THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GỐI ĐỠ PHẲNG






NỘI DUNG ĐỒ ÁN
Tên đề tài: Thiết kế quy trình công nghệ gia công chi tiết GỐI ĐỠ
I .Số liệu cho trước:
- Sản lượng: 120.000chiếc/năm
- Điều kiện thiết bị: Đầy đủ. (Tự chọn )
II.Nội dung thuyết minh và tính toán:
1. Nghiên cứu chi tiết gia công: Chức năng làm việc, tính công nghệ của kết cấu…

2. Xác định dạng sản xuất.
3. Chọn phôi và phương pháp tạo phôi, tra lượng dư cho các bề mặt gia công
4. Lập tiến trình công nghệ:Thứ tự gia công, gá đặt , so sánh các phương án , chọn phương án hợp lý.
5.Thiết kế nguyên công.
- Vẽ sơ đồ gá đặt có ký hiệu định vị, kẹp chặt, dụng cụ cắt ỡ vị trí cuối cùng,chỉ rõ phương chiều của chuyển động. Ghi kích thước, độ bóng, dung sai của nguyên công đang thực hiện
- Chọn máy, kết cấu dao.
- Trình bày các bước:chọn dao(loại dao và vật liệu làm dao), tra các chế độ cắt: s, v, t; tra lượng dư cho các bước và tính thời gian gia công cơ bản cho từng bước công nghệ.
- Tính lượng dư cho nguỵên công 7: phay mặt phẳng đế
- Tính toán chế độ cắt cho nguyên công thiết kế đồ gá: khoan,khoét doa lỗ Þ20
6.Thiết kế đồ gá: gia cơng lỗ Þ20.
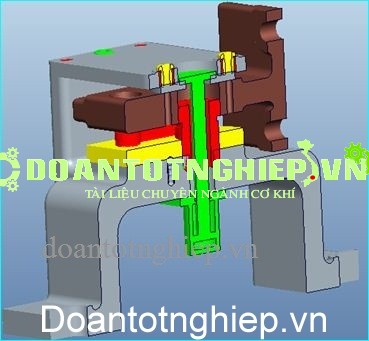
-Vẽ sơ đồ nguyên lý,thiết kế cơ cấu và trình bày nguyên lý làm việc của đồ gá.
-Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp bằng cam.
-Tính sai số chuẩn và so sánh với dung sai của nguyên công đang thực hiện trên đồ gá.
III.Các bản vẽ:
- Bản vẽ chi tiết: 1 bản (A3) v 1 bản vẽ 3d.
- Bản vẽ chi tiết lồng phôi: 1 bản (A3).
- Tập bản vẽ sơ đồ nguyên công: 4 bản (A3) v 3 bản vẽ 3d
- 4 bản vẽ nguyn cơng kiểm tra.
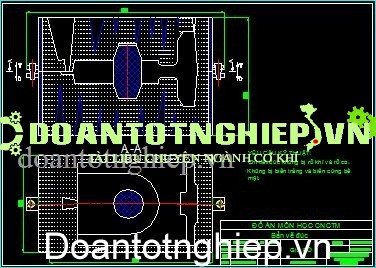
- Bản vẽ thiết kế đồ gá: (vẽ băng bút chì) 1 bản (A1).
- Bản vẽ chi tiết đế đồ gá : 1 bản (A3)
IV.Ngày giao nhiệm vụ: .....................
Chương I: XÁC ĐỊNH DẠNG SẢN XUẤT
- Mục đích của chương này là xác định hình thức tổ chức sản xuất (đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn, hàng khối) để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi thích hợp, chọn thiết bị hợp lý để gia công chi tiết.
