ĐỒ ÁN TÔT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VAN 2018



NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TÔT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN VAN 2018
NỘIDUNG
Thiết kế quá trình công nghệ gia công chi tiết: THÂN VAN
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
A. PHẦN BẢN VẼ:
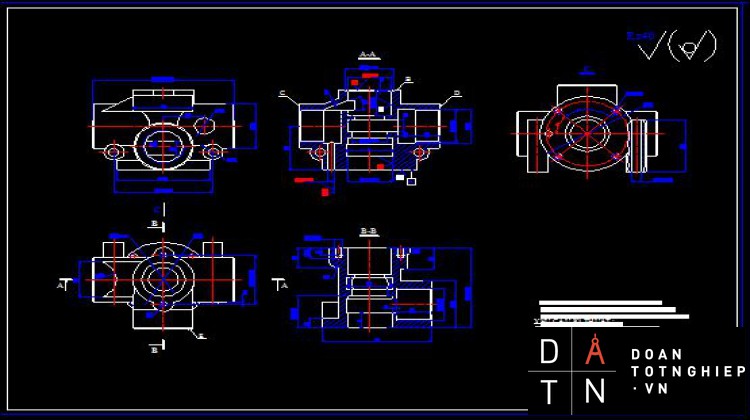
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
- 04 bản vẽ kết cấu nguyên công khổ giấy A0.
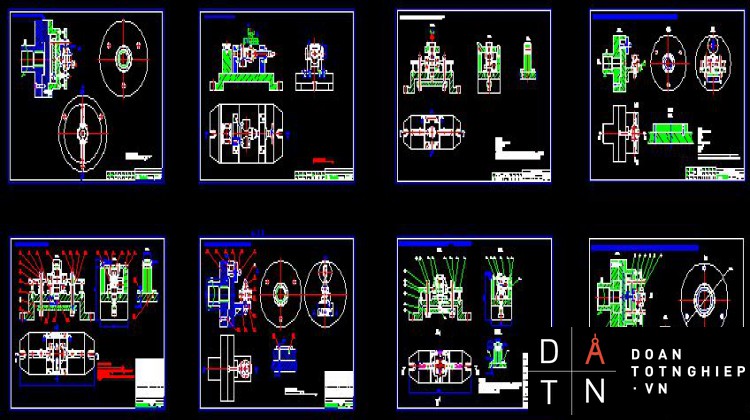
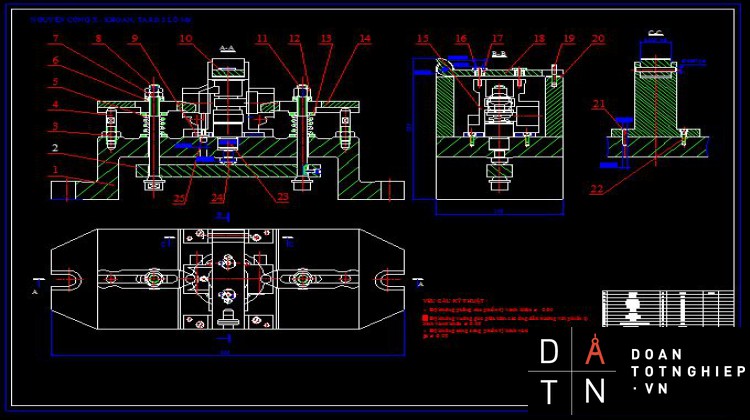
- 04 bản vẽ đồ gá khổ giấy A0 .
- PHẦN THUYẾT MINH:
Chương 1. Phân tích chi tiết gia công,phương pháp chế tạo phôi.
Chương 2. Lập bảng quy trình công nghệ gia công cơ.
Chương 3. Thiết kế nguyên công.
Chương 4. Tính toán thiết kế đồ gá.
-Kết luận.
-Tài liệu tham khảo.
