LUẬN VĂN THẠC SĨ NGHIÊN CỨU VÀ THIẾT KẾ CHẾ TẠO THIẾT BỊ HÀN MA SÁT QUAY
NỘI DUNG ĐỒ ÁN
NGHIÊN CỨU VÀ THIẾT KẾ CHẾ TẠO THIẾT BỊ HÀN MA SÁT QUAY
PHẦN 1: TỔNG QUAN
1.1 Tổng quan về hàn ma sát:
1.1.1. Định nghĩa về hàn ma sát:
Hàn ma sát là quá trình hàn áp lực, sử dụng nhiệt ma sát sinh ra tại bề mặt tiếp xúc giữa hai chi tiết chuyển động tương đối với nhau để nung mép hàn đến trạng thái chảy dẻo, sau đó dùng lực ép để ép hai chi tiết lại với nhau làm cho kim loại mép hàn khuếch tán sang nhau tạo thành mối hàn [1].
Khi 2 bề mặt của vật thể chuyển động tương đối với nhau dưới tác dụng của lực ép thì năng lượng cơ học sẽ chuyển thành nhiệt năng. Ma sát trong hàn là ma sát khô.
Trong đó có 3 phương pháp hàn ma sát được ứng dụng rộng rãi trong ngành chế tạo: Hàn ma sát thẳng (linear friction welding), hàn ma sát đảo/ngoáy (friction stir welding), và hàn ma sát quay (rotative friction welding).
a. Hàn ma sát thẳng (linear friction welding) [2]:
Hai chi tiết hàn chuyển động tương đối với nhau theo phương của bề mặt tiếp xúc sinh ra nhiệt ma sát làm vật liệu bề mặt tiếp xúc nóng chảy, hai chi tiết được ép vào nhau tạo mối hàn.
Hàn ma sát thẳng được ứng dụng hàn các chi tiết khối đặc đặt biệt các chi tiết có tiết diện ngang hình chữ nhật.
Ưu điểm:
- Hàn các chi tiết dạng thanh, ống không tròn xoay (VD: cánh turbin bằng Ti)
- Chất lượng hàn cao, biến dạng nhiệt nhỏ
- Ứng dụng rất nhiều trong hàn chất dẻo
- Hàn các kim loại khác nhau với nhau
Nhược điểm:
- Lượng chùn của kim loại mối hàn lớn
- Phải gia công cơ khí sau hàn
- Thiết bị đắt tiền
- Không thích hợp lắm đối với vật liệu có hệ số dẫn nhiệt cao
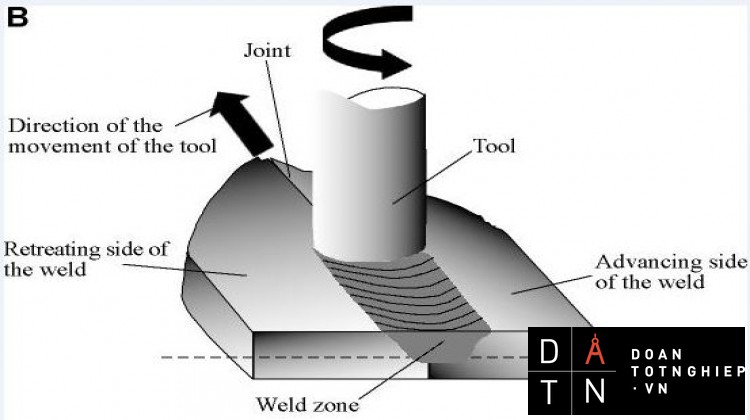
b. Hàn ma sát đảo/ngoáy (friction stir welding) [2]:
Hai bề mặt hàn được đặt tiếp xúc với nhau, dao sẽ chạy giữa hai bề mặt hàn, nhiệt ma sát sẽ làm nóng chảy vật liệu tại vùng tiếp xúc, phoi nóng chảy được ép xuống mối hàn nhờ vai của dao.