- Để thực hiện điều này trước hết ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau [trang 12 Sách Thiết kế đồ án công nghệ chế tạo máy, công thức 2]:

Sử dụng Phần mềm Pro 5.0, tính được khối lượng cụ thể chi tiết:
VOLUME = 1.9426313e+05 MM^3= 1940 cm^3 =0.194 dm3
SURFACE AREA = 4.7712859e+04 MM^2
DENSITY = 7.0000000e-10 TONNE / MM^3
MASS = 1.3598419e-04 TONNE
CENTER OF GRAVITY with respect to _GIADO coordinate frame:
X Y Z 2.7896185e-01 5.0035304e+01 5.2831757e+00 MM
Ta phân tích chi tiết ra thành các phần với thể tích V1,V2,V3….sau đó tính riêng từng thể tích rối cộng lại ta được : V =0.194
Vậy : M = 7x0.194= 1.358 (kg)=1.36kg
- Vậy theo bảng thống kê [CN CTM], trang 19 thì dạng sản xuất của chi tiết là hàng khối.
Kết luận: Vì là dạng sản xuất hàng khối nên khi thiết kế quy trình công nghệ ta phải phân tích thật kỹ, để gia công đạt năng xuất cao ta phải chọn máy chuyên dùng hoặc đồ gá chuyên dùng trên máy vạn năng.
Chương II: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Mục đích của phần này là xem kết cấu và các điều kiện kỹ thuật cho trong bản vẽ chi tiết có phù hợp hay không với chức năng phục vụ và khả năng chế tạo
2.1 Phân tích chi tiết gia công:
- Chi tiết này là một chi tiết đế.
- Chi tiết đế có chức năng để đỡ các chi tiết khác trong một cụm máy.
- Thông thường ta gặp chi tiết này trong các máy công cụ, chi tiết có thể được dùng định vị, nối kết, cĩ rnh để di trượt.
- Chi tiết đế thường làm tăng độ cứng vững các bộ phận lắp trên nó.
2.2 Phân tích kỹ thuật:
- Vật liệu chế tạo : Gang Xám 15 – 32
- Độ cứng HB: 182…199
- Gang xám la hỗn hợp giữa Sắt với Cacbon và có chứa một số nguyên tố như (0.5¸4.5)% Si, (0.4¸0.6)% Mn, 0.8% P, 0.12% S ….
- Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, có góp phần làm giảm rung động nên được sử dụng nhiều trong chế tạo máy.
- Trong quá trình làm việc chi tiết chủ yếu là chịu nén nên chi tiết được làm bằng gang xám là phù hợp.
* Yêu cầu kỹ thuật :
Từ độ nhám mặt A là Rz25 phay bn tinh vậy chọn cấp 10 tra bảng 2.7 trang 87 Sổ Tay Dung Sai ta được 0.05mm.
Dung sai độ không phẳng bề mặt A trong ≤ 0,05 mm trên 95mm chiều dài.
Từ độ nhám mặt B l Rz25 phay bn tinh vậy chọn cấp 10 tra bảng Sổ Tay Dung Sai ta được 0.05mm.
Dung sai độ không phẳng của các bề mặt chính trong ≤ 0,05 mm trên 95mm chiều dài.
Yêu cầu chi tiết đối xứng qua tâm.
Dung sai độ không song song 2 mặt A v B l ≤ 0.08( bảng 2.15 Sổ Tay DSLG trang 95)
Mặt E và F được phay tinh chọn cấp 8, kích thước 2 mặt là L= 43. Tra bảng 2.15 Sổ Tay DSLG trang 95)
Dung sai độ không song song 2 mặt C v D l ≤ 0,025.
Từ độ nhám mặt C, D là Rz1.6 phay tinh vậy chọn cấp 8 tra bảng 2.7 Sổ Tay Dung Sai ta được 0.02mm.
Dung sai độ không phẳng của các bề mặt chính trong ≤ 0,02 mm trên 85mm chiều dài.
Dung sai độ trịn f34 là độ nhám 1.6 chọn doa tinh cấp 8 tra bảng2.11 sổ tay DSLG trang 91 là 0.02
Dung sai kích thước đường kính lỗ O34 tra bảng 1.4 trang 11 Sổ Tay DSLG l 0.04
Dung sai kích thước đường kính lỗ khoan-khoét- doa ( thơ v tinh ) cấp chính xc 7 ∅10tra bảng 1.4 trang 11 Sổ Tay DSLG l ∅10+0.018
Dung sai kích thước đường kính lỗ khoan cấp chính xc 12 O5 tra bảng 1.4 trang 11 Sổ Tay DSLG l 0.18
Dung sai kích thước khoảng cch tm từ f34 CCX 8 đến f5 CCX 12. Chọn cấp chính xc 10 tra bảng 1.4 trang 11 Sổ Tay DS LG được +/- 0.042
Độ không song song giữa lỗ O34 so với mặt E ≤ 0,04.