MỤC LỤC
NHIỆM VỤ ĐỒ ÁN.................................................................................................. i LỜI NÓI ĐẦU.......................................................................................................... ii NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.....................................................iii MỤC LỤC ............................................................................................................... iv
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG,PHƯƠNG PHÁP CHẾ TẠO PHÔI. ........................................................................................................................ 8
- Phân tích công dụng và điều kiện làm việc của chi tiết này ................................. 8
- Phân tích độ chính xác gia công .......................................................................... 8
- Chọn phôi ......................................................................................................... 15
CHƯƠNG 2: LẬP QUI TRÌNH CÔNG NGHỆ. ................................................... 22
2.1. Mục đích. ................................................................................................... 22
2.2. Nội dung .................................................................................................... 22
CHƯƠNG 3: BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ. ..................................... 23
3.1. Nguyên công 1: Chuẩn bị phôi .................................................................. 23
3.2. Nguyên công 2: Khỏa mặt đầu A, khoét rộng lỗ Ø36,tiện bán tinh lỗ Ø36
................................................................................................................................ 24
3.3. Nguyên công 3: Khỏa mặt đầu B,khoét rộng lỗ Ø35,tiện bán tinh Ø35 ... 31
3.4. Nguyên công 4: Tiện bán tinh A ................................................................ 38
3.5. Nguyên công 5: Tiện bán tinh B, tiện thô lỗ Ø39 ..................................... 41
3.6. Nguyên công 6: Khoan, doa Ø6................................................................. 44
3.7. Nguyên công 7: Khoan lỗ Ø28 .................................................................. 48
3.8. Nguyên công 8: Khoan lỗ Ø24 .................................................................. 51
3.9. Nguyên công 9: Khoan, taro 4 lỗ M6 ........................................................ 54
3.10. Nguyên công 10: Khoan, taro 2 lỗ M6 .................................................... 58
- 11. Nguyên công 11 : Phay thô mặt F ........................................................... 62
3.12 Nguyên công 12: Khoan 2 lỗ Ø8 .............................................................. 64
3.13. Nguyên công 13: Khoả mặt đầu D, tiện thô lỗ Ø31, vát mép Ø46,vát mép lỗ Ø31 ..................................................................................................................... 67
3.14. Nguyên công 14: Khỏa mặt đầu C,tiện thô lỗ Ø31, vát mép Ø46,vát mép
lỗ Ø31 ..................................................................................................................... 76
3.15. Nguyên công 15: Khỏa mặt đầu E, tiện thô lỗ Ø31, vát mép Ø48, vát mép lỗ Ø31 ..................................................................................................................... 85
3.16. Nguyên công 16: Tiện ren lỗ M33x2 ....................................................... 94
3.17. Nguyên công 17: Tiện ren lỗ M33x2 ....................................................... 98
3.18. Nguyên công 18: Tiện ren lỗ M33x2 ..................................................... 102
3.19. Nguyên công 19: Tổng kiểm tra ............................................................ 106
CHƯƠNG 4: THIẾT KẾ ĐỒ GÁ. ....................................................................... 107
- Thiết kế đồ gá khoan 2 lỗ M6 ...................................................................... 107
- Phương pháp định vị ........................................................................... 107
- Vẽ kí hiệu định vị, phân bố lực kẹp .................................................... 107
3.Chọn chi tiết định vị............................................................................. 107
- Chọn cơ cấu kẹp.................................................................................. 108
- Tính sai số chuẩn và lực kẹp ............................................................... 108
- Vẽ chi tiết định vị................................................................................ 111
- Vẽ chi tiết định vị vào chi tiết gia công .............................................. 113
- Bản vẽ đồ gá........................................................................................ 113
- Thỏa mặt đầu D, tiện thô lỗ Ø31 ................................................................ 114
- Phương pháp định vị ........................................................................... 114
- Vẽ kí hiệu định vị, phân bố lực kẹp .................................................... 115
3.Chọn chi tiết định vị............................................................................. 115
- Chọn cơ cấu kẹp.................................................................................. 115
- Tính sai số chuẩn và lực kẹp ............................................................... 115
- Vẽ chi tiết định vị................................................................................ 118
- Vẽ chi tiết định vị vào chi tiết gia công .............................................. 121
- Bản vẽ đồ gá........................................................................................ 122
- Thiết kế đồ gá khoan 4 lỗ M6 ................................................................... 123
- Phương pháp định vị ........................................................................... 123
- Vẽ kí hiệu định vị, phân bố lực kẹp .................................................... 123
3.Chọn chi tiết định vị............................................................................. 123
- Chọn cơ cấu kẹp.................................................................................. 124
- Tính sai số chuẩn và lực kẹp ............................................................... 126
- Vẽ chi tiết định vị................................................................................. 127
- Vẽ chi tiết định vị vào chi tiết gia công ............................................... 129
- Bản vẽ đồ gá......................................................................................... 129
IV. Thiết kế đồ gá tiện thỏa mặt đầu B, khoét rộng lỗ Ø36,tiện bán tinh lỗ ... 130
- Phương pháp định vị ............................................................................ 130
- Vẽ kí hiệu định vị, phân bố lực kẹp ..................................................... 130
3.Chọn chi tiết định vị.............................................................................. 131
- Chọn cơ cấu kẹp................................................................................... 131
- Tính sai số chuẩn và lực kẹp ................................................................ 132
- Vẽ chi tiết định vị................................................................................. 132
- Vẽ chi tiết định vị vào chi tiết gia công ............................................... 133
- Bản vẽ đồ gá......................................................................................... 133
TÀI LIỆU THAM KHẢO. 134
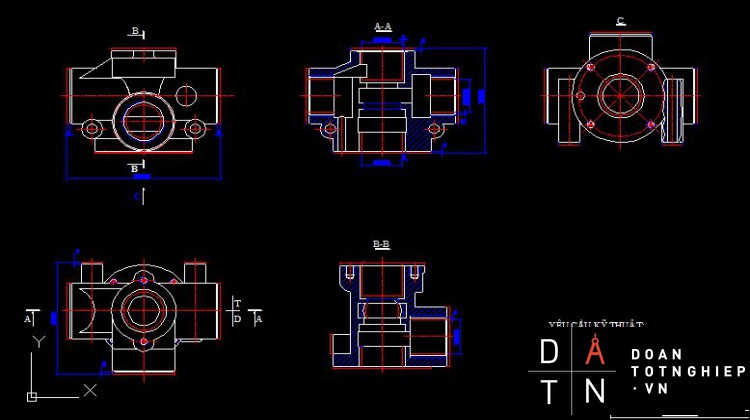
CHƯƠNG 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG, PHƯƠNG PHÁP CHẾ TẠO PHÔI
I. Phân tích công dụng và điều kiện làm việc của chi tiết này:
Thân van
Chức năng: ngưng và bắt đầu dòng chảy, điều khiển tăng giảm lưu lượng của dòng chảy.
Điều kiện làm việc: làm việc trong môi trường chịu áp suất cao.
Phân tích vật liệu chế tạo :
Vật liệu chọn để gia công chi tiết là hợp kim nhôm : AlSi8Cu4.
Thành phần hợp kim nhôm (AlSi8Cu4) để gia công chi tiết gồm :
%Si : 7.5 - 8.5
%Mg : 0.3 – 0.5
%Cu : 1 - 1.5
%Mn : 0.3 - 0.5
%Fe : < 0.9
b = 300 MPa Độ cứng : HB = 75
II. Phân tích độ chính xác gia công :
a. Độ chính xác về kích thước :
KíchthướcØ39+0.25
Kích thước danh nghĩa DN =39 mm
Sailệchtrên:+0.25mm
Sailệchdưới:0mm
Kích thước giới hạn lớn nhất Dmax = 39.25 mm Kích thước giới hạn nhỏ nhất Dmin = 38.75 mm Dung sai kích thước TD = 0.25 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 12
Kích thước Ø35+0.