Hàn ma sát đảo được ứng dụng hàn các hai tấm phẳng hoặc đường ống, tuy nhiên phương pháp này giới hạn mặt cắt chi tiết tại mối hàn phải đạt chiều dày nhất định và bề mặt tại mối hàn của hai chi tiết phải nằm trên một mặt phẳng.
1- Một dụng cụ vận hành bằng máy đẩy đầu xoay hay đầu dò vào kim loại
2- Tốc độ quay và tuyến tính của đầu xoay rất quan trọng trong quá trình này và thay đổi phụ thuộc vào tính chất của kim loại.
3- Đầu xoay tạo ra nhiệt và gắn kết kim loại với nhau.
4- Ma sát làm mềm kim loại dọc theo đường hàn, đưa chúng vào tình trạng mềm nhão mà không làm tan chảy.
Ưu điểm:
- Hàn giáp mối các chi tiết dạng tấm (phẳng hoặc định hình profil) đến 25mm
- Chất lượng hàn cao, biến dạng nhiệt nhỏ
- Dễ cơ khí hóa, tự động hóa (dùng Robot)
- Hàn được các hợp kim đặc biệt trong hàng không, vũ trụ
Nhược điểm:
- Có hố lõm cuối đường hàn
- Thiết bị đắt tiền
- Cần phải đỡ ở mặt đối diện
c. Hàn ma sát quay (rotative friction welding) [2]:
Hai chi tiết quay tương đối với nhau sinh ra nhiệt ma sát làm nóng chảy vật liệu tại vùng tiếp xúc, hai chi tiết được ép vào nhau tạo mối hàn.
Hàn ma sát xoay được ứng dụng hàn các chi tiết dạng trụ.
Tuy công nghệ và đặc tính khác nhau nhưng các phương pháp hàn ma sát đều có điểm chung là sử dụng nhiệt năng sinh ra từ cơ năng làm dẻo vùng vật liệu cần hàn. Dưới đây là nguyên lý hàn ma sát:
Ưu điểm:
- Hàn các chi tiết dạng thanh, ống tròn xoay hoặc không tròn xoay
- Chất lượng hàn cao, biến dạng nhiệt nhỏ
- Năng suất rất cao
- Hàn các kim loại khác nhau với nhau
Nhược điểm:
- Lượng chùn của kim loại mối hàn lớn
- Phải gia công cơ khí sau hàn
- Thiết bị đắt tiền
1.1.2. Lịch sử hình thành và phát triển hàn ma sát:
a. Phương pháp hàn ma sát: Phương pháp hàn ma sát được phát minh rất sớm. Theo Wikipedia, phát minh đầu tiên về hàn ma sát được đăng ký vào năm 1891 tại Mỹ, sau đó được đăng ký tại Châu Âu và Liên Xô. Trong thời gian dài phát triển, nhiều phương pháp hàn ma sát hoặc các biến thể của nó được phát minh [2].
b. Kỹ thuật ma sát: Kỹ thuật này được một người thợ tiện của Nga Xô tên là AI Chudikov phát hiện vào năm 1954. Sau nhiều lần thực nghiệm, ông đã thành công. Từ năm 1956, kỹ thuật này đã được đưa vào nghiên cứu tại Sở nghiên cứu kỹ thuật hàn Soviet (VNIESO) và được coi là kỹ thuật bí mật của Nga.
Năm 1960, thông tin về kỹ thuật này lọt vào tay của Kỹ thuật Điều tra Đoàn của Nhật bản trong khi đoàn điều tra này đang ở Nga, (trong những năm ở thập kỷ (1970, chính phủ Nhật hỗ trợ thành lập các đoàn điều tra kỹ thuật, cử các kỹ sư giỏi đi tham quan các xí nghiệp ngoại quốc để học tập, thực ra là một dạng điệp viên kinh tế), lập tức các thông tin kỹ thuật được chuyển về Tokyo và Hiệp hội nghiên cứu kỹ thuật hàn của Anh Quốc (BWRA).
