THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG MÁ ĐỘNG ÊTO CĐKT CAO THẮNG
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG MÁ ĐỘNG ÊTO CĐKT CAO THẮNG
MỤC LỤC
CHƯƠNGI:PHÂN TÍCH SẢN PHẨM...................................................... 3
- Phân tích kết cấu, điều kiện làm việc.............................. 3
- Phân tích vật liệu chế tạo............................................. 3
- Phân tích độ chính xác của sản phẩm....................................... 3
CHƯƠNG II: BIỆN LUẬN DẠNG SẢN XUẤT........................................ 6
- Tính thể tích.......................................................................... 6
- Xác định dạng sản xuất.......................................................... 7
CHƯƠNG III: CHỌN PHÔI,PHƯƠNG PHÁP CHẾ TẠO PHÔI........... 8
- Phân tích việc chọn phôi.......................................................... 8
2. phân tích phương pháp chế tạo phôi...................................... 8
CHƯƠNG IV: XÁC ĐỊNH CHẾ ĐỘ CẮT............................................. 10
- Tra chế độ cắt nguyên công II :
- Tra chế độ cắt phay thô mặt A………………………………………………………………..10
- Tra chế độ cắt nguyên công III: phay thô mặt B ..................... 11
- Tra chế độ cắt nguyên công IV : phay thơ mặt E...................... 11
- Tra chế độ cắt:nguyên công V: phay thơ mặt G........................ 12
- Tra chế độ cắt nguyên công VI : phay thơ rnh mang c.............. 12
- Phay tinh rnh mang c................................................... 13
- Trachế độ cắt nguyên công VII:bước1: Phay thơ mặt G,I.......... 13
- Bước 2: Phay tinh mặt G,I..................................................... 14
- Tra chế độ cắt nguyên công VIII :Phay thơ đồng thời 2 mặt M,N
.............................................................................................. 14
- Tra chế độ cắt nguyên công IX : khoan lỗ f 10.5 mm............. 15
* Tarơ ren thang Tr12x1.5
9. Tra chế độ cắt nguyên công X : Khoan lỗ 3.5mm.................. 16
* Tarơ ren M4............................................................................ 16
CHƯƠNGV:LẬP BẢNG QUY TRÌNH CÔNG NGHỆ.................... 17
CHƯƠNG VI: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ............... 17
CHƯƠNG VII : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ................... 21
- Phân tích yêu cầu kỹ thuật của nguyên công............................ 21
- Chọn phương án định vị và kẹp chặt..................................... 21
- Tính sai số chuẩn................................................................. 21
- Tính lực kẹp........................................................................ 21
PHƯƠNG I: PHÂN TÍCH SẢN PHẨM
1. Phân tích kết cấu, điều kiện làm việc
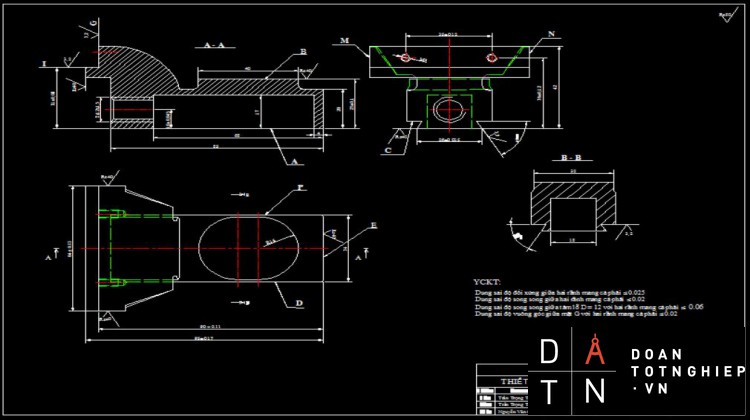
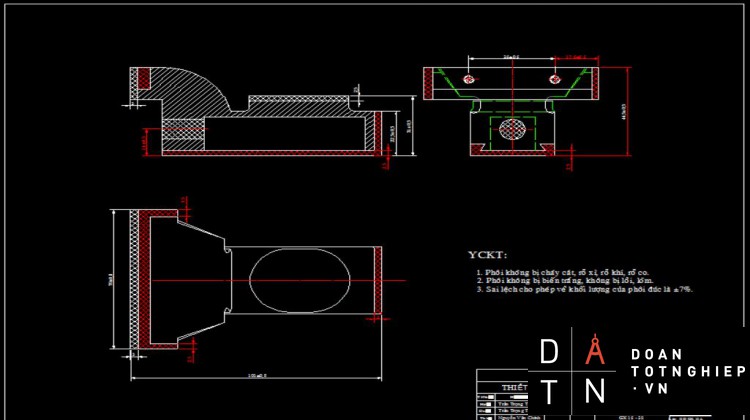
-Etô là chi tiết dạng hộp, có hình dáng và kết cấu tương đối phức tạp ,chi tiết có các mặt đủ lớn để định vị và kẹp chặt. bề mặt làm việc chính của chi tiết là rãnh mang cá, các mặt A,BC,D,E,F và cĩ lỗ rent hang Tr12x2, nên trong quá trình gia công bề mặt này cần có độ chính xác cao. Do vậy việc thiết kế đồ gá để gia công chi tiết cũng gặp không ít khó khăn. Còn lại các bề mặt khác không đòi hỏi độ chính xác cao, nên việc chọn đường lối gia công cũng như phương pháp gia công các mặt này tương đối đơn giản.
- Phân tích vật liệu chế tạo
- Trong quá trình làm việc êtô chịu rung, chịu uốn vì vậy ta phải chọn vật liệu chịu được cả rung và nén ,vì thế ta chọn vật liệu để chế tạo là gang xám, vã lại gang xám rất dễ gia công cơ khí và có tính công nghệ tốt.