Độ không đồng tâm giữa các lỗ O34 v f 20 ≤ 0,04.
Độ không vuông góc giữa các mặt đầu và giữa các lỗ o34 v f 20 ≤0,05..mm trên 100mm chiều dài.
2.3 Tính công nghệ chi tiết đế:
- Chú ý độ cứng vững của đế.
- Những bề mặt lắp ráp, đỡ chi tiết khác nên quan tâm đến độ bóng, độ nhấp nhô.
- Hình dáng đế phải thuận lợi cho việc chọn chuẩn thô, chuẩn tinh thống nhất.
-Các kết cấu chi tiết không gy khó khăn trong quá trình gia công. Trong quá trình gia công ta sử dụng các phương pháp: phay, khoét, doa hợp lý cho những bề mặt để đạt được những yêu cầu đặt ra........................................
Chương III: CHỌN PHÔI
3.1 Chọn dạng phôi:
- Có rất nhiều phương pháp để tạo nên phôi. Do đó cần phải phân tích (phân tích ưu điểm, khuyết điểm) giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp
3.1.1 Phôi rèn dập:
- Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt
- Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lý vì gang xám có tính dòn nên khi rèn làm cho chi tiết dễ làm cho chi tiết bị hiện tượng nứt nẻ
3.1.2 Phôi cán:
- Chi tiết làm bằng phôi cán cũng có cơ tính gần giống như phôi rèn dập
3.1.3 Phôi đúc:

- Phôi đúc có cơ tính không cao bằng phôi rèn dập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang (tính đúc tốt ) vì có những đặc điểm như sau:
+ Lượng dư phân bố đều
+ Tiết kiệm được vật liệu
+ Giá thành rẻ, được dùng phổ biến
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả
Kết luận:
- Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám
- Vậy ta chọn phương pháp để tạo ra chi tiết đế là dạng phôi đúc
Chương IV: CHỌN TIẾN TRÌNH GIA CÔNG
4.1/ Mục đích:
- Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan, hình dạng hình học, độ nhám, độ bóng của bề mặt theo yêu cầu của chi tiết cần chế tạo v tính kinh tế của sản phẩm.
4.2/ Chọn tiến trình gia công các bề mặt:
a/ Phương án 1:
Nguyên công 1: Phay mặt E, F cùng lúc. Dùng dao phay đĩa ghép lại. Nguyên công 2: Khoan 2 lỗ cng lc 2 lỗ ∅12+/-0.2 (mặt đáy)
Nguyên công 3: Phay 2 mặt A,B cng lc. . Dùng dao phay đĩa ghép lại. Nguyên công 4: Khoan, khoét, doa ∅34+0.04.
Nguyên công 5: Khoan, khoét, doa ∅20+/-0.03
Nguyên công 6: Khoan, khoét, doa ∅10+/-0.02
Nguyên công 7: khoan từng lỗ mm chia 8 lỗ x ∅5+/-0.1.
b/ Phương án 2:
Nguyên công 1: Phay 2 mặt A,B . . Dùng dao phay đĩa ghép lại. Nguyên công 2: Khoét, doa ∅34+0.04.
Nguyên công 3: Khoan, khoét, doa ∅20+/-0.03
Nguyên công 4: Khoan, khoét, doa ∅10+/-0.02
Nguyên công 5: Khoan đồng loạt trên máy khoan nhiều trục 8 lỗ x ∅5+/-0.1.
Nguyên công 6: Phay mặt E, F cùng lúc. Dùng dao phay đĩa ghép lại.
Nguyên công 7: Khoan 2 lỗ cùng lúc 2 lỗ ∅12+/-0.2 (mặt đáy)
c/ Phương án 3:
Nguyên công 1: Phay 2 mặt A,B cùng lúc. . Dùng dao phay đĩa ghép lại. ..................
