2.5,5 +(2W+185+0.581).0,2.18.W +2.0.2.16.W=2
óW= 92.8(KG)
Để đảm bảo an toàn thì:
W0=W.k => W0 =92.8x2.6=241.3(KG).
v Lực kẹp tại đầu bu lông:
Ta có: L= 97, L1=154
Ta có W= Q => Q=
óQ=
óQ=
v Đường kính của bu lông:
d ≥ C
ód ≥1.4 ≥9.6mm
ð Chọn d=10mm.
-trong đó:
C: 1,4 đối với ren hệ mét cơ bản
: ứng suất kéo, thép C45
W lực kẹp do ren tạo ra (KG)
d đường kính đỉnh ren (mm).
v Lực tác dụng của công nhân
Góc nâng ren: a=3°, bán kính trung bình của ren: rtb = 4.5 (tra sổ tay CNCTM2-468)
Bán kính của miếng đệm: R=x== 9.3 (mm).
= (KG).
(Với cánh tay đòn L=120 mm)
Vậy lực siết của người công nhân là 0.5 KG
v Sai số đồ gá : đồ gá được định vị bằng lỗ được gia công chính xác do đó sai số của đồ gá là do độ hở của chốt và lỗ dùng để định vị. Sai số do mòn dao gây ra.
- TIỆN TINH MẶT ĐẦU D, TIỆN TINH MẶT C, TIỆN TINH MẶT TRU .
- CHỌN PHƯƠNG ÁN ĐỊNH VỊ.
Vì sản xuất hàng loạt vừa, số lượng chi tiết tương đối lớn nên sử dụng cơ cấu định vị tự động bằng các chi tiết định vị:
Mặt A định vị khử 1 bậc tự do
LỗØ25 định vị 4 bậc tự do.
=>Chi tiết được đinh vị 5 bậc tự do.
a) Sơ đồ định vị
Hình 5.2: Sơ đồ định vị.
- CHỌN CHI TIẾT ĐỊNH VỊ VÀ SƠ ĐỒ ĐỊNH VỊ CHI TIẾT LÊN CHI TIẾT ĐỊNH VỊ
a) Chọn chi tiết định vị
-Mặt A không gia công nên được định vị vào vai trục gá đàn hồi khử 1 bậc tự do
- Lỗ định vị khử 4 bậc tự do bằng ống kẹp đàn hồi
Ống kẹp đàn hồi dùng để định vị mặt trụ trong co hai chức năng thực hiện đồng thời là định tâm và kẹp chặt,khi dùng ống kẹp đàn hồi để định vị mặt trụ trong thì mặt trụ trong của chi tiết gia công phải đạt được cấp chính xác 7-9
Hình 5.3: Ống kẹp đàn hồi
b) Sơ đồ định vị
Hình 5.4: Sơ đồ định vị
- TÍNH SAI SỐ CHUẨN
Hình 5.5: Sai số chuẩn
-Xét kích thước 50±0,12 (hình 5.5)
Chuẩn định vị ∅25
Gốc kích thước∅25
=>chuẩn định vị trùng với góc kích thước nên không có sai số chuẩn
- Xét kích thước Ø62 (hình 5.5)
Chuẩn định vị lỗ ∅25
Góc kích thước ∅62.5
=>chuẩn định vị không trùng góc kích thước nên có sai số chuẩn
Ta có:[]==0,15mm (1)
==ES-ei=0,06+0.06=0,12 mm (2)
Từ (1) và (2)=><[]
Vậy kích thước gia công đảm bảo được yêu cầu.
- XÁC ĐỊNH PHƯƠNG ÁN KẸP
Hình5.6: Phương án chọn lực kẹp
- TÍNH TOÁN LỰC KẸP CẦN THIẾT
v Lực kẹp tại đầu bu lông:
Ta có: L= 97, L1=154
Ta có W= Q => Q=
óQ=
óQ=
v Đường kính của bu lông:
d ≥ C
ód ≥1.4 ≥9.6mm
ð Chọn d=10mm.