- Vật liệu chế tạo bàn khoan là gang xám gx 15 – 32
+ Độ cứng HB = 160
+ Giới hạn bền kéo dk = 150kg/mm2
+ Giới hạn bền uốn du = 320kg/mm2
- Gang xám ký hiệu (gx) là hợp kim sắt với cacbon có chứa một số nguyên tố như
+ 2,8 - 3.5% C
+ 2,5 - 3% Si
+ 0,5 - 1% Mn
+ 0,1 - 0,2% P
+ 0,1 - 0,12% S
- Phân tích độ chính xác của sản phẩm
+ Các kích thước của êtô gồm :
Chiều dài : 95 mm
Chiều rộng : 64 mm
Chiều cao : 42 mm
Các kích thước có chỉ dẩn
+ Kích thước : 31 ± 0.08 mm
Kích thước danh nghĩa : 31 mm
Sai lệch trên là +0.08mm
Sai lệch dưới là –0.08 mm
Dung sai :IT = 0.16
Dung sai tiêu chuẩn là IT11
+ Kích thước: 25±0.1 mm
Kích thướg danh nghĩa : 25 mm
Sai lệch trên + 0.1 mm
Sai lệch dưới + 0.1 mm
Dung sai IT = 0.2
Dung sai tiêu chuẩn là IT12
+ Kích thước: 35±0.12 mm
Kích thước danh nghĩa là 35 mm
Sai lệch trên : + 0.12 mm
Sai lệch dưới : -0.12 mm
Dung sai IT = 0.24
Dung sai tiêu chuẩn la IT12
+Kích thước 36±0.12
Kích thước danh nghĩa: 36mm
Sai lệch trn: + 0.12
Sai lệch dưới: -0.12
Dung sai: IT = 0.24
Dung sai tiu chuẩn: IT12
+ Kích thước 26±0.015
Kích thước danh nghĩa: 26
Sai lệch trn: +0.01
Sai lệch dưới: - 0.01
Dung sai: IT= 0.03
Dung sai tiu chuẩn: IT8
+Kích thước 64±0.15
Kích thước danh nghĩa : 64
Sai lệch trn +0.15
Sai lệch dưới -0.15
Dung sai :IT = 0.3
Dung sai tiu chuẩn: IT12
+Kích thước 90±0.15
Kích thước danh nghĩa: 90
Sai lệch trn: +0.15
Sai lệch dưới: -0.15
Dung sai :IT = 0.3
Dung sai tiu chuẩn: IT12
+ cấp độ nhẵn Ra = 6.3 : đạt cấp 8
+ cấp độ nhẵn Ra = 3.2 : đạt cấp 9
+ cấp dộ nhám RZ40 : đạt cấp 4
|
Kích thước 26±0.01 và Ra=3.2 là 2 kích thước khá quan trọng nêu lên độ chính xác và độ nhẵn của rãnh đuôi én.đây là 1 lắp ghép quan trọng ,rãnh đuôi én được xem như là 1 lỗ cơ bản ,giúp đuôi én di trươt trong rảnh được dễ dàng mà không tạo ra độ rơ. Ngoài ra còn có các kích thước khác như : 40 ; 20 ; 68 ; 42; 17; 18 ;64 ;….. . - Yêu cầu kỉ thuật : rãnh đuôi én và lỗ ren phải đối xứng với nhau . độ không đối xứng < 0.06. |
+ cấp độ nhám Rz 80 : đạt cấp 3
CHƯƠNG II:BIỆN LUẬN DẠNG SẢN XUẤT
|
1.TÍNH THỂ TÍCH : Để tính thể tích của thân động êtô ta tiến hành chia vật thể thành nhiều khối đơn giản để dễ dang tính khối lượng. Ta ap dụng các công thức tính thể tích sau : Thể tích hình hộp chữ nhật : v = a x b x h Chiều dài : a Chiều rộng :b Chiều cao : h Thể tích hình trụ : v = p d2/ 4 Thể tích khối hình thang : v = h x ( s1 + s2 ) Diện tích đáy lớn s1 = a x b Diện tích đáy nhỏ s2 = a x b thể tích khối hình thang cân ( rãnh đuôi én ) v1 = h . ( s1 + s2 ) S1,2 = a . b = 20 . 88 = 167 mm2 h = 10 V1 = 10 . 2.167 =3340 mm3 Thể tích hình trụ ĐK 10 v3 = 3,14 d2 / 4 = 3,14 . (10)2 / 4 = 78.5 mm3 Thể tích hình trụ ĐK 20 v4 = 3,14 d2 / 4 = 3,14 . 202 / 4 = 314 mm3 |
|
Thể tích hình trụ BK r6 v5 = 3,14 d2 / 4 = 3,14 . 122 / 4= 113 mm3 Thể tích khối trụ ĐK 68 v6 = 3,14 d2 / 4 = 3.14 . 682 / 4 = 3629 mm3 Thể tích hhcn ( phần đáy đuôi én ) v7 = a x b x h = 85 . 34 .20 = 57800 mm3 Thể tích hhcn ( phần rãnh đuôi én ) v8 = a x b x h = 85 .4 .20 = 3400 mm3 Thể tich hhcn (R6) v9 = a x b x h =85 . 4 . 20 = 3400 mm3 Thể tích hhcn (KT 25 ) v10 = a x b h = 85 . 34 . 25 = 72250 mm3 Thể tích hhcn ( KT R6 lỗ 12) v11 = a x b x h = 17 . 34. 20 = 11560 mm3
Ta có : v14 = v8 – v1 = 3400 - 3340 = 60 mm3 v15 = v7 – (v3 + v9 ) = 57800 – ( 78.5 + 3400 ) = 54321.5 mm3 v16 = v10 – v3 = 72250 – 78.5 = 72171.5 mm3 v = v14 + v15 + v16 = 60 + 54321+72172 = 126553 mm3 = 0.126 dm3 Khối lượng riêng của gang xám là d = 7,03 kg / dm3 Khối lượng của thân tĩnh êtô là : m = d .v = 7,03 . 0.126 = 0.9kg 2. XÁC ĐỊNH DẠNG SẢN XUẤT Ta có: Khối lượng của chi tiết gia công m = 0.9 kg.dạng sản xuất hàng loạt vừa. theo bảng 3-2 sách giáo trình công nghệ chế tạo máy ta được sản lượng hàng năm của sản phẩm là trên 3000 - 35000 chiếc / năm. Ta chọn 3000 chiếc / năm. |
CHƯƠNG III:CHỌN PHÔI, PHƯƠNG PHÁP
CHẾ TẠO PHÔI
1. PHÂN TÍCH VIỆC CHỌN PHÔI
Có rất nhiều phương pháp để tạo nên phôi, do đó cần phải phân tích ưu khuyết điểm giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp chế tạo phôicho thích hợp.
a. Phôi rèn dập : Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt.