Chương V: THIẾT KẾ NGUYÊN CÔNG
Hiện nay để tối ưu chế độ cắt và giải quyết nhanh gọn việc tra chế độ cắt trong gia công cơ khí có 1 số phần mềm tính toán chế độ cắt như : Phần mềm tra chế độ cắt SecoCut 4.1..............
5.3/ Nguyên công III : Tra bảng 3-132( ST CNCTM 1/trang 275) Gia công các lỗ đúc hoặc dập nóng đạt chính xác 5-8:
- Khot thô lỗ ∅33
Khoét tinh lỗ ∅33.8
Doa thô lỗ ∅34
Chương IX: Tính toán và thiết kế đồ gá kiểm tra.
Đồ gá kiểm tra độ song song 2 mặt A và B :
- Chi tiết được áp mặt A vào mặt chuẩn Đế gá và được xiết chặt cố định vào đế gá, sau đó dùng đồng hồ so di chuyển khắp bề mặt cần kiểm tra là mặt B. Dựa vào độ chênh lệch của kim đồng hồ ta biết được độ không song song 2 mặt A và B. Giới hạn là 0.08mm tương đương 8 vạch kim đồng hồ.

- Đồ gá kiểm tra khoảng cách tâm: 44+/-0.05.......................
-
1/ Chốt định vị lỗ
2/ Bạc lắp chốt.
3/ Calip đo lỗ.
Nguyên lý đo: chốt định vị đã được lắp cố định với bạc, dùng chốt định vị vào lỗ f20 dùng calip đưa vào lỗ f34. Nếu đầu nhỏ calip lọt qua nhưng đầu lớn không qua thì chi tiết đạt yêu cầu. Nếu 2 đầu calip đều qua hay cả hai đều không qua thì không đạt yêu cầu kỹ thuật.
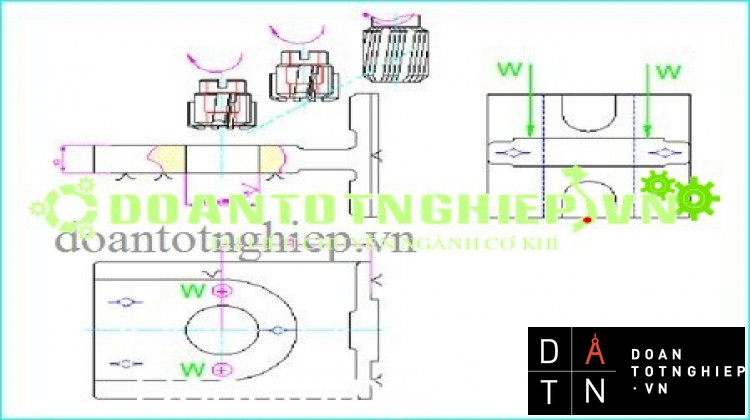
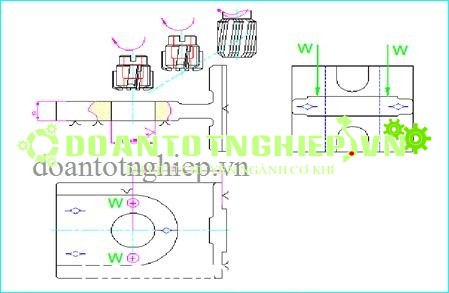
- Đồ gá kiểm tra gồm trục g và bố trí đồng hồ so như hình vẽ:.............................
Kiểm tra độ phẳng của 2 mặt E,F
Kích thước rãnh 43+/-0.03
Đồng hồ so được lắp như hình vẽ, chi tiết gắn trn 1 chốt trụ v 1 chốt trám chống xoay. Khi lắp chi tiết vo thì nhìn vo 2 đồng hồ so lắp nghiên biết được kích thước rãnh (cho giới hạn l +/- 30 vạch) nếu vượt quá thì không đạt.
Khi di chuyển chi tiết tịnh tiến vo thn g thì đọc chỉ số của 2 đồng hồ so lắp nghiên biết được độ song song của rnh 0.025.(25 vạch )
Khi di chuyển chi tiết tịnh tiến độ chênh lệch của 2 đồng hồ thẳng đứng kiểm tra độ phẳng của 2 mặt E,F không vượt quá 0.02 (20 vạch)
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết








