Đồ án tốt nghiệp THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN BƠM DẦU AlSi13
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP
CÔNG NGHỆ CHẾ TẠO MÁY
ĐỀ TÀI:
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
CHI TIẾT THÂN BƠM DẦU
LỜI NÓI ĐẦU
Đất nước ta đang trên con đường phát triển công nghiệp hoá - hiện đại hoá theo định hướng XHCN. Ngành công nghiệp đóng một vai trò vô cùng quan trọng. Các hệ thống máy móc ngày càng hiện đại bán tự động đến tự động dần thay thế sức lao động của con người. Để tạo ra được các loại thiết bị máy móc đó và làm chủ được nó đòi hỏi mỗi chúng ta phải tìm tòi nghiên cứu rất nhiều. Là một sinh viên ngành cơ khí em càng thấy được tầm quan trọng của ngành công nghiệp nói chung và ngành cơ khí chế tạo nói riêng.
Môn học công nghệ chế tạo máy có vị trí quan trọng về thiết kế, chế tạo các loại máy và trang bị cơ khí phục vụ cho các ngành kinh tế. Môn học tạo điều kiện cho người học nắm vững và vận dụng có hiệu quả các phương pháp thiết kế, xây dựng và quản lý các quá trình chế tạo sản phẩm cơ khí nhằm đạt được các chỉ tiêu kinh tế kỹ thuật cao nhất có thể.
Đồ án tốt nghiệp công nghệ chế tạo máy là một trong các đồ án có tầm quan trọng nhất đối với một sinh viên khoa cơ khí. Đồ án giúp cho sinh viên hiểu thêm về những kiến thức đã học không những môn công nghệ chế tạo máy mà các môn khác như: máy công cụ, dụng cụ cắt... Đồ án còn giúp cho sinh viên được hiểu dần về thiết kế và tính toán một qui trình công nghệ chế tạo một chi tiết cụ thể.
Qua quá trình được đào tạo tại trường, với vốn kiến thức rộng mà nhà trường đã trang bị cho, em đã được giao Đồ án tốt nghiệp với đề tài: “Thiết kế qui trình công nghệ gia công Thân bơm dầu”. Với sự cố gắng của bản thân, sự hướng dẫn tận tình của GVHD và các thầy cô giáo nên đến nay em đã hoàn thành đồ án tốt nghiệp được giao. Song do kiến thức còn hạn chế, kinh nghiệm thực tế hầu như không có cho nên bản đồ án của em chắc chắn không tránh khỏi những sai sót. Vì vậy em rất mong sự góp ý của các thầy, các bạn để bản đồ án của em được hoàn thiện hơn.
MỤC LỤC
Trang
MỤC LỤC................................................................................................ 3
PHẦN 1 PHÂN TÍCH CHI TIẾT GIA CÔNG......................................... 5
1.1. Phân tích công dụng và điều kiện làm việc của chi tiết............................ 5
1.2. Phân tích vật liệu chế tạo chi tiết gia công.............................................. 5
1.3. Phân tích kết cấu, hình dạng chi tiết gia công.......................................... 6
1.4. Phân tích độ chính xác gia công............................................................ 6
1.5. Xác định sản lượng năm..................................................................... 10
PHẦN 2 CHỌN PHÔI ,PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH
LƯỢNG DƯ GIA CÔNG........................................................................ 13
2.1.Chọn phôi......................................................................................... 13
2.2. Phương pháp chế tạo phôi................................................................... 14
2.3. Xác định lượng dư gia công ............................................................... 15
2.4. Tính hệ số dịch chuyển vật liệu....................................................... 17
PHẦN 3 LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ....... 20
3.1. Mục đích........................................................................................... 20
3.2. Nội dung........................................................................................... 20
PHẦN 4 BIỆN LUẬN QUY TRINH CÔNG NGHỆ............................... 21
4.1. Nguyên công 1: Chuẩn bị phôi............................................................ 21
4.2. Nguyên công 2: Vạt mặt A – Vặt đầu ϕ45 – Tiện lỗ ϕ30-0.033–Vát mép ϕ45…..................................................................................................... 22
4.3. Nguyên công 3: Khoan lỗ ϕ7.8 - ϕ8, doa lỗ ϕ8+0.022, vát mép 2 lỗ ϕ8. 28
4.4. Nguyên công 4: Doa lỗ ϕ15+0,018, vát mép lỗ ϕ15+0,018....................... 33
4.5. Nguyên công 5: Vạt mặt C – Tiện lỗ ϕ50+0,025 – Tiện rãnh tròn b= 3mm............................................................................................................... 37
4.6. Nguyên công 6: Khoan 4 lỗ ϕ 6.8 – Taro 4 lỗ M8............................. 42
4.7. Nguyên công 7: Khoét lỗ ϕ24.3+0.052 và taro ren Rc ¾”...................... 46
4.8. Nguyên công 8: Khoét lỗ ϕ18.6+0.052 và taro ren Rc ½”...................... 49
4.9. Nguyên công 9: Khoan 2 lỗ ϕ 5......................................................... 53
4.10. Nguyên công 10: Khoan 1 lỗ ϕ3..................................................... 57
4.11. Nguyên công 11: Tiện rãnh phe ϕ32.1 – Vat mép lỗ ϕ30............... 59