Mà chi tiết gia công bằng gang xám nên việc chế tạo phôi theo phương pháp này là không thích hợp vì gang xám có tính giòn nên khi rèn làm cho chi tiết dễ bị hiện tượng nức nẻ.
b. Phôi cán : Phôi cán cũng giống như phôi rèn dập, đều cho độ bền cơ tính cao, chi tiết phải dẻo và có tính đàn hồi tốt. Vì thế phương pháp này là không thích hợp.
c. Phôi đúc : Phôi đúc có cơ tính không cao nhưng việc chế tạo khuôn đúc cho
những chi tiết phức tạp cũng khá dễ dàng, thiết bị lại khá đơn giản, đồng thời phương pháp này lại rất phù hợp với những chi tiết có vật liệu làm bằng gang vì gang có những đặc tính sau:
+ Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẽ
+ Được sử dụng rộng rãi
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm được khá nhiều thời gian.
· Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong chỉ phát hiện khi gia công nên làm giảm năng suất và hiệu quả.
* Kết luận
Từ các phương pháp tạo phôi trên ta thấy phương pháp đúc là phù hợp với chi tiết đã cho vì có rất nhiều ưu điểm so với gang là các phương pháp khác. vậy ta chọn phương pháp chế tạo phôi là phương pháp đúc.
2. Phân tích phương pháp chế tạo phôi : có rất nhiều phương pháp đúc nên ta phải chọn một phương pháp đúc cho phù hợp với dạng sản xuất.
a. Đúc trong khuôn cát mẫu gỗ:
Phương pháp này thì chất lượng bề mặt đúc không cao, giá thành thì thấp, trang thiết bị rất đơn giản thích hợp cho dạng sản xuất đơn chiếc và loại nhỏ
- Loại phôi này đạt cấp chính xác IT16 - IT17.
- Độ nhám đạt Rz = 160.
b. Đúc trong khuôn cát mẫu kim loại:
- Phương pháp này thì có cấp chính xác khá cao, giá thành cao hơn so với phương pháp đúc trong khuôn cát mẫu gỗ, loại này phù hợp với dạng sản xuất hàng loạt vừa và hàng loạt lớn.
- Phương pháp này đạt cấp chính xác la IT15 - IT16.
- Độ nhám đạt Rz = 80.
c. Khuôn kim loại: Độ chính xác cao nhưng giá thành rất cao, trang thiết bị phức tạp, phôi đúc gần giống với chi tiết gia công, giá thành sản phẩm vì thế rất cao. phương pháp này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối.
- Phương pháp này đạt cấp chính xác là IT14 - IT15.
- Độ nhám đat Rz =40.
d. Đúc ly tâm:
Phương pháp này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biêt( là hình ống không có các gơ.
e. Đúc áp lực:
Phương pháp này dùng áp lực để đẩy kim loại trong lòng khuôn đúc, phương pháp này chỉ thích hợp với các chi tiết có hình dáng phức tạp, yêu cầu kỷ thuật cao. bởi vì cách này rất phức tạp, trang thiết bị đắt tiền vì thế giá thành sản phẩm rất cao.
f. Đúc trong vỏ mỏng:
phương pháp này tạo phôi có độ chính xác cao nên giá thành rất đắt được dùng trong sản xuất hàng loạt lớn và hàng khối .
* Kết Luận :
Với những yêu cầu của bàn khoan và đảm bảo tính kinh tế cũng như dạng sản xuất đã chọn, nên ta sẽ chọn phương pháp chế tạo phôi là đúc trong khuôn cát mẫu pha hủy, làm khuôn bằng máy.
- Phôi đúc đạt cấp chính xác cấp II.
- Cấp chính xác kinh tế IT15 - IT16.
Chọn mẫu: do dạng sản xuất hàng loạt vừa nên ta chọn loại mẫu bằng kim loại.
Sơ đồ đúc: thời điểm đúc là lúc ta chuận bị xong khuôn đúc trước khi rót kim loại
lỏng vào trong khuôn.
1. Hòm khuôn trên.
2. Hòm khuôn dưới.
3. Lỗ xuyên hơi.
4. Đậu ngót.
5. Chi tiết đúc.
6. Ống dẫn (ống rót).