Năm 1961 người Nhật công bố kỹ thuật hàn ma sát xoay và bắt đầu ứng dụng rộng rãi trong kỹ thuật chế tạo phụ tùng xe hơi.
Năm 1962, hãng chế tạo máy dệt Toyota bắt đầu đưa vào chế tạo máy hàn ma sát xoay hàng loạt dạng Brake.
Năm 1964, thiết lập Hội nghiên cứu hàn ma sát, bắt đầu nghiên cứu hàn ma sát trên nhiều loại vật liệu khác nhau, tạo cơ sở lý thuyết cho ra đời các quy chuẩn về hàn ma sát JIS 3607
Năm 1998 hãng Izumi được ủy thác chế tạo toàn bộ từ kỹ thuật bàn giao của Toyota đã chế tạo thành công máy hàn ma sát NC. Máy hàn ma sát có khả năng hàn 2 loại vật liệu khác nhau với đường kính nhỏ nhất là 1.6mm.
Có thể nói kỹ thuật này do người Nga khởi đầu và người Nhật đã cải tiến và ứng dụng thành công [1].
1.1.3. Nhiệt ma sát [3]:
- Nhiệt ma sát là nhiệt lượng sinh ra trong quá trình ma sát, do sự trượt tương đối của hai chi tiết với nhau.
- Nhiệt ma sát phụ thuộc vào lực pháp tuyến của bề mặt ma sát và phụ thuộc vào hệ số ma sát giữa hai chi tiết, phụ thuộc vào vật liệu hàn và tốc độ chuyển động tương đối giữa hai chi tiết.
- Trong quá trình hàn ma sát, phần lớn nhiệt ma sát làm nhiệm vụ nung kim loại mép hàn đến trạng thái chảy dẻo, một phần truyền vào chi tiết hàn, phần còn lại truyền vào môi trường xung quanh.
1.1.4. Nguyên lý hàn ma sát [4]:
- Hai chi tiết hàn được kẹp chặt trên máy, chúng được ép lại với nhau bằng lực ép sơ bộ F1.
- Một trong hai chi tiết quay với tốc độ n.
Brake: phanh
Jackscrew: giá quay
Worpieces:phôi hàn
Slide: bàn trượt
- Nhiệt ma sát ở chỗ tiếp xúc được tạo bởi lực ép F1 (lực ma sát) và sự trượt tương đối giữa 2 chi tiết hàn. Một phần vật liệu ở đầu chi tiết hàn bị chảy dẻo, chúng được ép chùn lại. Tiếp tục quay và tiếp tục ép để cho toàn bộ bề mặt tiếp xúc chuyển sang trạng thái chảy dẻo.
- Khi toàn bộ bề mặt tiếp xúc chuyển sang trạng thái chảy dẻo và lượng chảy dẻo đủ lớn, ta phanh không cho các chi tiết chuyển động tương đối nữa, sau đó gia tăng lực ép lên giá trị F2 (F2 > F1) thì 2 chi tiết được hàn lại với nhau.
1.1.5. Đặc điểm của hàn Ma sát [4]:
Ưu điểm của hàn Ma sát:
- Ít hao phí vật liệu, tiết kiệm kim loại
- Thời gian hàn cực nhanh, năng suất cao
- Không phát xạ độc hại (khói độc, bắn tóe, bức xạ tử ngoại,...)
- Khả năng chế tạo lại và điều khiển các thông số quá trình hàn tốt
- Không cần bổ xung kim loại phụ
- Dễ dàng tích hợp quá trình hàn vào dây chuyền sản xuất tự động
- Độ chính xác của các chi tiết hàn cao (kể cả khi hàn tiết diện đặc biệt)
- Hàn được các kim loại khác nhau với nhau
- Cơ tính mối hàn rất tốt
- Hàn được các loại tiết diện khác nhau
- Môi trường sản xuất sạch
- Không yêu cầu cao về tay nghề của công nhân
- Khuyết tật mối hàn hầu như không có
- Không cần yêu cầu tiết diện của 2 chi tiết phải giống nhau
- Là phương pháp hàn rất triển vọng trong tương lai.