4.12. Nguyên công 12: Khoét 2 lỗ ϕ16..................................................... 62
- 13. Nguyên công 13: Tổng kiểm tra....................................................... 64
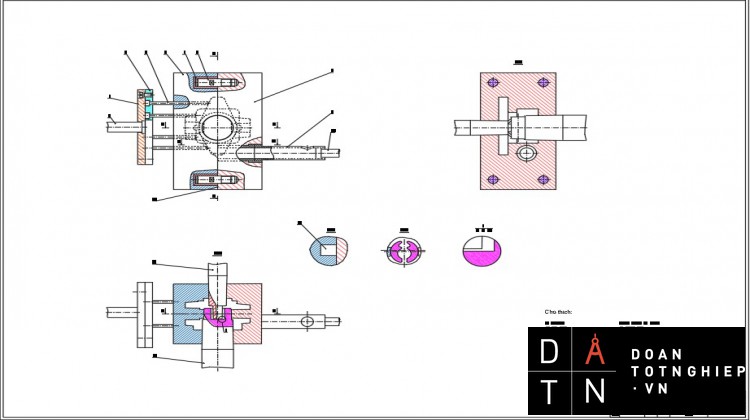
PHẦN 5 THIẾT KẾ ĐỒ GÁ KHOÉT LỖ ϕ24.3+0.052 – TARO RC 3/4”. 66
5.1. Phân tích yêu cầu nguyên công............................................................ 66
5.2. Phương pháp định vị và kẹp chặt......................................................... 67
5.3. Phương pháp tính lực kẹp................................................................... 67
5.4. Xác định sai số và chế tạo cho phép..................................................... 68
5.5. Ưu Khuyết điểm đồ gá........................................................................ 68
5.6. Hướng dẫn bảo quản đồ gá.................................................................. 68
5.7. Hướng dẫn sử dụng đồ gá................................................................... 68
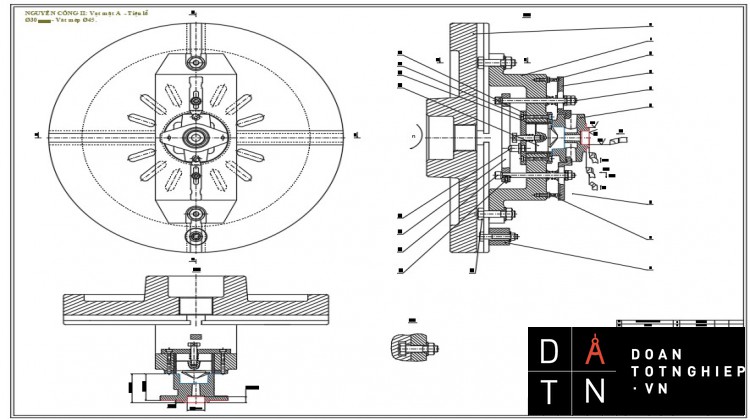
PHẦN 6 THIẾT KẾ ĐỒ GÁ TIỆN........................................................ 66
6.1. Phân tích yêu cầu nguyên công............................................................ 69
6.2. Phương pháp định vị và kẹp chặt......................................................... 69
6.3. Phương pháp tính lực kẹp................................................................... 70
6.4. Xác định sai số và chế tạo cho phép..................................................... 71
6.5. Ưu Khuyết điểm đồ gá........................................................................ 71
6.6. Hướng dẫn bảo quản đồ gá.................................................................. 71
6.7. Hướng dẫn sử dụng đồ gá................................................................... 71
PHẦN 7:Tính đối trọng cho đồ gá tiện .................................................. 66
7.1. Tính đối trọng cho đồ gá tiện............................................................... 72
7.2. Một số chi tiết tiêu chuẩn.................................................................... 84
PHẦN 8 KẾT LUẬN............................................................................. 88
Tài Liệu Tham Khảo................................................................................ 89
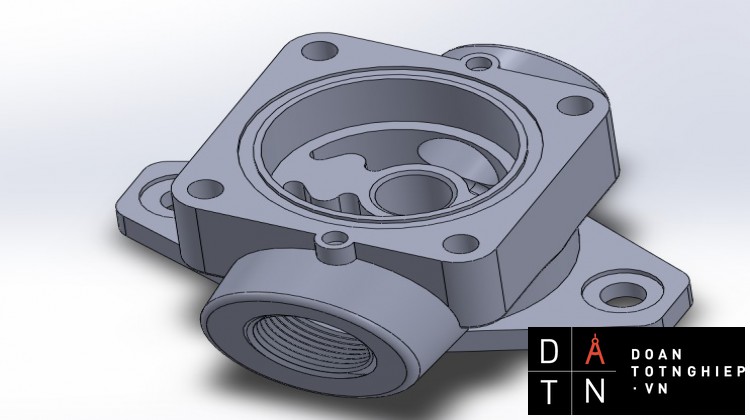
Phần 1. PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)
1.1 Phân tích công dụng và điều kiện làm việc của (CTGC)
- CTGC có tên gọi là thân bơm công dụng của nó là: Bơm dầu là một cơ cấu chuyển đổi năng lượng dùng để biến đổi cơ năng thành động năng và thế năng (dưới dạng áp suất) của dầu. Trong hệ thống dầu ép chỉ dùng loại bơm thể tích, tức là bơm thực hiện việc biến đổi năng lượng bằng cách thay đổi thể tích buồng làm việc. Khi thể tích buồng dầu làm việc tăng, bơm hút dầu thực hiện chu kì hút. Khi thể tích giảm, bơm đẩy dầu ra thực hiện chu kì nén. Nếu trên đường dầu ra ta đặt vật cản (thí dụ như đặt van), dầu bị chặn tạo ra một áp suất nhất định. Áp suất này phụ thuộc vào độ lớn của sức cản và kết cấu thân bơm. Do đó trong một số thiết bị máy móc, máy bơm là bộ phận không thể thiếu để vận chuyển chất lỏng, tạo áp suất, vận tốc cao phục vụ với các mục đích khác nhau như trong máy công cụ, trong ôtô, trong lĩnh vực thủy lực.....
- Điều kiện làm việc: Vì đây là phần tiếp xúc với lưu chất cần bơm nên có điều kiện làm việc là:
+ Chịu được áp suất lớn.
+ Chịu được nhiệt độ cao (do nhiệt trong lưu chất và nhiệt do ma sát giữa rotô trong và rotô ngoài tạo ra).
+ Chịu mài mòn thủy lực và mài mòn do ma sát.
1.2 Phân tích vật liệu chế tạo CTGC
Với điều kiện làm việc của CTGC ta thấy vật liệu hợp kim nhôm Al Si13 là phù hợp, với các tính chất của vật liệu như sau:
- Thành phần cấu tạo:
Tổ chức tế vi: Hợp kim nhôm là đa tinh thể, bao gồm rất nhiều hạt tinh thể nhỏ định hướng khác nhau. Mỗi hạt là dị hướng nhưng tổng hợp nhiều hạt. Về mặt cơ học có thể coi nhôm là vật liệu đẳng hướng.
Thành phần hóa học:
|
Nguyên tố |
Si |
Mg |
Fe |
Mn |
|
Tỷ lệ (%) |
|
0.1 |
0.8 |
|
Công dụng, tính công nghệ:
Hợp kim nhôm - Silic (AlSi13) là các hợp kim với khoảng Si rộng hơn (5 đến 20%) và có thêm Mg (0.3 đến 0.5%) nên độ bền của Silumin phức tạp cao hơn hẳn nhất là sau khi nhiệt luyện. Mg2Si nên hệ là Al – Si – Mg làm cải thiện cơ tính và có tính đúc tốt. Thường dùng làm các chi tiết máy quan trọng như: Thân máy nén, thân nắp động cơ ôtô,.....
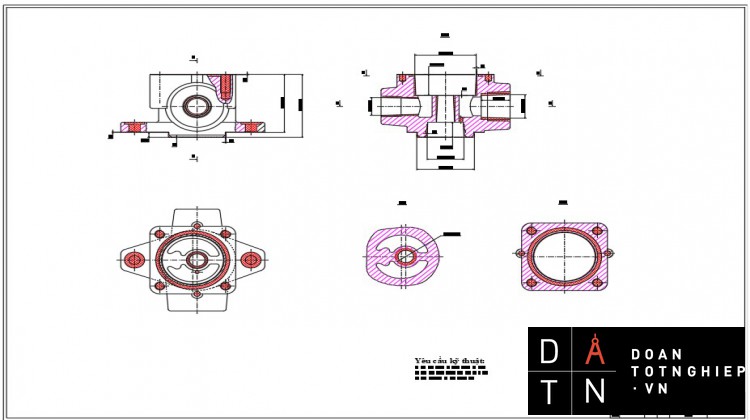
1.3 Phân tích kết cấu, hình dạng CTGC.
- CTGC là bộ phận nâng đỡ, lắp các chi tiết khác lên, nó tạo buồng chứa dầu để vận chuyển dầu và tạo áp suất cao. Thân bơm được cố định trên nền bằng các bulông àChi tiết thuộc dạng hộp.
- Bề mặt đặc biệt cần quan tâm khi gia công là:
+ Lỗ ϕ15 là bộ phận hoạt động chính của chi tiết vì nó lắp với trục động cơ.