7. Phễu rót.
8. Chốt để định vị hòm khuôn trên và hòm khuôn dưới.
9. Bulong kep chặt
Xác định lượng dư gia công : (tra sổ tay thiết kế công nghệ tạo máy tập I NXB ĐHBK HN)
tra bảnng 28 – 4 trang 44 lượng dư gia công cơ vật đúc cấp chính xác II
- Kích thước ngoài lớn nhất của phôi là 95mm
- Vị trí các mặt gia công khí đúc :
+ Mặt A,B,C,G,F,I,E, : mặt bên
+ Mặt P,M : mặt trên
+ Mặt D,N : mặt dưới
- Xác định lượng dư:
+ Lượng dư mặt A : 2.5mm
+ Lượng dư mặt B : 3mm
+ Lượng dư mặt g: 3 mm
+ Lượng dư mặt i : 11 mm
+ Lượng dư mặt M : 2.5 mm
+ lượng dư mặt N : 3.5
+ Lượng dư mặt e : 3 mm
- Xác định kích thước phôi:
Tra bảng 13b (Giáo Trình CNCTM) có sai lệch cho phép đối với các khoảng kt danh nghĩa là :
- Kích thước 85 là 88± 0,8 mm
- Kích thước 95 là 98± 0,8 mm
- Kích thước 34 là 70±0.8 mm
- Kích thước 25 là 30± 0,5 mm
- Kích thước 20 là 22.5 ± 0,5 mm
- Kích thước 42 là 44.5± 0,5 mm
CHƯƠNG IV :XÁC ĐỊNH CHẾ ĐỘ CẮT
1. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG II : gia công thơ mặt A đạt Rz40
- Chọn gia công trên máy 6H12:N=7Kw ; n =0.75 ; bề mặt làm việc: 320 x1250
- Chọn dao phay mặt đầu
Ta có :
Chọn D dao = 50 mm ;B =36 mm ; d = 22 mm
Số răng z = 12 răng
- Chọn chiều sâu cắt t : t =2 (mm)
- Chọn bước tiến S :
- Tra bảng 5- 34 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Tương ứng với:Nđc = 7 Kw
Ta có : Sz = (0.2 – 0.4) (mm/ răng) chọn Sz =0.22
- Chọn tốc độ cắt V:
Tra bảng 20 – 5 trang 133( sách bảng tra chế độ cắt) ứng với D = 50, z = 12
V1 = 54(m/ ph)
2. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG III: phay thô mặt B:
- Chọn máy và dao như nguyên công II
- Chọn chiều sâu cắt t : t = 2,5 (mm)
- Chọn bước tiến S :
- Tra bảng 5-34 trang 29( sổ tay cơng nghệ chế tạo my 2)
ứng với Nđc = 7 kw
Ta có : Sz = (0.2 – 0.4) (mm / răng )
Chọn Sz = 0,2 (mm / răng)
- Chọn tốc độ cắt V :
- Tra bảng 5-120 trang 108 (sổ tay CNCTM 2)
ứng với D = 75, z = 12
t = 2.5
Sz = 0.2
V1 = 38 (m/ph)
3. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG IV: phay thô mặt E:
- Chọn máy như nguyên cơng II
- chọn dao phay trụ thp giĩ : D = 40mm
L = 40mm
d = 16mm
z = 10
- Chọn chiều sâu cắt t : t =3 (mm)
- Chọn bước tiến S :
- Tra bảng 5 - 34 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Tương ứng với:P = 5 - 10
Ta có : Sz = (0.2 – 0.3) (mm/ răng) chọn Sz =0.2
- Chọn tốc độ cắt V:
Tra bảng 5-132 trang 118
V1 = 38.5(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / S ph thực :Với
L : chiều dài chi tiết
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4mm
Ta có L1 = 0,5(D - D2 – B ) = 0,5(50- 502 - 362) = 7.7(mm)
Tm = 95 + 7.7 + 4 / 270 = 0,3 (phút) = 18s
4. TRA CHẾ ĐỘ CẮT NGUYN CƠNG V: Phay thơ mặt G
- Chọn my v dao giống nguyn cơng IV
- Chọn chiều sâu cắt t : t =3 (mm)
- Chọn bước tiến S :
- Tra bảng 34 - 5 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.2 – 0.3) (mm/ răng) chọn Sz =0.2
- Chọn tốc độ cắt V:
Tra bảng 5-132 trang 118 (sổ tay CNCTM 2)
V1 = 38.5(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / S ph thực
VớiL : chiều dài chi tiết
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4mm
Ta có L1 = 0,5(D - D2 – B ) = 0,5(50- 502 - 362) = 7.7(mm)
Tm = (85+7.7 + 4 / 270 = 0.5 (phút) = 30s
5. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG VI: phay thơ rnh mang c
- Chọn gia công trên máy 6H12:N=7Kw ; n =0.75
- Chọn dao phay gĩc
Ta có :
Chọn ddao = 40 mm ;d =16 mm ; b = 8 mm ;=600
- Chọn chiều sâu cắt t : t =3 (mm)
- Chọn bước tiến S :
- Tra bảng 5 - 34 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.2 – 0.4) (mm/ răng) chọn Sz =0.25mm/răng
- Chọn tốc độ cắt V:
Tra bảng 5-20 trang 108 Sch bảng tra chế độ cắt
V1 = 38(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / S ph thực
Với L : chiều dài chi tiết
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4mm
Ta có L1 = 0,5(D - D2 – B ) = 0,5(40- 402 - 402) = 20(mm)
Tm = 64 + 20 + 4 / 250 = 0,68(phút) = 39s
* phay tinh rnh mang c
- Chọn gia công trên máy phay đứng 6H12 :N=6Kw ; n =0.8
- Chọn dao phay gĩc
Ta có :
Chọn D dao = 40 mm ;B =8 mm ; d = 16 mm
- Chọn chiều sâu cắt t : t = 1
- Chọn bước tiến S :
- Tra bảng 5 - 37 trang 31 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.5 – 1.2) (mm/ răng) chọn Sz =1,2 mm/v
- Chọn tốc độ cắt V:
Tra bảng 20 - 5 trang 133
V1 = 43(m/ ph)
Ta có : Tm =(L + L1 + L2) / St
L : chiều dài chi tiết: 80
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4 mm
Vậy Tm = 80 + 4 + 7,2/ 0,72 = 0.68 s
6. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG VII: Bước 1: phay thơ mặt G,I
- Chọn my 6h12
Chọn dao phay đĩa 3 mặt răng
D = 50mm,B = 10mm, d = 16mm, z= 14
Ta có :
- Chọn chiều sâu cắt t : t =4 (mm)
- Chọn bước tiến S :
- Tra bảng 5 -34 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.2 – 0.3) (mm/ răng) chọn Sz =0.2mm/răng
- Chọn tốc độ cắt V:
Tra bảng 67- 5 trang 152 (Sch bảng tra chế độ cắt)
V1 = 39(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / S ph thực
Với L : chiều dài chi tiết
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4mm
Ta có L1 = 0,5(D - D2 – B ) = 0,5(40- 402 - 402) = 20,2(mm)
Tm = 95 + 20,2 + 4 / 200 = 1(phút) = 60s
* Bước 2: Tra chế độ cắt phay tinh mặt G,I
- Chọn máy và dao như nguyên công I
- Chọn chiều sâu cắt t : t =1 (mm)
- Chọn bước tiến S :
- Tra bảng 5 - 37 trang 31 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Tương ứng với:Nđc = 6 Kw ; HB = 160 ; BK6
Ta có : S = (1.9 – 3.7 ) (mm/ răng) chọn Sz =0.19
- Chọn tốc độ cắt V:
Tra bảng 67 - 5 trang 152 (sch bảng tra chế độ cắt)
V1 = 39(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / S ph thực :Với
L : chiều dài chi tiết
L1 : khoảng chạy tới
L2 : khoảng chạy quá.