Kích thước danh nghĩa DN = 35 mm
Sai lệchtrên: +0.039mm
Sailệchdưới:0mm
Kích thước giới hạn lớn nhất Dmax = 35.1 mm Kích thước giới hạn nhỏ nhất Dmin = 34.9 mm Dung sai kích thước T = 0.1 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 10
Kích thước 82±0.07
Kích thước danh nghĩa DN =82 mm
Sailệchtrên:+0.07mm
Sailệchdưới:-0.07mm
Kích thước giới hạn lớn nhất Dmax = 82.07 mm Kích thước giới hạn nhỏ nhất Dmin = 81.93 mm Dung sai kích thước T= 0.14 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 10.
Kích thước 114±0.175
Kích thước danh nghĩa DN =114 mm
Sai lệchtrên: +0.175mm
Sai lệchdưới:-0.175mm
Kích thước giới hạn lớn nhất Dmax = 114.175 mm Kích thước giới hạn nhỏ nhất Dmin = 113.825mm Dung sai kích thước TD = 0.35 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 12
Kích thước 33±0.1
Kích thước danh nghĩa DN =34 mm
Sailệchtrên:+0.1mm
Sailệchdưới:-0.1mm
Kích thước giới hạn lớn nhất Dmax = 34.1mm
Kích thước giới hạn nhỏ nhất Dmin = 33.9 mm
Dung sai kích thước TD = 0,2 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX7
Kích thước Ø6+0.012
Kích thước danh nghĩa DN =6 mm
Sai lệch trên: +0.012 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 6.012 mm Kích thước giới hạn nhỏ nhất Dmin = 6 mm Dung sai kích thước T= 0.012 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 7.
Kích thước Ø28+0.21
Kích thước danh nghĩa DN =28 mm
Sai lệch trên: +0.021 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 28.21 mm Kích thước giới hạn nhỏ nhất Dmin = 28 mm Dung sai kích thước TD = 0.21 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 12
Kích thước Ø36+0.1
Kích thước danh nghĩa DN =36 mm
Sai lệch trên: +0.1 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 36.1 mm Kích thước giới hạn nhỏ nhất Dmin = 36 mm Dung sai kích thước TD = 0.1 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX10
Kích thước 50±0.125
Kích thước danh nghĩa DN =88 mm
Sailệchtrên:+0.125mm
Sailệchdưới:-0.125mm
Kích thước giới hạn lớn nhất Dmax = 50.125 mm Kích thước giới hạn nhỏ nhất Dmin = 50.875 mm Dung sai kích thước T= 0.25 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 12.
Kích thước 80±0.15
Kích thước danh nghĩa DN =80 mm
Sailệchtrên:+0.15mm
Sailệchdưới:-0.15mm
Kích thước giới hạn lớn nhất Dmax = 80.15 mm Kích thước giới hạn nhỏ nhất Dmin = 80.85 mm Dung sai kích thước T= 0.3 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX 12.
Đối với các kích thước không chỉ dẫn dung sai :
o Kích thước dung sai không chỉ dẫn là kích thước sai lệch cho phép của nó khi gia
công không được ghi trong bản vẽ.
o Kích thước dung sai không chỉ dẫn :
+giới hạn bởi hai bề mặt có gia công đạt CCX 12.
+giới hạn bởi một mặt gia công và một mặt không gia công đạt CCX 14.
- Kích thước 8, CCX12. Theo STDSLG ta được T = 0,15
Kích thước đầy đủ là 8±0,075
- Kích thước 10, CCX14. Theo STDSLG ta được T = 0,36
Kích thước đầy đủ là 10±0.18
- Kích thước 11.5, CCX12. Theo STDSLG ta được T = 0,1
Kích thước đầy đủ là 11.5±0,75
- Kích thước 14, CCX14. Theo STDSLG ta được T = 0,42
Kích thước đầy đủ là 14±0,21
- Kích thước 15, CCX14. Theo STDSLG ta được T = 0,42
Kích thước đầy đủ là 15±0,21
- Kích thước 21, CCX14. Theo STDSLG ta được T = 0,52
Kích thước đầy đủ là 21±0,26
- Kích thước 22, CCX14. Theo STDSLG ta được T = 0,52
Kích thước đầy đủ là 22±0,26
- Kích thước 28, CCX14. Theo STDSLG ta được T = 0,12
Kích thước đầy đủ là 28±0,26
- Kích thước 33, CCX14. Theo STDSLG ta được T = 0,62
Kích thước đầy đủ là 33±0,31
- Kích thước 45, CCX14. Theo STDSLG ta được T = 0,62
Kích thước đầy đủ là 48±0,31
- Kích thước 52, CCX14. Theo STDSLG ta được T = 0,62
Kích thước đầy đủ là Ø52±0,31
- Kích thước 88, CCX14. Theo STDSLG ta được T = 0,87
Kích thước đầy đủ là 88±0,435
- Độ chính xác về hình dáng hình học và vị trí tương quan.