+ Lỗ ϕ50 cũng là bộ phận hoạt động chính của chi tiết vì nó được lắp với roto ngoài như hình vẽ:
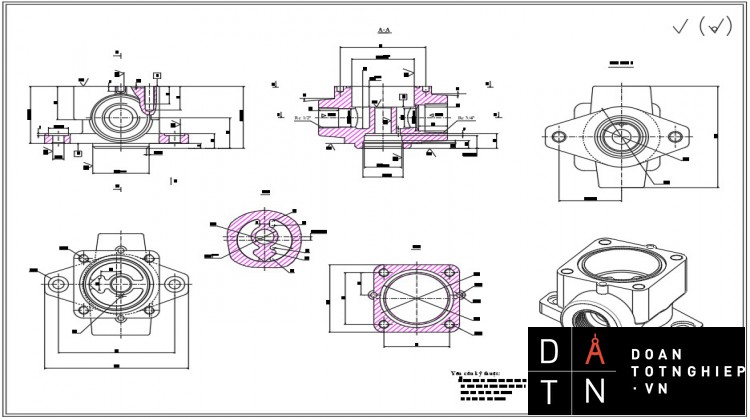
1.4 Phân tích độ chính xác gia công:
1.4.1 Độ chính xác của kích thước:
Kích thước có chỉ dẫn dung sai:
- Vì lỗϕ15 lắp ghép với trục để truyền chuyển động cho roto trong ở đây ta chọn lắp ghép xoay nên: H/f ( [2], tra 3.2.1 trang 49).
Miền dung sai kích thước ϕ15 ( [1], tra bảng 1.40 trang 59).
Với miền dung sai kích thước lỗ ϕ15H7àϕ15+0,018(1, tra bảng 1.14 tr 18).
Kích thước danh nghĩa: DN = 15.
Sai lệch trên : ES = 0,018
Sai lệch dưới : EI = 0
Dung sai kích thước : ITD = ES – EI = 0,018 – 0 = 0,018.
àĐộ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7.
- Vì lỗ ϕ50 lắp ghép với roto trong để tạo chuyển động xoay tròn cho roto trong ở đây ta chọn lắp ghép xoay nên: H/f ( [2], tra 3.2.1 trang 49).
Miền dung sai kích thước ϕ50 ( [1], tra bảng 1.40 trang 59).
Với miền dung sai kích thước lỗ ϕ50H7àϕ50+0,025(1, tra bảng 1.14 tr 18).
Kích thước danh nghĩa: DN = 50.
Sai lệch trên : ES = 0,025
Sai lệch dưới : EI = 0
Dung sai kích thước : ITD = ES – EI = 0,025 – 0 = 0,025.
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7.
- Kích thước khoảng cách giữa mặt B và mặt C có:
Kích thước danh nghĩa: DN = 21
Cấp chính xác: 8
àKích thước khoảng cách 21 là: 21+0,033. ( [1], tra bảng 1.4 trang 4).
- Vì lỗϕ30 lắp với phốt chắn dầu và cũng dùng làm chuẩn tinh thống nhất cho các nguyên công về sau nên ta gia công lỗ ϕ30 đạt Ccx 7-8.
Kích thước danh nghĩa: DN = 30.
Cấp chính xác: 8
Kích thước khoảng cách 30 là: ϕ 30-0.033. ( [1], tra bảng 1.4 trang 4).
- Vì mặt ϕ45 dùng làm chẩn định vị để gia công nên gia công đạt Ccx8.
Kích thước danh nghĩa: DN = 45.
Cấp chính xác: 8
àKích thước mặt trụ ϕ45 là: ϕ45-0.039. ( [1], tra bảng 1.4 trang 4).
- Kích thước đường kính lỗ ϕ18.6+0,052 :
Kích thước danh nghĩa: DN = 18.6.
Sai lệch trên : ES = 0,052
Sai lệch dưới : EI = 0
Dung sai kích thước : ITD = ES – EI = 0,052 – 0 = 0,052.
(1, tra bảng 1.4 tr 4).
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 9.
- Kích thước đường kính lỗ ϕ24.3+0,052 :
Kích thước danh nghĩa: DN = 24.3
Sai lệch trên : ES = 0,052
Sai lệch dưới : EI = 0
Dung sai kích thước : ITD = ES – EI = 0,052 – 0 = 0,052.
(1, tra bảng 1.4 tr 4).
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 9.
- Kích thước khoảng cách giữa tâm lỗ ϕ8 và tâm lỗ ϕ15 có:
Kích thước danh nghĩa: DN = 50
Cấp chính xác: 7
àKích thước khoảng cách 50 là: 50±0,0125. ( [1], tra bảng 1.4 trang 4).
- Kích thước khoảng cách giữa tâm lỗ ϕ15+0.018 và tâm lỗ ϕ50+0.025có:
Kích thước danh nghĩa: DN = 3.5
Cấp chính xác: 7
àKích thước khoảng cách 3.5 là: 3.5±0,006. ( [1], tra bảng 1.4 trang 4).
- Kích thước khoảng cách giữa mặt A và mặt C có:
Kích thước danh nghĩa: DN = 58
Cấp chính xác: 7
àKích thước khoảng cách 58 là: 50±0,015. ( [1], tra bảng 1.4 trang 4).
- Kích thước khoảng cách giữa mặt C và mặt đầu ϕ45 có:
Kích thước danh nghĩa: DN = 63
Cấp chính xác: 8
àKích thước khoảng cách 63 là: 63±0,023. ( [1], tra bảng 1.4 trang 4).
Kích thước không chỉ dẫn dung sai:
vKích thước khoảng cách giữa 2 bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 10 (hoặc CCX phôi – tùy theo loại phôi và phương pháp chế tạo phôi).
- Kích thước 68 cấp chính xác phôi. (STCNCTM tập 1, tra bảng 3.4 tr 174) ta được IT = 0,5 mm. Kích thước đầy đủ 68 ± 0,25
- Kích thước 115 cấp chính xác phôi. (STCNCTM tập 1, tra bảng 3.4 tr 174) ta được IT = 0,6 mm. Kích thước đầy đủ 115 ± 0,3.
- Kích thước 104 cấp chính xác phôi. (STCNCTM tập 1, tra bảng 3.4 tr 174) ta được IT = 0,6 mm. Kích thước đầy đủ 104 ± 0,3.
- Kích thước ϕ62 cấp chính xác phôi. (STCNCTM tập 1, tra bảng 3.4 tr 174) ta được IT = 0,5 mm. Kích thước đầy đủ ϕ62 ± 0,25.
vKích thước khoảng cách giữa 1 bề mặt gia công và 1 bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 14.
- Kích thước 43 cấp chính xác 14. ( [1], tra bảng 1.4 tr 4) ta được IT = 0,62 mm. Kích thước đầy đủ 43 ± 0,31.
- Kích thước 34 cấp chính xác 14. ( [1], tra bảng 1.4 tr 4) ta được IT = 0,62 mm. Kích thước đầy đủ 34 ± 0,31.
- Kích thước 15 cấp chính xác 14. ( [1], tra bảng 1.4 tr 4) ta được IT = 0,43 mm. Kích thước đầy đủ 15 ± 0,215.
- Kích thước 2 cấp chính xác 14. ( [1], tra bảng 1.4 tr 4) ta được IT = 0,25 mm. Kích thước đầy đủ 2 ± 0,125.
vKích thước khoảng cách giữa 2 bề mặt gia công không chỉ dẫn dung sai lấy cấp chính xác 12.
- Kích thước 93 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,35 mm. Kích thước đầy đủ 93 ± 0,175.
- Kích thước 68 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,3 mm. Kích thước đầy đủ 68 ± 0,15
- Kích thước 54 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,3 mm. Kích thước đầy đủ 54 ± 0,15.