Với L1 = 0,5 (D - D2 – B2 ) = 0,5(40 - 402 - 402 ) = 20(mm)
Lấy L2 = 3 (mm)
Vậy Tm = 95 + 3 + 20 / 190 = 0.8 ( phút)= 49 s
7. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG VIII:Phay thơ đồng thời mặt M,N
Chọn my v da0 như nguyên công VII
- Chọn chiều sâu cắt t : t = 3 (mm)
- Chọn bước tiến S :
- Tra bảng 5 -34 trang 29 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.2 – 0.3) (mm/ răng) chọn Sz =0.25
Tra 67 – 5 trang 152 (Bảng Tra chế độ cắt)
- Chọn tốc độ cắt V:
V1 = 36.5(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / St
L : chiều dài chi tiết: 80
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4 mm
Vậy Tm = 80 + 4 + 6 / 0,72 = 34s
8. TRA CHẾ ĐỘ CẮT NGUYÊN CÔNG IX : khoan lỗ f10.5mm và tarô ren thang Tr12x1.5
- Chọn gia công trên máy khoan đứng2A135:N=6Kw ; n =0.8
- Chọn mũi khoan ruột gà bằng thép gió P18 .
Ta có : Chọn D dao = 10.5 mm ;:L =100 mm ; l =55mm
- Chọn chiều sâu cắt t : t =D/2=10.5/2=5.25 (mm)
- Chọn bước tiến S :
- Tra bảng 5 - 25 trang 21 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.24 – 0.31) (mm/ răng) chọn Sz =0.24 mm/ vg
- Chọn tốc độ cắt V:
Tra bảng 5-90 trang 86 (sổ tay CNCTM 2)
V1 = 30(m/ ph)
Ta có : Tm =(L + L1 + L2) / St
L : chiều dài chi tiết: 16
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4 mm
Với L1 = D/2cotgj + (0,5 - 2) =(12,5/2) cotgj + 2 = 4,1 mm
Vậy Tm =30+ 4 + 4,1 / 0,72 = 50s
* Tarô ren Tr12x1.5 thì dùng mũi tarô máy có các thông số dao như sau:
Chọn dao : Mũi tarô d0=12 ; p = 1.5 ; L = 50 ; l = 20 ; l1 =1.6
- Tính toán chế độ cắt :
- Chọn t: t =(D – d)/2 = 0.75
- Chọn p = (mm/vòng)
- Tính V :
Tra bảng 5 -188) trang171 (sổ tay CNCTM 2)
Ta có :
V = 11(m/ph)
9. TRA CHẾ ĐỘ CẮT NGUYN CƠNG X : khoan 2 lỗ f3 và tarô ren M4
- Chọn gia công trên máy khoan đứng2A135:N=6Kw ; n =0.8
- Chọn mũi khoan ruột gà bằng thép gió P18 .
Ta có :
Chọn D dao = 3.5 mm ;:L =60 mm ; l =40mm
- Chọn chiều sâu cắt t : t =D/2=3/2=1.75 (mm)
- Chọn bước tiến S :
- Tra bảng 5 - 25 trang 21 (Sổ Tay Thiết Kế Công Nghệ Chế Tạo Máy,tập 2)
Ta có : Sz = (0.09 – 0.12) (mm/ răng) chọn Sz =0.1 mm/ vg
- Chọn tốc độ cắt V:
Tra bảng 5-90 trang 156
V1 = 55(m/ ph)
- Thời gian chạy máy
Ta có : Tm =(L + L1 + L2) / St
L : chiều dài chi tiết: 16
L1 : khoảng chạy tới
L2 : khoảng chạy quá. Lấy L2 = 4 mm
Với L1 = D/2cotgj + (0,5 - 2) =(12,5/2) cotgj + 2 = 4,1 mm
Vậy Tm =30+ 4 + 4,1 / 0,72 = 50s
* Tarô ren M4 thì dùng mũi tarô máy có các thông số dao như sau:
Chọn dao : Mũi tarô d0=4 ; p = 1 ; L = 50 ; l = 20 ; l1 =2
- Tính toán chế độ cắt :
4.Chọn t = ( D – d)/2 = 0.5
5.Chọn S =1,5 (mm/vòng)
6.Tính V :
CHƯƠNG V : LẬP BẢNG QUY TRÌNH CÔNG NGHỆ
CHƯƠNG IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
1. Nguyên công I : Chuẩn bị phôi
Làm sạch phôi, kiểm tra phôi và thường hóa phôi đúng ra phải được phân ra làm 3 nguyên công khác nhau do chúng được làm tại 3 nơi khác nhau. Nhưng để đơn giản trong việc lập bảng quy trình công nghệ gia công cơ ta sắp xếp chúng thành một nguyên công.
Nguyên công này nguyên công bắt buộc trước khi bước vào việc gia công bất kỳ một sản phẩm nào. Phôi sau khi đã phá khuôn ta phải cắt bỏcác phần thừa đây là những bộ phận của hệ thống rót và các đậu hơi đậu ngót. Trong việc này ta sử dụng các loại máy như máy cắt, máy mài…
Kế đến là ta làm sạch các bề mặt của phôi nói đúng hơn là ta loại bỏ các phần xỉ bám, phần hổn hợp làm khuôn bám lại trên phôi và những hổn hợp khác. Công việc này ta dùng máy phun cát để làm tăng độ nhám bề mặt phôi.
Sau khi công việc làm sạch được hoàn thành tiếp đến là phải kiểm tracác kích thước của phôixem phôi có đảm bảo được các kích thước gia công, bên cạnh đó ta phải kiểm tra các sai hỏng của phôi để đảm bảo các khuyết tật như : vết nứt, rỗ co, rỗ khí, lẫn tạo chất, bị biến trắng…. Ngoài ra, phôi phải đảm bảo về hình dáng và kết cấu bản vẽ. Do đó, bước này ta sử dụng thước cặp 1/10 và cac máy kiểm tra khuyết tật của kim loại. Sau đó ta đem đi nhiệt luyện: ở đây ta áp dụng phương pháp ủ hoàn toàngồm các bước sau :
+ chi tiết được nung nóng tới nhiệt độ 6500c (giữ trong 10 giờ).