-trong đó:
C: 1,4 đối với ren hệ mét cơ bản
: ứng suất kéo, thép C45
W lực kẹp do ren tạo ra (KG)
d đường kính đỉnh ren (mm).
v Lực tác dụng của công nhân
Góc nâng ren: a=3°, bán kính trung bình của ren: rtb = 4.5 (tra sổ tay CNCTM2-468)
Bán kính của miếng đệm: R=x== 9.3 (mm).
= (KG).
(Với cánh tay đòn L=120 mm)
Vậy lực siết của người công nhân là 0.5 KG
- HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ
Chi tiết được định vị bởi ống kệp đàn hồi (2) tự định tâm 4 bậc,vai trục ren 1 bậc.Thân gá được lắp vào mâm trung gian (lắp vào truc chính máy tiện) bằng 3 bulông M8. Chi tiết được kẹp chặt nhờ tác động của đai ốc (6) làm bạc trượt (2) và vòng đệm trung gian (5) tịnh tiến dọc trục kéo theo vong đệm đàn hôi (3) vị nén nén theo phương dọc trục dẫn đến có sự giãn nở theo phương hướng kính sẽ giúp tự định tâm và kẹp chặt chi tiết
Quy trình đó được lặp đi lặp lại nhiều lần tạo thành một chu kỳ xuyên suốt trong quá trình sản xuất.
- ĐÔ GÁ KHOÉT, DOA LỖ 25.
- Từ sơ đồ kết cấu, đồ gá sử dụng các chi tiết định vị:
-Hai phiến tỳ khủ 3 bậc tự do
-Khối V khủ 2 bậc tự do
- Tính toán sai số chuẩn
Khi ta định vị phiến tỳ ở mặt đáy thì chuẩn định vị trùng với góc kích thước nên sai số chuẩn =0.
Nhưng ngoài ra sai số chuẩn của Ø25 còn thụ thuộc vào đường kính dao, khi cắt dao mòn thi sẽ có sai số chuẩn
- Thiết kế cơ cấu kẹp chặt
Đồ gá sử dụng cơ cấu kẹp liên động
- Tính toán lực kẹp cần thiết
Trong lúc khoan doa, lực dọc trục nhỏ vì P, G, W cùng chiều, nên lực kẹp cần thiết rất nhỏ, có thể bỏ qua. Lúc này chi tiết còn chịu Moment xoắn M do chuyển động quay của dụng cụ cắt gây ra, vì vậy lực kẹp W do cơ cấu kẹp tạo ra phải đủ lớn để thắng được moment xoắn này
Khi tính cần xác định được tâm quay, và điểm đặt của lực kẹp, rồi từ đó suy ra
M= W* cánh tay đòn
- Momen xoắn Mx N.m và lực chiếu trục Po .N khi khoét
Mx= (N.m) Po=10.