- Kích thước 31 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,25 mm. Kích thước đầy đủ 31 ± 0,125.
- Kích thước 24 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,21 mm. Kích thước đầy đủ 24 ± 0,105.
- Kích thước 23 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,21 mm. Kích thước đầy đủ 23 ± 0,105.
- Kích thước 22 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,21 mm. Kích thước đầy đủ 22 ± 0,105.
- Kích thước 18 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,18 mm. Kích thước đầy đủ 18 ± 0,09.
- Kích thước 16 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,18 mm. Kích thước đầy đủ 16 ± 0,09.
- Kích thước 15 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,18 mm. Kích thước đầy đủ 22 ± 0,09.
- Kích thước 7.9 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,15 mm. Kích thước đầy đủ 7.9 ± 0,075.
- Kích thước 6 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,15 mm. Kích thước đầy đủ 6 ± 0,075.
- Kích thước 5 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,12 mm. Kích thước đầy đủ 5 ± 0,06.
- Kích thước 2 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,1 mm. Kích thước đầy đủ 2 ± 0,05.
- Kích thước 1,5 cấp chính xác 12. (1, tra bảng 1.4 tr 4) ta được IT = 0,1 mm. Kích thước đầy đủ 1,5 ± 0,05.
1.4.1. Độ chính xác về hình dáng hình học:
- Không có YCKT nào đặc biệt về hình dáng hình học trong CTGC này.
1.4.2. Độ chính xác về vị trí tương quan:
- Dung sai độ song song của mặt B so với mặt A ≤ 0,012.( [1], tra bảng 2.15 trang 82).
- Dung sai độ vuông góc của tâm lỗ ϕ15+0,018so với mặt A ≤ 0,025.( [1], tra bảng 2.15 trang 82).
1.4.3. Chất lượng bề mặt:
Hình 1. Chất lượng bề mặt.
- Bề mặt bên của lỗ ϕ15+0.018có độ nhám Ra = 1.6, cấp 6.
- Bề mặt bên của lỗ ϕ30-0.039có độ nhám Ra = 2.5, cấp 6.
- Bề mặt bên của lỗ ϕ50+0.025có độ nhám Ra = 2.5, cấp 6.
- Các bề mặt bên của lỗ ϕ8 và mặt A có độ nhám Ra = 2.5, cấp 6.
- Bề mặt B có độ nhám Ra = 2.5, cấp 6.
- Bề mặt C có độ nhám Ra = 3.2, cấp 5.
- Bề mặt đầu ϕ45-0.039có độ nhám Ra= 3.2, cấp 5.
- Bề mặt bên của lỗ ϕ8 có độ nhám Ra = 6.3, cấp 5.
1.4.4. Yêu cầu về cơ lý tính:
- Do điều kiện làm việc nên chi tiết không có yêu cầu về độ cứng, nhiệt luyện.
1.4.5. Kết luận:
Ta chú ý các YCKT sau của CTGC:
- Dung sai kích thước cao nhất là ϕ15+0.018 đạt cấp chính xác 7.
- Dung sai kích thước cao nhất là ϕ50+0.025 đạt cấp chính xác 7.
- Dung sai độ vuông góc của tâm lỗ ϕ15+0.018so mặt A ≤ 0.025.
- Dung sai độ song song của mặt B so với mặt A ≤ 0,012.
- Độ nhám bề mặt cao nhất đạt cấp 6, Ra = 1.6 .
1.5. Xác định sản lượng năm.
- Khối lượng CTGC Mct.
Dùng phần mềm Solideworks 3D tính toán ta được khối lượng của CTGC như sau:
Hình 1.1. Khối lượng chi tiết gia công.
- Vậy khối lượng CTGC là: Mct = 0,56 kg
- Dựa vào dạng sản xuất hàng loạt vừa và khối lượng CTGC ( [2], tra bảng 1.2 trang 10)
- Ta được sản lượng hàng năm là 500 – 5000 chiếc.
Bảng 1.1 Xác định dạng sản xuất.
|
Dạng sản xuất
|
Q: Khối lượng của chi tiết |
|||
|
> 200 Kg |
(4-200) Kg |
< 4 Kg |
||
|
Sản lượng hàng năm của chi tiết (chiếc) |
||||
|
Đơn chiếc |
< 5 |
< 10 |
< 100 |
|
|
Hàng loạt nhỏ |
55 -100 |
10 -200 |
100 -500 |
|
|
Hàng loạt vừa |
100 - 300 |
200 - 500 |
500 -5000 |
|
|
Hàng loạt lớn |
300 -1000 |
500 - 5000 |
5000 -50000 |
|
|
Hàng khối |
> 100 |
> 5000 |
>50000 |
|
Phần 2. CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ.
2.1. Chọn phôi.
- Trong chế tạo cơ khí người ta thường dùng 3 loại phôi chủ yếu là phôi cán, phôi rèn và phôi đúc. Ngoài ra cũng dùng phôi hàn, phôi dập trong một số trường hợp.
Phôi cán: là sản phẩm nhà máy luyện kim liên hợp để chế tạo trực tiếp chi tiết bằng phương pháp gia công có phôi trên các máy cắt gọt kim loại.
Cán là cho phôi đi qua khe hở giữa hai trục cán quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở, kết quả là chiều dày của phôi giảm xuống, chiều dài tăng lên rất nhiều. Hình dạng mặt cắt của phôi cũng thay đổi theo mặt cắt của khe hở giữa hai trục cán.
Sản phẩm sản xuất bằng phương pháp cán được dùng trong mọi ngành công nghiệp (cơ khí, xây dựng, giao thông vận tải…). Tùy theo hình dáng sản phẩm cán có thể chia thành bốn nhóm chủ yếu: hình, tấm, ống, đặc biệt.
Sản phẩm cán hình: được chia thành hai nhóm:
Nhóm thông dụng có prôfin đơn giản (tròn, vuông, hình chữ nhật, lục giác, chữ U, chữ T,…)
Nhóm đặc biệt có prôfin phức tạp, dùng cho những mục đích nhất định (đường ray, các dạng đặc biệt dùng trong ôtô, máy kéo, trong ngành xây dựng…)
Sản phẩm cán tấm: được chia thành hai nhóm theo chiều dày:
- Tấm dày có chiều dày trên 4mm.
- Tấm mỏng có chiều dày dưới 4mm
Sản phẩm cán ống: chia thành loại không có mối hàn và loại có mối hàn.
Sản phẩm cán đặc biệt: gồm có các loại bánh xe, bánh răng, bi, vật cán có prôfin chu kỳ …
Phôi rèn:Khởi phẩm của phôi rèn là những thỏi thép đúc hay phôi cán.
So với phôi cán thì phôi rèn có kết cấu bền chặt hơn, do đó đối với những trục quan trọng như trục chính các máy cắt kim loại, trục khuỷu các loại động cơ đốt trong người ta thường dùng phôi rèn, khi ấy nếu dùng phôi cán thường chi phí gia công có thể nhỏ hơn nhiều.
Phương pháp rèn cho ta những chi tiết rèn có hình thù đơn giản cùng với những mép dư rất lớn, trọng lượng chi tiết rèn có thể tới 250T. Gồm rèn tự do và rèn khuôn.