+ làm nguội ngoài khí trời.
2. Nguyên công II ::phay thô mặt A
Để phay được mặt A này ta dùng mặt D để định vị 3 bậc tự do, mặt B khử 2 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.
Vì đây là nguyên công thay phô với lượng dư là 2.5 nên ta chỉ cần dùng một lát cát để phay hết lượng dư và do đây là nguyên công phay thô nên độ nhám cũng không cao phù hợp với yêu cầu chi tiết đạt Rz40
Ơ nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cát ở đây cũng tương đối lớn nên ta chọn dao phay mặt đầu có gắn thỏi hợp kim cứng BK6 theo tiêu chuẩn với đưòng kính D = 50 và số lưỡi dao là 12.
3/ NGUYN CƠNG III: phay thô mặt B
Ta phải phay thô mặt B sao cho chi tiết đạt được kích thước là 25 mm.
Để phay được mặt e này thì cũng tương tự như bước 1 ta sử dụng mặt A hạn chế được 3 bậc tự do, mặt D ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối giúp cho thao tác định vị của người thợ một cách chính xác và đảm bảo được tính kinh tế cao cho nguyên công .
Do lượng dư của mặt B chỉ có 2,5 mm và đây là nguyên công phay thô nên ta chỉ sử dụng một lát cát là xong. Chỉ cần cho dao ăn sâu đúng 2,5 mm và phay đi qua một lần là đảm bảo yêu cầu kích thước là 25 và độ nhám là Rz40 vì thế ở đây cũng không yêu cầu cao về tay nghề người thợ chỉ cần người thợ có bậc 3/7 là được , ta cũng chỉ dùng máy 6H12 cho đỡ phức tạp và giảm bớt tính đa dạng máy của xưởng song song với nó thì ta chọn dao phay mặt đầu có gắn thỏi hợp kim cứng bk6 theo tiêu chuẩn tương tự như ở bước trên, còn đối với đồ gá cho nguyên công này và nguyên công trên ta chỉ cần dùng tới êtô. Để đảm bảo được yêu cầu về kích thước ta phải dùng thước cặp 1/20 .
4. Nguyên công IV : phay thô mặt E
Để phay được mặt b-c này ta dùng mặt A để định vị 3 bậc tự do, mặt D khử 2 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.
Vì đây là nguyên công thay phô với lượng dư là 3 mm nên ta chỉ cần dùng một lát cát để phay hết lượng dư và do.Đây là nguyên công phay thô nên độ nhám cũng không cao phù hợp với yêu cầu chi tiết đạt Rz40.
Ơ nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cắt ở đây cũng tương đối lớn nên ta chọn dao phay trụ theo tiêu chuẩn với đưòng kính D = 50 mm và số lưỡi dao làz=8 .
5/NGUYN CƠNG V: Phay thô mặt G
Để phay được mặt này thì ta sử dụng mặt A hạn chế được 3 bậc tự do, mặt D ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối giúp cho thao tác định vị của người thợ một cách chính xác và đảm bảo được tính kinh tế cao cho nguyên công.
Do lượng dư của mặt e chỉ có 3 và đây là nguyên công phay thô nên ta chỉ sử
dụng một lát cát là xong. Chỉ cần cho dao ăn sâu đúng 3 mm và phay đi qua
Một lần là đảm bảo yêu cầu kích thước là 100 và độ nhám là Rz 40 vì thế ở đây cũng không yêu cầu cao về tay nghề người thợ chỉ cần người thợ có bậc 3/7 là được , ta cũng chỉ dùng máy 6H12 cho đỡ phức tạp và giảm bớt tính đa dạng máy của xưởng song song với nó thì ta chọn dao phay trụ theo tiêu chuẩn tương tự như ở bước trên, còn đối với đồ gá cho nguyên công này và nguyên công trên ta chỉ cần dùng tới êtô. Để đảm bảo được yêu cầu về kích thước ta phải dùng thước cặp 1/50 .
6/ NGUYN CƠNG VI: phay thơ rnh mang c
Để phay được mặt này thì ta sử dụng mặt B hạn chế được 3 bậc tự do, mặt D ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối .chiều sâu lớp cắt là 3 mm dộ nhám cần đạt là Rz = 40.phay xong kich thước đạt được là 28mm.kiểm tra kích thước bằng thước cặp 1/50.
dng dao phay gĩc D = 40,B = 8, d = 16
: Phay tinh rnh mang c
Để phay được mặt này ta dùng mặt A để định vị 3 bậc tự do, mặt D khử 2 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế
Cao.chiều sâu cắtt= 1 mm,ở nguyên công này ta sử dụng máy phay 6H12 vì chi tiết làm bằng gang là vật liệu dòn. Chọn dao như bước 1
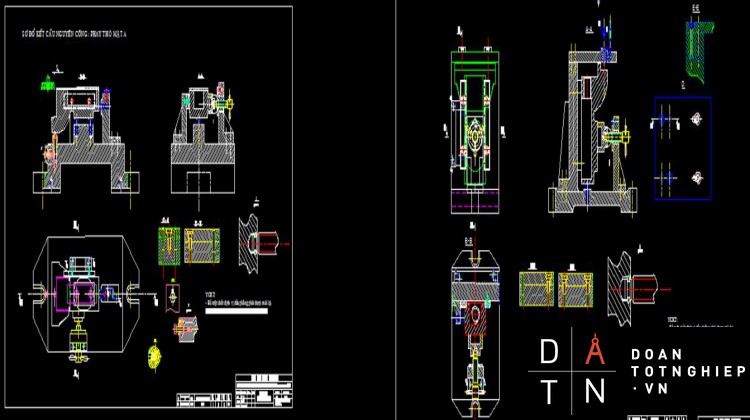
7/ NGUYN CƠNG VII: Bước 1: phay Phay thơ mặt G,I
Để phay được rãnh này ta dùng mặt A để định vị 3 bậc tự do, mặt D khử 2 bậc tự do. Từ đó đảm bảo được nguyên công của ta gia công được một cách chính xác và đảm bảo được tính kinh tế cao.chiều sâu cắt t= 10,ở nguyên công này ta sử dụng máy phay 6h12 vì chi tiết làm bằng gang là vật liệu dòn. Bên cạnh đó lát cắt ở đây cũng tương đối lớn nên ta chọn dao phay đĩa theo tiêu chuẩn với đưòng kính D =50mm và số lưỡi dao là z=14.bằng thép gió P18.kiểm tra kt bằng thước cặp 1/50.