Tra bảng 5-32 sổ tay CNCTM tập 2 ta được hệ số mũ trong công thức tính mômen xoắn Mx và lực chiếu trục P khi khoét :
CM =0,09 , q=1, x=0,9 ,y=0,8 ; Cp =67 , x=1,2 ,y=0,9 =np , np=1
Tra bảng 5-9 sổ tay CNCTM tập 2:
Kmp=Kmm =np
np=1
thay vào công thức ta được: Mx=46,5 N.m ; Po=2035 N
Công suất cắt
N===25 (kW)
Ở đây số vòng quay của dụng cụ hoặc phôi tính bằng vong/phút la:
n===522 (vòng/phút)
Để chi tiết cân bằng tổng momen ma sát giữa chi tiết gia công với các chi tiết định vị và kẹp chặt phải bằng moomen M
- Chi tiết không được tách rời khỏi bề măt định vị:
W===1012 N
Để an toàn phai nhân them hệ số K
Wct= W.K
K = K0.K1.K2.K3.K4.K5=4.4
=>Wct=1012.4,4=4452.8 N
Tính toán đường kính bu lông
D=1.4
Với /mm2
Suy ra
D= 1.4 =9.3 chọn D=10
- Hướng dẫn sử dụng đồ gá
- Đầu tiên đồ gá đang ở trạng thái tấn dẫn bị khóa bởi vít T, muốn gá đặt chi tiết lên đồ gá ta phải mở mở vít T( xoay 90 độ,) sau đó mở tấm dẫn lên, kéo 2 đòn kẹp ra hết giới hạn hành trình
- Kế tiếp gá đặt chi tiết gia công vào, sao cho mặt trụ ngoài áp sát vào khối V và mặt đáy chi tiết thì áp sát vào phiếm tỳ
- Sau đó đẩy 2 đòn kẹp vào kẹp lên chi tiết gia công, muốn kẹp chặt chi tiết ta chỉ cần siết đai ốc( phía chỉ có 1 con ) hai đòn kẹp sẽ đồng thời kẹp chặt chi tiết gia công dã được định vị
- Kế tiếp ta đóng bản dưỡng lại và khóa chốt T lại, rồi tiến hành khoan, khi khoan xong, tháo ra ta mở bản dưỡng như hướng dẫn phía trên rồi mở đòn kẹp bằng cách xả đai ốc ( phía chỉ có 1 con) rồi rút 2 đòn kẹp ra rồi lấy chi tiết gia công ra
PHẦN VI: KẾT LUẬN
Đề thực hiện một nguyên công nào đó ta có thể sử dụng nhiều loại đồ gá khác nhau. Các đồ gá khác nhau sẽ cho năng suất và hiệu quả kinh tế khác nhau.
Mỗi loại sản xuất thích hợp với một loại đồ gá nhất định. Trong sản xuất đơn chiếc và hàng loạt nhỏ đồ gá sử dụng là đồ gá vạn năng lắp ghép trong điều kiện sản xuất mà chủng loại chi tiết thay đổi liên tục thì đồ gá được sử dụng hiệu quả là đồ gá vạn năng.
Trong sản xuất hàng loạt lớn và hàng khối thì sử dụng đồ gá chuyên dùng. Đồ gá cơ khí hóa và tự động hóa cho phép đạt năng suất và hiệu quả kinh tế cao.
Đến đây công việc thiết kế quy trình công nghệ gia công chi tiết “ thân đầu bơm” đã hoàn thành. Trong quá trình làm đồ án, em đã cố gắng vận dụng những kiến thức đã học trong suốt quá trình học tập vừa qua tại trường để giải quyết những vấn đề mà đồ án tốt nghiệp đặt ra.
Sau hơn ba năm học tập tại trường CĐKT Cao Thắng khóa 2014 sắp kết thúc. Để đánh giá về kiến thức chuyên môn và năng lực thực hành của mỗi học sinh, mỗi học sinh trước khi tốt nghiệp phải hoàn tất đồ án tốt nghiệp với đề tài do nhà trường tự chọn, đó là công việc kỹ thuật cụ thể. Thông qua việc hoàn thành đồ án tốt nghiệp mỗi học sinh được cũng cố và kiểm tra lại toàn bộ những kiến thức đã được học tập, tiếp nhận, đồng thời là việc tiếp cận với công việc cụ thể thực tế, giống như học phải đi đôi với hành. Từ đó có những kiến thức, kinh nghiệm cho công việc sau này.
Trong quá trình thực hiện đồ án này, do kiến thức còn hẹp cũng như những khó khăn khách quan nên không tránh khỏi những sai sót, những hạn chế trong đồ án. Vì vậy kính mong quý thầy, cô chỉ bảo thêm và cảm thông trong quá trình xét duyệt. Những điều chỉ bảo đó là bài học kinh nghiệm quý giá cho em học hỏi.
Kính chúc quí thầy cô sức khỏe và thành đạt.
Em xin trân trọng cám ơn.