Nhược điểm của hàn Ma sát:
- Một chi tiết hàn phải quay tròn hoặc tịnh tiến.
- Mối hàn lồi ba via mất công cắt bỏ (gia công cơ).
- Chiều dài của chi tiết hàn bị giảm
- Thiết bị đắt tiền
- Kích thước của chi tiết hàn bị hạn chế
- Không hàn được kết cấu quá phức tạp
1.2. Tình hình nghiên cứu ma sát quay trên thế giới và khả năng phát triển ở Việt Nam:
1.2.1. Tình hình nghiên cứu và phát triển hàn ma sát quay trên thế giới:
Theo tài liệu Hiệp Hội Hàn của Mỹ thì hàn ma sát quay được cấp bằng sáng chế năm 1891. Trong những năm 1920 đến 1942 hàng loạt bằng sáng chế công nghệ hàn ma sát quay được cấp tại Châu Âu, và tại Liên Xô là năm 1956. Trong thập niên 60 của thế kỷ XX, hàn ma sát quay phát triển mạnh mẽ tại Mỹ. Đặt biệt trong thời kỳ chiến tranh lạnh, hàn ma sát nói chung và hàn ma sat quay nói riêng được nghiên cứu, ứng dụng rộng rãi trong kỹ thuật quân sự. Hầu hết thiết bị được sản xuất trong giai đoạn này do các công ty AMF, Caterpillar, và Rockwell International nghiên cứu chế tạo.
Ngày nay, hàn ma sát quay được phát triển mạnh mẽ để đáp ứng nhu cầu ngày càng cao của ngành công nghiệp chế tạo. Tại các trường đại học, rất nhiều nghiên cứu về hàn ma sát quay đã được thực hiện ở nhiều khía cạnh khác nhau. Có vài nghiên cứu chuyên sâu về ma sát quay đã được thực hiện trên thế giới: “hiện tượng cơ-nhiệt trong quá trình hàn ma sát đối với corundum ceramics và nhôm” (Thermo-mechanical phenomena in the process of friction welding of corundum ceramics and aluminium) do Z.Lindemann, K. Skalski, W. Wosin Ski, và J. Zimmerman thực hiện tại khoa thiết kế chế tạo trường đại học Warsaw Phần Lan; “nghiên cứu hàn ma sát quán tính đối với hợp kim nickel ứng dụng trong ngành hàng không” (inertia friction welding of nickel base superalloys for aerospace applications) do G.J. Baxter, M. Preuss và P.J. Withers nghiên cứu tại viện nghiên cứu vật liệu tự nhiên Manchester, Anh; “hàn ma sát đối với hợp kim nhôm và thép”(Friction Welding of Aluminum Alloy and Steel) do H. Ochi nghiên cứu tại trung tâm nghiên cứu Hàn, viện nghiên cứu kỹ thuật Osaka, Osaka, Nhật cùng với K. Ogawa tại cao đẳng Tự Nhiên và Mỹ Thuật, trường đại học quận Osaka, Sakai, Nhật;… Ngoài các vật liệu truyền thống (kim loại), ngay nay hàn ma sát quay còn được ứng dụng trong các loại vật liệu phi truyền thống (đối với hàn ma sát) như nhựa, polymer, hợp chất giữa kim loại và phi kim,… Tuy nhiên, các nghiên cứu trên thế giới đều do các công ty hoặc hợp tác giữa công ty với các trường đại học nên hầu hết các nghiên cứu đều không được công bố rộng rãi, đồng thời phạm vi ứng dụng lớn nên hàn ma sát quay vẫn còn là đề tài mới mẽ đối với Việt Nam cũng như chúng ta.