Bước 2 : phay tinh mặt G,I
Để phay được này ta cũng định vị như phay thô
8. Nguyên công VIII : phay thơ mặt M,N
Ta phải phay mặt M,N sao cho chi tiết đạt kích thước 64 v được độ nhám rz40.
Để phay được mặt M,N thì ta sử dụng mặt có C hạn chế được 3 bậc tự do, rnh mang c ta khử được 2 bậc tự do, chi tiết ta đã đảm bảo được độ cứng vững tuyệt đối giúp cho thao tác định vị của người thợ một cách chính xác và đảm bảo được tính kinh tế cao cho nguyên công .dung dao phay đĩa thp giĩ có đuôi móc côn số 4.D=50;d=16;B=10;z=14.
9/ NGUYN CƠNG IX: KHOAN , TARO
: Khoan lỗ f10.5mm V taro ren Tr12x1.5
Chọn mũi khoan ruột gà chuôi trụ bằng thép gió P18 D=10.5mm ;L=100mm ;l=55mm.
Ta dung mặt C định vị 3 bậc, rnh mang c 2 bậc
Chọn mũi tarô bằng thép gió bước ren p=2 ;D0=12
Ta sử dụng mặt A định vị 3 nậc tự do, mặt D 2 bậc tự do
10/NGUYN CƠNG X: Khoan 2 lỗ f3mm và tarô ren M4
Chọn mũi khoan ruột gà chuôi tru bằng thép gió P18 D=3mm ;L=60mm ;l=49mm .
Chọn mũi tarô bằng thép gió bước ren p=1 ;D0=4 ;
Ta dung mặt C định vị 3 bậc, mặt D 2 bậc
.
10. Nguyên công X : Tổng kiểm tra
Ta kiểm tra tất cả các kích thước của chi tiết.
Kiểm tra tất cả các độ nhám xem có đạt yêu cầu chưa .
CHƯƠNG VI: TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
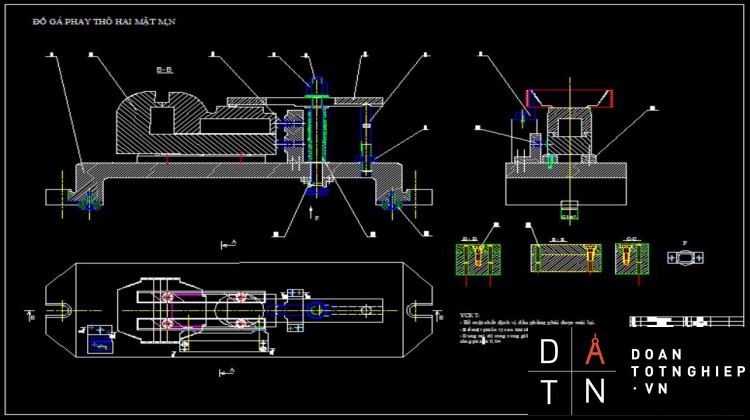
I/ TÍNH TỐN V THIẾT KẾ ĐỒ GÁ PHAY THÔ MẶT M,N
1.Phân tích yêu cầu kỹ thuật của nguyên công:
Phay thơ mặt M,N cần đạt kích thước 64 và độ nhám Rz40
Do đó,khơng đòi hỏi đồ gá sử dụng ở đây phải chính xác và có độ cứng vững cao. Sau đây, chúng ta đi vào từng yêu cầu để tìm ra phương án tốt nhất để thiết kế đồ gá.
2. Chọn phương án định vị và kẹp chặt.
Trước ht, ta dung mặt C định vị 3 bậc, rnh mang c định vị 2 bậc, mặt E 1 bậc.
Để định vị mặt C, v rnh mang c ta dung m tĩnh eeto định vị 5 bậc.. cịn lại ta dng mặt E định vị 1 bậc.
Sau đó ta dung 2 phiến tỳ sẻ rnh định vị mặt đấy 3 bậc,D định vị 2 bậc.
Chọn phương án kẹp chặt :
Do bề mặt định vị chính là mặt C nên ta kẹp hướng từ ngoài vào, để lực kẹp đi vào bề mặt định vị chính. Với cách kẹp như trên ta chọn lực kẹp đựoc tác dụng bằng ren. Và để nâng cao năng suất gá đặt, rút ngắn thời gian gia công sản phẩm ta sử dụng cơ cấu kẹp là mỏ kẹp.
3. Tính sai số chuẩn:
Chuẩn định vị và góc tích thước không trùng với nhau nên có sai số chuẩn
Sai số chuẩn của kích thước 64±0.15:
= IT64±0.15 = 0.3
sai số chuẩn cho php
{} = ½IT64±0.15 = 0.15
4.Tính lực kẹp :
a. Tính chế độ cắt
Chọn máy : 6h12
Chọn chiều sâu cắt : : t =3.5 (mm)
Chọn bước tiến : S = 0,25(mm/r)
Tốc độ cắt: V= 36.5 (m /ph)
Số vòng quay trục chính n=230(v/ ph)
Lực cắt khi phay
Pz =((Cp . txp . Syp . Z )/(Dqp . n)).Kp Bảng (12-1) và (13-1) (chế độ cắt gc cơ khí)
Thay vào công thức
B. Tính lực kẹp
khi phay dưới tác dụng của dao sẽ sinh ra 1 lực làm cho chi tiết bị trượt, v bong ln.