- Độ không song song của mặt B so với mặt A ≤ 0.08 mm.
- Độ không đồng tâm của các tâm lỗ Ø24, Ø28, Ø35 và Ø36 ≤ 0.12 mm
- Độ không vuông góc của tâm lỗ so với mặt đầu A ≤ 0.02 mm.
- Chất lượng bề mặt
- Theo tiêu chuẩn TCNV2511-95, để đánh giá độ nhám bề mặt người ta sử dụng 2 tiêu chuẩn sau:
Ra: sai lệch trung bình số hình học profin.
Rz: Chiều cao mấp mô profin theo 10 điểm.
- Trong thực tế thiết kế, việc chọn chỉ tiêu nào (Ra hay Rz) là tuỳ thuộc vào chất
lượng yêu cầu và đặc tính kết cấu cuả bề mặt. Chỉ tiêu Ra được sử dụng pgo63 biến nhất vì nó cho phép đánh giá chính xác hơn và thuận lợi hơn những bề mặt có độ nhám trung bình. Tuy nhiên, đối với những bề mặt có độ nhám quá nhỏ hoặc quá thô thì nên dùng Rz vì nó sẽ cho ta khả năng đánh giá chính xác hơn so với Ra.
Giải thích các ký hiệu:
Mặt A,B có độ nhám: Ra 2.5
Mặt C,D,E,F có cùng độ nhám độ nhám: Rz40
Bề mặt lỗ Ø35, có độ nhám: Ra2.5
Bề mặt lỗ Ø6, có độ nhám: Ra 0.63
Bề mặt lỗ Ø8, Ø24, Ø28, Ø39, có cùng độ nhám độ nhám: Rz40
Bề mặt lỗ Ø36, có độ nhám: Ra2.5
- Phân tích tính cơ lí tính.
- AlSi8Cu có độ chảy loãng, tính chống ăn mòn và độ cứng tương
đối cao.
- b = 300 MPa Độ cứng : HB = 75
- Phân tích kết cấu, hình dạng của chi tiết gia công.
Kết cấu, hình dạng phức tạp. Có các mặt bích và lỗ ren các rãnh hốc phức tạp. Với kết cấu hình dạng như trên bản vẽ chi tiết thuộc dạng hộp.
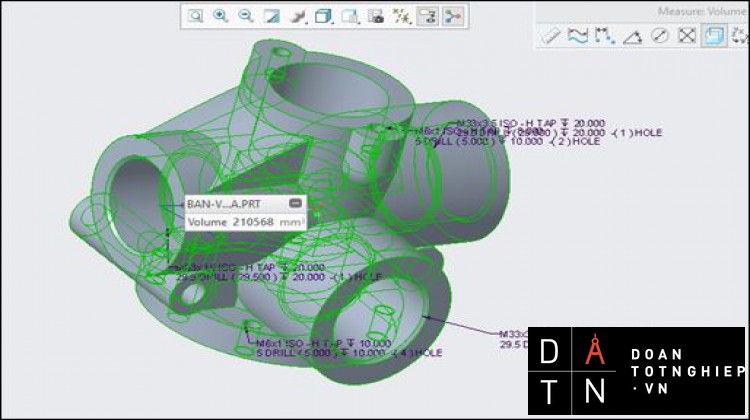
f. Khối lượng chi tiết gia công.
Dùng phần mềm Pro engineer 4.0 tính: V= 0.210568 dm3.