Đối với vật rèn có hình dáng phức tạp người ta có thể rèn qua nhiều khuôn từ đơn giản đến phức tạp và cuối cùng là khuôn có hình dáng tương ứng với hình dáng vật rèn. So với rèn tự do thì rèn khuôn có độ phức chính xác và năng xuất cao hơn, do đó nó được dùng rộng rãi trong sản xuất hàng loạt trở lên.
Phôi đúc:Việc chế tạo bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có hình dạng kết cấu phức tạp và có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được.
Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau.
Tính công nghệ trong kết cấu của chi tiết đút được biểu hiện bằng các điều kiện tạo hình, rót kim loại dể dàng, tính đông cứng, tạo vết nứt… các yếu tố : góc nghiêng, chiều dày chi tiết đúc, các kích thước tương quan v,v… ảnh hưởng tới các nguyên công cơ bản cuả quá trình công nghệ đúc.
Mọi loại vật liệu như gang, thép, hợp kim màu, vật liệu phi kim khi nấu chảy lỏng đều đúc được. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Kết luận: Dựa vào các tính chất của các loại phôi trên và với CTGC là thân bơm dầu, kết cấu đơn giản, với dạng sản xuất hàng loạt vừa, vật liệu là hợp kim nhôm (AlSi13), ta thấy phôi đúc là phù hợp.
2.2. Phương pháp chế tạo phôi.
Phương pháp sản xuất đúc được phân loại tùy thuộc vào loại khuôn, mẫu, phương pháp làm khuôn… với CTGC này ta xem xét phương pháp đúc áp lực trong khuôn kim loại:
Đúc áp lực:
- Là phương pháp chế tạo vật đúc có năng suất cao, có thể tự động hóa hoàn toàn, độ chính xác và độ bóng bề mặt vật đúc cao. Hiện nay sản lượng các vật đúc được chế tạo bằng phương pháp đúc áp lực chiếm tỷ lệ lớn nhất trong các phương pháp đúc đặc biệt.
- Ngày nay quá trình đúc áp lực được thực hiện bằng các máy chuyên dùng tự động hóa và cơ giới hóa cao. Sự đơn giản và ít công đoạn trong đúc áp lực mở ra những triển vọng to lớn để tự động hóa toàn bộ quá trình sản xuất.
Kết luận: Với CTGC Thân bơm dầu ta chọn phương án đúc áp lực trong khuôn kim loại, làm khuôn bằng máy với vật đúc đạt CCX 10.
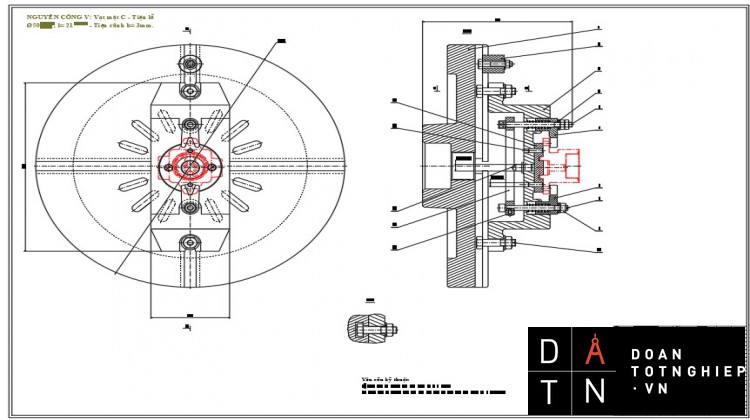
2.2.1 Nguyên lí làm việc khuôn đúc áp lực nhôm.
Hình 1.2.Nguyên lí khuôn đúc áp lực nhôm.
- Lõi số (13), (14) tịnh tiến vào nửa khuôn di động (5) dưới tác động xilanh pittong sau đó nữa khuôn di động số (5) (mang theo lõi (13), (14)) tịnh tiến về nửa khuôn cố định số (8) và được định vị chính thông qua 4 chốt số (7). Sau đó kim loại lỏng được rót vào buồng ép số (9) lúc này pittong (10) ở vị trí ngoài cùng để không gian buồng ép đạt max.Pittong (10) đi vào với thời gian đã đặt trước, lúc đầu đi chậm để tránh kim loại bắn ra ngoài qua lỗ rót sau khi tới gần khuôn, pittong lao nhanh và mạnh, ép kim loại lỏng điền đầy lòng khuôn. Sau khi đã điền đầy làm vật đúc ra được hình dáng, biên dạng thì nữa khuôn di động số (5) (mang theo lõi (13), (14)) và vật đúc về 1 phía, sau đó lõi di động số (13), (14) được rút ra nhờ xilanh pittong . Đẩy vật đúc ra khỏi lòng khuôn di động thông qua 4 ti đẩy số (4) ti đẩy sẽ đẩy vật đúc ra khỏi lòng khuôn. Tùy vào máy và thiết kế khuôn, vật đúc được đẩy ra có thể không rơi xuống phía dưới, người công nhân dễ dàng lấy vật đúc ra.
2.3. Xác định lượng dư.
Hình 1.3.Kí hiệu bề mặt chi tiết gia công.
-Tra bảng 3-118/262 và bảng 3-4/174(STCNCTM tập 1). Ta xác định lựng dư và sai lệnh giới hạn như bảng:
|
Mặt |
Kích thước danh nghĩa (mm) |
Lượng dư 1 phía và dung sai. |
|
A |
5 |
0.3 (±0.1) |
|
C |
58 |
0.5 (±0.25) |
|
B |
21 |
0.3 (±0.14) |
|
Đầu ϕ45 |
5 |
0.3 (±0.12) |
- Các bề mặt lỗ ϕ15+0,018 , ϕ50+0,025, Φ45-0,039 , ϕ 30-0.039 , , ϕ24.3+0,052,ϕ18.6+0,052ta tiến hành đúc rỗng.
- Tra bảng 3-118/262 và bảng 3-4/174(STCNCTM tập 1). Ta xác định lựng dư và sai lệnh giới hạn như bảng:
|
Lỗ |
Kích thước danh nghĩa (mm) |
Lượng dư và dung sai. |
|
ϕ15+0,018 |
15 |
0.3 (±0.12) |
|
ϕ50+0,025 |
50 |
0.5 (±0.17) |
|
Φ45-0,039 |
45 |
0.5 (±0.17) |
|
ϕ 30-0.039 |
30 |
0.3 (±0.14) |
|
ϕ18.6+0,052 |
18.6 |
0.3 (±0.14) |
|
ϕ24.3+0,052 |
24.3 |
0.3 (±0.14) |
2.4. Tính hệ số dịch chuyển vật liệu.
Dùng phần mềm Solideworks 3D tính toán ta được khối lượng của CTGC như sau:
Hình 2.4.2. Khối lượng của phôi
- Từ phần mềm ta được: Vph = 0.0023m3.
- Khối lượng riêng của vật liệu CTGC γ = 2701 kg/m3
- Vậy khối lượng CTGC là:
Mct = γ. Vct
Mct = 2701. 0.0023 = 0,61kg
Hệ số sử dụng vật liệu:
= 0,92 < 1. ( thỏa yêu cầu).
Phần 3. LẬP QUI TRÌNH CÔNG NGHỆ
3.1. Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. Nội dung
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
- Chọn trình tự gia công các chi tiết.
(Đính kèm phiếu hướng dẫn công nghệ)
Phần 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ.
4.1. NGUYÊN CÔNG I : CHUẨN BỊ PHÔI.
Bước 1 : Làm sạch phôi.
Bước 2 : Kiểm tra khuyết tật.
Bước 3 : Cắt bỏ bia via, rãnh dẫn.
Bước 4 : Kiểm tra một số kích thước:ϕ49± 0.17, ϕ46± 0.17,ϕ29.4± 0.14,ϕ23.7± 0.14, ϕ18± 0.17, ϕ14.4± 0.12, 59± 0.25, 21.2± 0.14, 5± 0.1.
- 2. NGUYÊN CÔNG II : Vạt mặt dầu A, vạt mặt đầuϕ45, tiện lỗ ϕ30-0.033 , vát mépϕ45.
vChọn chuẩn gia công:
-Mặt C : Định vị 3 bậc tự do.
-Vành ngoài lỗ Ø50 : Định vị 2 bậc tự do.
vChọn máy:
Máy tiện T630, có các thông số cơ bản của máy như sau:
-Chiều cao tâm máy 315, khoảng cách giữ hai tâm đến 2800mm.
-Công suất động cơ: 14 kW, đường kính lỗ suốt trục chính 70 mm
-Độ côn trụ chính 1/20.
-Số vòng quay của trục chính (vòng/ph): 10– 12.5 - 16 –20 – 25 – 31.5 – 40– 50 – 63 – 80– 100 – 125 – 160 – 200 – 250 – 315 – 400– 500–630–800–1000–1250.
-Lượng tiến dọc: 0.1–0.13–0.16–0.18–0.2–0.22–0.26–0.31–0.36–0.4–0.43–0.53–0.63–0.73–0.8–0.87–1.07–1.27–1.4–1.6.
-Lượng tiến ngang (mm/v): 0.04–0.041–0.058–0.067–0.073–0.08–0.1–0.12–0.14–0.15–0.16–0.2–0.23–0.27–0.29–0.32–0.39–0.47–0.54–0.59.
Bước 1: Vạt mặt A, và tiện trụ ϕ45-0.039
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 90°, φ1= 10°, ε= 80°, R= 0.5, L= 100, l= 12
vChọn chế độ cắt:
-Chọn t: t= 0.3 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,2 - 0,3) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,2 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 225 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 225.1.1= 225 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 587,34vg/phút
Tra TMM tr 216 của [12] ta được : n =630 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 214,34 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 0.31. 0.20.75. 2760. 1.5= 8.9Kg
-Công suất cắt: N== = 0.4 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = = = 38.5 mm
L1 = 1
L2 = 0
Tm = = 0.31 phút
Bước 2: Vạt mặt đầu ϕ45 .
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 90°, φ1= 10°, ε= 80°, R= 0.5, L= 100, l= 12
vChọn chế độ cắt:
-Chọn t: t= 0.3 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,2 - 0,3) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,26 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 170 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 170.1.1= 170 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 1203,1vg/phút
Tra TMM tr 216 của [12] ta được : n =1000 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 141.3 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 0.31. 0.260.75 . 141.30. 1.5= 6.6Kg
-Công suất cắt: N== = 0.32 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = = = 7.8 mm
L1 = 1
L2 = 1
Tm = = 0.004 phút
Bước 3: Tiện lỗ ϕ30-0.033
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 95°, φ1= 5°, ε= 85°, R= 0.5, L= 170, l= 12
vChọn chế độ cắt:
-Chọn t: t= 0.3 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,1 - 0,2) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,2 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 225 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 225.1.1= 225 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 2388vg/phút
Tra TMM tr 216 của [12] ta được : n =1250 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 117.75 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 0.31. 0.20.75 . 117.750. 1.5= 5.38 Kg
-Công suất cắt: N== = 0.1 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 201[12]
-Trong đó:
L = 15 mm
L1 = = = -0.002
L2 = 1
Tm = = 0.059 phút.
Bước 4: Vát mép ϕ45.
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 45°, φ1= 45°, ε= 90°, R= 0.5, L= 100, m= 6
vChọn chế độ cắt:
-Chọn t: t= 2 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,7 - 1) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,59 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 105 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 170.1.1= 170 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 743vg/phút
Tra TMM tr 216 của [12] ta được : n =800 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 113.04 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 21 . 0.590.75 . 113.040. 1.5= 94.77Kg
-Công suất cắt: N== = 1.74 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = = = 1 mm
L1 = 1
L2 = 0
Tm = = 0.003 phút
- 3. NGUYÊN CÔNG III : Khoan đồng thời lỗ ϕ7.8, ϕ8 , doa1 lỗ ϕ8+0.022, vát mép2 lỗ ϕ8.
vChọn chuẩn gia công:
-Mặt A : Định vị 3 bậc tự do.
-Mặt trụ Ø45 : Định vị 2 bậc tự do.
- Vành D, E : Định vị 1 bậc tự do.
vChọn máy: Máy khoan đứng 2A125.
- Đường kính lớn nhất khi khoan thép : 25 mm : côn morse số 3
- Công suất động cơ 2.8Kw ; hiệu suất máy 0.8
- Số vòng quay trục chính : 97-140-195-272-392-545-680-960-1360.
- Bước tiến(mm/v) : 0.1-0.13-0.17-0.22-0.28-0.36-0.48-0.62-0.81.
- Lực cắt chạy dao cho phép : 900KG.
Bước 1: Khoan lỗ ϕ7.8, ϕ8.
vChọn dao:
Mũi khoan thép gió P18 tra bảng 4.40 tr 319 của [4]. Tra bảng ta được :
D = 8 mm L= 165 mm l = 109 mm
vChọn chế độ cắt:
-Chọn t: t= = 4 mm.
-Chọn lượng chạy dao: Tra bảng 8.3 tr 88 của [12] ta được : S= (0,36 - 0,44) mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,36 mm/vg.
- Tra vận tốc cắt:
Tra bảng 21.3 tr 96 của [12] ta được : V= 55 m/ph.
Tra bảng 15.3 tr 92 của [12] ta được : K1= 1.
Tra bảng 16.3 tr 92 của [12] ta được : K2= 1.
Tra bảng 20.3 tr 92 của [12] ta được : K3= 1.
à V = 55.1.1.1= 55 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 21.89vg/phút
Tra TMM tr 216 của [12] ta được : n =1360 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 34.16 m/phút.
-Tính lực cắt: P0 = Cp . DZp.SYp. Kmp (KG).
-Tra bảng 7.3 tr 87 của [12] ta được : Cp Zp Yp
31.5 1 0.8
P0 = 31.5 . 81.0.360.8 1.5= 141.89 Kg
Theo bảng (15.1) trang 22 [11]: Kmp =1.5
Vì gia công 2 lỗ cùng 1 lúc nên: 2P0 = 283.78Kg
- Momen xoắn khi khoan: M= CM . DZm.SYm. Kmp KGm
Theo bảng (7.3) trang 87 [12]: CM = 0.012 ZM =2 YM= 0.8
Theo bảng 14.1trang 21 [11]: ]: Kmp =1.5
- Thay vào được: M= 0.012 . 82.0.360.8. 1.5= 5 KGM.
-Công suất cắt: N== = 1.1 KW
-Vì khoan 2 lỗ cùng 1 lúc nên : 2N= 2.2 Kw.
So với công suất máy = 2.8 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L= 26 mm.
L1= . cotg φ + 0.5 mm= 2.36
L2 = 0
Tm = = 0.06 phút.