Để chi tiết gia công được cân bằng thì tổng các lực ma sát giữa bề mặt chi tiết gia công với thân gá,với chi tiết định vị và chi tiết kẹp chặt phải ³ Pz
Phương trình cn bằng lực:
Fms1 +Fms2 = P
Þ f1.w + f2(G +W) = P
Þ W = P – f2.G/f1 + f2
ÞW = 455kg
Vậy lực kẹp cần thiết: Wct = W.k = 682.5kg
f = f1 + f2
f1 = 0,12 : bề mặt định vị đã gia công
f2 = 0,12 : bề mặt kẹp chặt đã gia công
f = 0,12+0,12 = 0,24
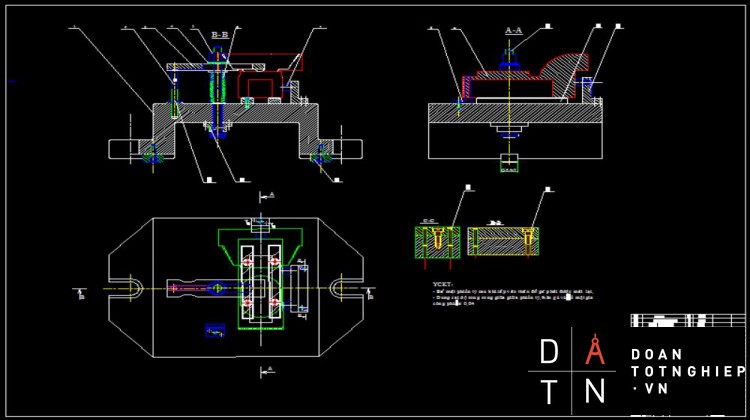
II/ TÍNH TOÁN THIẾT KẾ ĐỒ GÁ PHAY THÔ MẶT E.
1.Phân tích yêu cầu kỹ thuật của nguyên công:
Phay thơ mặt E cần đạt kích thước 85 và độ nhám Rz40
Do đó,khơng đòi hỏi đồ gá sử dụng ở đây phải chính xác và có độ cứng vững cao. Sau đây, chúng ta đi vào từng yêu cầu để tìm ra phương án tốt nhất để thiết kế đồ gá.
- Chọn phương án định vị và kẹp chặt.
Trước ht, ta dung mặt A định vị 3 bậc, mặt D định vị 2 bậc, mặt F 1 bậc.
Chọn phương án kẹp chặt :
Do bề mặt định vị chính là mặt A nên ta kẹp hướng từ ngoài vào, để lực kẹp đi vào bề mặt định vị chính. Với cách kẹp như trên ta chọn lực kẹp đựoc tác dụng bằng ren. Và để nâng cao năng suất gá đặt, rút ngắn thời gian gia công sản phẩm ta sử dụng cơ cấu kẹp là mỏ kẹp.
3. Tính sai số chuẩn:
Chuẩn định vị và góc tích thước trùng với nhau nên không có sai số chuẩn
4.Tính lực kẹp.
tính chế độ cắt
Chọn máy : 6h12
- Chọn chiều sâu cắt : t =3
- Bước tiến: S = 0.2mm/r
- V = 38.5m/pht
- n = 300vịng/pht
lực cắt khi phay
Pz =((Cp . txp . Syp . Z )/(Dqp . n)).Kp Bảng (12-1) và (13-1) (chế độ cắt gc cơ khí)
Khi gia công chi tiết có xu hướng bị trượt
Để chi tiết khong bị trượt:
Theo Phương trình cn bằng lực:
Fms1 +Fms2 = P
Þ f1.w + f2(G +W) = P
Þ f1.w + f2(G +W) = P
Þ W = P – f2.G/f1 + f2
Þw = 375kg
Vậy lực kẹp cần thiết: Wct = W.k = 563kg
f = 0,12
c. Tính đường kính bulông kẹp
Ta xác định lực kẹp cần thiết là
W = W1 = W2 = 19484 N
Lực cần thiết để tạo ra lực kẹp
Q = 2 W1 = 38968 N
Ap dụng công thức
Với vật liệu làm bulông là thép C45
Þ N/mm2
Þ N/mm2
Þ mm
Chọn đường kính bulông kẹp là d = 24 mm
IV.Chọn kết cấu thân gá :
Để đảm bảo yêu cầu kỹ thuật của đồ gá, khi gia công chi tiết trên đồ gá đó ta phải chọn các chi tiết của đồ gá cho phù hợp
Các chi tiết so dao : dung going eeke để so 2 bên.
Các chi tiết định vị : ta sử dụng 2 phiến tỳ ở phần đáy thân gá hạn chế 3 bậc tự do và chốt đỡ đầu trụ để định vị mặt phẳng (hạn chế 1 bậc tự do). thân đồ gá là một dạng tiêu chuẩn nên cũng khá dễ dàng trong chế tạo.
Các chi tiết đã chọn và các chi tiết khác được vẽ trên bản vẻ lắp đồ gá như: ổ lăn36000;vít lục giác đầu chìm;bulông ren thang có đường kính d =20;bản dẫn để gắn chốt đỡ đàu trụ.
V. Cách sử dụng và bảo quản:
- Hướng dẫn cách sử dụng đồ gá :
Chi tiết gia công được gá đặt theo phương thẳng ngang, thao tác như sau : trước khi gá đặt ta phải xoay bulông d=20 để hàm kẹp động đi ra tạo không gian đưa chi tiết từ trái vào để định vị. sau khi đã địng vị xong , ta tiến hành kẹp chặt chi tiết qua cơ cấu kẹp bằng cách xoay bulông đẩy hàm động tiến vào kẹp chặt chi tiết.Khi tháo chi tiết thì tiến hành làm ngược lại.
- Hướng dẫn bảo quản :
Khi sử dụng đồ gá thao tác phải nhẹ nhàng, đặt và lấy chi tiết phải cẩn thận tránh làm biến dạng các chi tiết định vị. sau khi sử dụng xong phải lau chùi, vệ sinh và tra dầu bảo quản.
- đánh giá ưu khuyết điểm :
Kết cấu đồ gá gồm các chi tiết định vị và kẹp chặt khá đơn giản, dể dàng thay thế khi hư hỏng, dễ thao tác khi gá đặt.
Thân đồ gá dễ tháo lắp với bàn máy nhờ rảnh chử T.
Tuy nhiên đồ gá có khuyết điểm là tấm dẫn khá nặng.