1.2.2. Tình hình nghiên cứu hàn ma sát quay ở việt nam triển vọng phát triển:
Ở nước ta, hàn ma sát nói chung và hàn ma sát quay nói riêng vẫn còn là lĩnh vực mới mẽ. Chỉ có một số công trình nghiên cứu của đại học Nha Trang kết hợp với Nhật đã được thực hiện: “Những kết quả bước đầu về ứng xử mỏi của kết cấu hàn ma sát giữa hai siêu hợp kim M247-INC718” [6]; “Tập trung biến dạng và ứng suất trong mối hàn ma sát giữa hai siêu hợp kim M247 và INC718; “Sự phát triển vết nứt trong mối hàn ma sát hai siêu hợp kim M240 và INC718 trong điều kiện mỏi lão”[5]. Tuy nhiên đây cũng chỉ là những bài báo nghiên cứu về ứng xử của vật liệu trong quá trình sử dụng cho các vật liệu đặt biệt mà chưa thật sự đi sâu vào quá trình hàn các vật liệu thông dụng (quan hệ giữa các thông số, ứng xử của vật liệu trong và sau khi hàn,… đây mới chính là mối quan tâm thật sự của chúng ta khi nghiên cứu hàn ma sát quay), đồng thời không đưa ra công nghệ cũng như khả năng ứng dụng cho các chi tiết hoặc dạng chi tiết cụ thể.
Đối với các doanh nghiệp Việt Nam, hàn ma sát là một phương pháp gia công xa lạ. Một số doanh nghiệp có nhu cầu và khả năng đầu tư nhưng chưa mạnh dạn do chưa có cơ hội tiếp cận và lo ngại về nguồn chất xám tại chổ khi họ đầu tư công nghệ.
Từ những phân tích trên ta thấy rằng hàn ma sát quay là một hướng đi đầy tiềm năng trong lĩnh vực hàn ở Việt Nam ở cả hai khía cạnh nghiên cứu và ứng dụng. Trong tương lai gần, hàn ma sát sẽ góp phần làm đa dạng sự lựa chọn khi gia công các chi tiết chất lượng cho ngành chế tạo Việt Nam, và góp phần đưa công nghệ chúng ta dần bắt kịp công nghệ tiên tiến trên thế giới.
PHẦN II: HƯỚNG NGHIÊN CỨU
2.1. Tính cấp thiết và khả năng phát triển của đề tài
2.1.1.Tính kinh tế.
Trong bối cảnh Việt Nam ngày càng gia nhập sâu vào các thị trường khó tính và có tính cạnh tranh khốc liệt như Mỹ, Châu Âu, Nhật Bản,… thì vấn đề chất lượng và giá thành phải được đặt lên hàng đầu. Do đó chúng ta không thể sử dụng các công nghệ, thiết bị cũ, mặt khác Việt Nam cũng không đủ năng lực đầu tư hàng loạt thiết bị hiện đại. Từ đó một bài toán khó khăn được đặt ra là chất lượng sản phẩm phải đạt tiêu chuẩn nhưng đồng thời phải giảm giá thành.
Hiện nay, có các phương pháp hàn chính sau đây:
1. Hàn gió đá (còn gọi là Hàn khí): Hàn gió (Oxy) đá (Acetylen hay gas) (gas
welding). Phương pháp này sử dụng các khí trên để gia nhiệt cho chi tiết hàn đạt tới trạng thái nóng chảy và liên kết với nhau. Khi hàn có thể dùng vật liệu để điền thêm (filler rod) vào vị trí hàn hoặc không.
2. Hàn hồ quang điện (arc welding), gọi tắt là Hàn điện hay Hàn que. Phương
pháp này dùng hồ quang điện được tao ra bởi que hàn để làm nóng chảy kim loại hàn và ngay cả que hàn để điền vào vị trí hàn.