Bước 2: Doa 1 lỗ ϕ8+0.022.
vChọn dao:
Mũi doa thép gió P18 tra bảng 4.49 tr 336 của [4]. Tra bảng ta được :
D = 8 mm L= 200 mm l = 30 mm Z= 7 răng
vChọn chế độ cắt:
-Chọn t: t= = 0.1 mm.
-Chọn lượng chạy dao: Tra bảng 8.3 tr 88 của [12] ta được : S= 2.2 mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,81 mm/vg.
- Tra vận tốc cắt:
Tra bảng 21.3 tr 96 của [12] ta được : V= 15-20 m/ph.
à Chọn V= 15 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 597.13vg/phút
Tra TMM tr 216 của [12] ta được : n =680 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 17 m/phút.
- Momen khi doa rất nhỏ nên có thể bỏ qua.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = 10 mm
L1 = +1 = + 1 = 1.17
L2= (0.2-.0.5).K = 0.5.5= 2.5
Tm = = 0.02 phút.
Bước 3 : Khoét 2 lỗ ϕ8 (vát mép).
vChọn dao:
Mũi khoét thép gió P18 tra bảng 4.47 tr 332 của [4]. Tra bảng ta được :
D = 10 mm L= 168 mm l = 87 mm Z= 3 răng
vChọn chế độ cắt:
-Chọn t: t= = 1 mm.
-Chọn lượng chạy dao: Tra bảng 9.3 tr 89 của [12] ta được : S= (0,3 - 0,6) mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,36 mm/vg.
- Tra vận tốc cắt:
Tra bảng 43.3 tr 105 của [12] ta được : V=98 m/ph.
Tra bảng 4.3 tr 85 của [12] ta được : T= 30 phút.
Tra bảng 44.3 tr 105 của [12] ta được : K1= 1.
Tra bảng 45.3 tr 105 của [12] ta được : K2= 1.
Tra bảng 46.3 tr 105 của [12] ta được : K3= 1.
à V = 98.1.1.1= 9 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 4369vg/phút
Tra TMM tr 216 của [12] ta được : n =1360 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 42.7 m/phút.
- Momen khi khoan: KGm
Theo bảng (7.3) trang 87 [12]: CP = 31.5 Yp =0,8 Zp= 1
Theo bảng 14.1trang 21 [11]: Kmp =1.5
- Thay vào được = 0.28 KGm
- Vì khoét 2 lỗ cùng 1 lúc nên 2M= 2.0.28= 0.56 KGM.
-Công suất cắt: Kw So với máy thì an toàn.
So với công suất máy = 2.4 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = 1 mm
L1 = +1 = +1
Tm = = 0.024 phút.
4.4. NGUYÊN CÔNG IV : Doa1 lỗ ϕ15+0.018, vát mép lỗ ϕ15+0.018.
vChọn chuẩn gia công:
-Mặt A : Định vị 3 bậc tự do.
-Mặt trụ Ø30 : Định vị 2 bậc tự do.
-Lỗ Ø8 : Định vị 1 bậc tự do
vChọn máy: Máy khoan đứng 2A125.
- Đường kính lớn nhất khi khoan thép : 25 mm : côn morse số 3
- Công suất động cơ 2.8Kw ; hiệu suất máy 0.8
- Số vòng quay trục chính : 97-140-195-272-392-545-680-960-1360.
- Bước tiến(mm/v) : 0.1-0.13-0.17-0.22-0.28-0.36-0.48-0.62-0.81.
- Lực cắt chạy dao cho phép : 900KG.
Bước 1: Doa lỗ ϕ14.93+0.027.
vChọn dao:
Mũi doa thép gió P18 tra bảng 4.49 tr 336 của [4]. Tra bảng ta được :
D = 8 mm L= 200 mm l = 30 mm Z= 7 răng
vChọn chế độ cắt:
-Chọn t: t= = 0.26 mm.
-Chọn lượng chạy dao: Tra bảng 10.3 tr 90 của [12] ta được : S= 2.4 mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,81 mm/vg.
- Tra vận tốc cắt:
Tra bảng 57.3 tr 108 của [12] ta được : V= 25-50 m/ph.
à Chọn V= 30 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 639.9 vg/phút
Tra TMM tr 216 của [12] ta được : n =680 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 30 m/phút.
-Vì lượng dư không đồng đều chênh lệch 1-2.5 lần nên vận tốc cắt giảm 8% à
Vt = 30.8% = 27.6 mm/ph.
- Momen khi doa rất nhỏ nên có thể bỏ qua.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = 42 mm
L1 = +1 = + 1 = 1.45
L2= (0.2-.0.5).K = 0.5.10= 5.
Tm = = 0.09 phút.
Bước 2: Doa lỗ ϕ15+0.018.
vChọn dao:
Mũi doa thép gió P18 tra bảng 4.49 tr 336 của [4]. Tra bảng ta được :
D = 8 mm L= 200 mm l = 30 mm Z= 10 răng
vChọn chế độ cắt:
-Chọn t: t= = 0.035 mm.
-Chọn lượng chạy dao: Tra bảng 10.3 tr 90 của [12] ta được : S= 2.4 mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,81 mm/vg.
Vì doa tinh sau doa thô và độ bóng bề mặt đạt Ccx7 nên bước tiến nhân thêm 0.7
à S= 0.7.0.81= 0.56 mm/p.
- Tra vận tốc cắt:
Tra bảng 57.3 tr 108 của [12] ta được : V= 15-20 m/ph.
à Chọn V= 15 m/ph.
- Số vòng quay trong 1 phút của dao: n = = = 318 vg/phút
Tra TMM tr 216 của [12] ta được : n =320 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 15.07 m/phút.
- Momen khi doa rất nhỏ nên có thể bỏ qua.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = 42 mm
L1 = +1 = + 1 = 1.06
L2= (0.2-.0.5).K = 0.5.10= 5.
Tm = = 0.26 phút.
Bước 3 : Khoét 2 lỗ ϕ8 (vát mép).
vChọn dao:
Mũi khoét thép gió P18 tra bảng 4.47 tr 332 của [4]. Tra bảng ta được :
d1= 20.5 mm d2= 10 mm L= 63 mm l = 87 mm φ= 90° Z= 3 răng
vChọn chế độ cắt:
-Chọn t: t= = 1 mm.
-Chọn lượng chạy dao: Tra bảng 9.3 tr 89 của [12] ta được : S= (0,9 – 1.1) mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,81 mm/vg.
- Tra vận tốc cắt:
Tra bảng 43.3 tr 105 của [12] ta được : V=50 m/ph.
Tra bảng 44.3 tr 105 của [12] ta được : K1= 1.4
Tra bảng 45.3 tr 105 của [12] ta được : K2= 1.
Tra bảng 46.3 tr 105 của [12] ta được : K3= 1.
à V = 50.1.4.1.1= 70 m/ph.
- Số vòng quay trong 1 phút của dao: n = = = 1311vg/phút
Tra TMM tr 216 của [12] ta được : n =1360 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 72.2 m/phút.
- Momen khi khoan: KGM
Theo bảng (7.3) trang 87 [12]: CP = 31.5 Yp =0,8 Zp= 1
Theo bảng 14.1trang 21 [11]: Kmp =1.5
- Thay vào được = 0.1 KGm
-Công suất cắt: Kw So với máy thì an toàn.
So với công suất máy = 2.4 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = 1 mm
L1 = +1 = +1
Tm = = 0.024 phút.
- 5. NGUYÊN CÔNG V: Vạt mặt C, tiện lỗ ϕ50+0.025, l= 21+0.033 , tiện rãnh b= 3 mm.
vChọn chuẩn gia công:
-Mặt A : Định vị 3 bậc tự do.
-Lỗ Ø30 : Định vị 2 bậc tự do.
vChọn máy:
Máy tiện T630, có các thông số cơ bản của máy như sau:
-Chiều cao tâm máy 315, khoảng cách giữ hai tâm đến 2800mm.
-Công suất động cơ: 14 kW, đường kính lỗ suốt trục chính 70 mm
-Độ côn trụ chính 1/20.
-Số vòng quay của trục chính (vòng/ph) : 10 – 12.5 - 16 –20 – 25 – 31.5 – 40– 50 – 63 – 80– 100 – 125 – 160 – 200 – 250 – 315 – 400– 500–630–800–1000–1250.
-Lượng tiến dọc: 0.1–0.13–0.16–0.18–0.2–0.22–0.26–0.31–0.36–0.4–0.43–0.53–0.63–0.73–0.8–0.87–1.07–1.27–1.4–1.6.
-Lượng tiến ngang (mm/v): 0.04–0.041–0.058–0.067–0.073–0.08–0.1–0.12–0.14–0.15–0.16–0.2–0.23–0.27–0.29–0.32–0.39–0.47–0.54–0.59.
Bước 1: Vạt mặt C.
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 90°, φ1= 10°, ε= 80°, R= 0.5, L= 100, l= 12
vChọn chế độ cắt:
-Chọn t: t= 0.5 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,2 - 0,3) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,2 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 225 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 225.1.1= 225 m/ph
- Số vòng quay trong 1 phút của dao: n = = =912.8vg/phút
Tra TMM tr 216 của [12] ta được : n =1000 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 246,49 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 0.51. 0.20.75 . 246.490. 1.5= 8.97Kg
-Công suất cắt: N== = 0.4 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: Tm = tr 200[12]
-Trong đó:
L = = = 14.25 mm
L1 = 1
L2 = 2
Tm = = 0.09 phút.
Bước 2: Tiện lỗ ϕ50+0.025 , l=21+0.033.
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.96 tr 297 của [4]. Tra bảng ta được :
BxH= 16x10 mm φ= 95°, φ1= 5°, ε= 85°, R= 0.5, L= 170, l= 12
vChọn chế độ cắt:
-Chọn t: t= 0.5 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,1 - 0,2) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,1 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 225 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 225.1.1= 225 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 1433vg/phút
Tra TMM tr 216 của [12] ta được : n =1250 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 196.25 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
40 1 0,75 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 40. 0.50.83 . 0.10.75 . 196.25. 1.5= 6.5 Kg
-Công suất cắt: N== = 0.19 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: T3 = tr 201[12]
-Trong đó: T1 = = = 0.13 phút
L1= 21
L2 = = = -0.04
T2 = = = 0.16 phút
L1= 25
L2 = = = -0.04
T3 = T1 + T2 = 0.13+0.16 = 0.29 phút.
Bước 3: Tiện rãnh tròn b= 3 mm.
vChọn dao:
Dao tiện ngoài gắn mãnh thép gió P18 tra bảng 4.22 tr 308 của [4]. Tra bảng ta được :
BxH= 10x10 mm φ= 90°, φ1= 2°, L= 100, a= 3
vChọn chế độ cắt:
-Chọn t: t= 1.5 mm.
-Chọn lượng chạy dao: Tra bảng 64.1 tr 477 của [12] ta được : S= (0,6 - 0,8) mm/vg.
Tra TMM tr 216 của [12] ta được : S= 0,63 mm/vg.
- Tra vận tốc cắt:
Tra bảng 65.1 tr 47 của [12] ta được : V= 115 m/ph.
Tra bảng 66.1 tr 48 của [12] ta được : K1= 1.
Tra bảng 67.1 tr 48 của [12] ta được : K2= 1.
à V = 115.1.1= 115 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 620.7vg/phút
Tra TMM tr 216 của [12] ta được : n = 500 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 92.63 m/phút.
-Tính lực cắt Pz theo công thức: Pz = Cpz . txpz . Sypz . Vnz. Kpz.
-Tra bảng 11.1 tr 20 của [12] ta được :
Cp Xpz Ypz nz
50 1 1 0
-Tra bảng 14.1 tr 21 của [12] ta được : KmPz = 1.5
Thay vào công thức: Pz= 50. 1.51 . 0.631. 92.630. 1.5= 73.125 Kg
-Công suất cắt: N== = 1.1 KW
So với công suất máy = 14 KW , máy làm việc đảm bảo an toàn.
- Thời gian chạy máy: T3 = tr 201[12]
-Trong đó: T1 = = = 0.08 phút
4.6. NGUYÊN CÔNG VI : Khoan đồng thời 4 lỗ ϕ6.8, taro 4 lỗ M8.
vChọn chuẩn gia công:
-Mặt A : Định vị 3 bậc tự do.
-Lỗ Ø30 : Định vị 2 bậc tự do.
-Lỗ Ø8 : Định vị 1 bậc tự do.
vChọn máy: Máy khoan đứng 2A125.
- Đường kính lớn nhất khi khoan thép : 25 mm : côn morse số 3
- Công suất động cơ 2.8Kw ; hiệu suất máy 0.8
- Số vòng quay trục chính : 97-140-195-272-392-545-680-960-1360.
- Bước tiến(mm/v) : 0.1-0.13-0.17-0.22-0.28-0.36-0.48-0.62-0.81.
- Lực cắt chạy dao cho phép : 900KG.
Bước 1: Khoan đồng thời 4 lỗ ϕ6.8
vChọn dao:
Mũi khoan thép gió P18 tra bảng 4.40 tr 319 của [4]. Tra bảng ta được :
D = 6.8 mm L= 156 mm l = 102 mm
vChọn chế độ cắt:
-Chọn t: t= = 3.4 mm.
-Chọn lượng chạy dao: Tra bảng 8.3 tr 88 của [12] ta được : S= (0,36 - 0,44) mm/vg.
- Vì khoan trong điều kiện hệ thống cứng vững trung bình tiếp theo lỗ dùng để taro nên có: K= 0.75
S= (0,36 - 0,44).0.75= 0,36-0.44 mm/vg.
Tra TMM tr 220 của [12] ta được : S= 0,36 mm/vg
- Tra vận tốc cắt:
Tra bảng 21.3 tr 96 của [12] ta được : V= 55 m/ph.
Tra bảng 15.3 tr 92 của [12] ta được : K1= 1.
Tra bảng 16.3 tr 92 của [12] ta được : K2= 1.
Tra bảng 20.3 tr 92 của [12] ta được : K3= 1.
à V = 55.1.1.1= 55 m/ph
- Số vòng quay trong 1 phút của dao: n = = = 2575vg/phút
Tra TMM tr 216 của [12] ta được : n =1360 vg/phút.
-Tốc độ cắt thực tế:Vt = = = 29 m/phút.
-Tính lực cắt: P0 = Cp . DZp.SYp. Kmp (KG).
-Tra bảng 7.3 tr 87 của [12] ta được : Cp Zp Yp
31.5 1 0.8
P0 = 31.5 . 6.81.0.280.8 1.5= 116.04 Kg
Theo bảng (14.1) trang 22 [11]: Kmp =1.5
Vì gia công 4 lỗ cùng 1 lúc nên: 4P0 = 464Kg
- Momen xoắn khi khoan: M= CM . DZm