3. Hàn hồ quang dưới khí bảo vệ T.I.G: Tungsten inert gas. Phương pháp này
dùng hồ quang được tạo ra bởi điện cực Tungsten và dùng khí trơ ( khí Argon) để bảo vệ mối hàn.
4. Hàn hồ quang dưới khí bảo vệ M.I.G: metal inert gas. Thay vì dùng que hàn, người ta dùng 01 cuộn dây kim loại có kích thước từ 0.6 mm - 1.6 mm hoặc lớn hơn làm điện cực hàn và điện cực này cũng là dạng điện cực nóng chảy nhưng được cung cấp một cách liên tục nhưng vẫn được người thợ hàn điều khiển nên còn gọi là hàn bán tự động. Trong phương pháp này, người ta dùng khí hoạt tính (CO2) hay khí trơ (Argon) để làm khí bảo vệ mối hàn.
Ta biết rằng các phương pháp hàn cơ bản ở trên rất phổ biến và thông dụng, được áp dụng rộng rãi trong nhiều lĩnh vực đem lại hiệu quả rất lớn. Nhưng nó cũng tồn tại những nhược điểm riêng. Ví dụ khi hàn các chi tiết hình trụ có đường kính lớn thì cần phải chuẩn bị mối hàn đó là tiến hành vát mép, khi hàn phải đi nhiều lần nên hiệu quả kinh tế không cao. Ngoài ra còn làm cho kim loại bị gia nhiệt, tổ chức kim loại bị biến đổi, không đồng nhất. Việc đảm bảo đồ đồng tâm của hai chi tiết hình trụ trong khi hàn cũng rất khó.
Vì vậy sự xuất hiện của phương pháp hàn ma sát nói chung và phương pháp hàn ma sát xoay nói riêng đã giải quyết được vấn đề trên. Thiết bị có kết cấu đơn giản (có khả năng cải tiến từ các máy công cụ hiện có ở Việt Nam), chất lượng mối hàn tốt có khả năng đáp ứng được các chi tiết yêu cầu trọng tải lớn và độ chính xác cao, hàn được nhiều loại sản phẩm khác nhau cho nhiều loại vật liệu khác nhau. Hàn ma sát xoay đang được nghiên cứu với nhằm giải quyết vấn đề giá cả – chất lượng sản phẩm nói chung và chi tiết hàn nói riêng ở Việt Nam.
Đa dạng hoá phương pháp gia công cho doanh nghiệp gia công, chế tạo Việt Nam, giảm chi phí dẫn đến hạ giá thành, nâng cao chất lượng sản phẩm.
Công nhân vận hành thiết bị không yêu cầu kỹ năng cao nên giải quyết được lượng lao động trình độ thấp. Kỹ năng cho vận hành máy hàn ma sát ít hơn các quá trình khác. Hầu hết các máy hàn ma sát hoạt động với các thông số đầu vào ít hoặc không có, ngoài việc cho phôi vào máy.
Hàn ma sát có một số lợi thế kinh tế khác. Chất khử tạp chất, khí bảo vệ, và kim loại phụ không bắt buộc, hệ thống giảm chi phí vật tư và hàng tiêu dùng liên quan.
Mặc dù chi phí vốn ban đầu của máy hàn ma sát thường là cao hơn so với máy sử dụng các quá trình hàn khác, lợi tức đầu tư thường có thể được thực hiện trong 1-2 năm, tùy thuộc vào khối lượng sản xuất. Đối với sản xuất khối lượng thấp, hàn có thể được thuê ngoài các cửa hàng hoặc nhà cung cấp chuyên hàn ma sát, do đó làm giảm chi phí sản xuất.
2.1.2 Tính khoa học:
- Nguyên lý hàn hoàn toàn mới do đó cần rất nhiều công trình nghiên cứu từ căn bản đến chuyên sâu.
- Tổ chức vật liệu tại mối hàn thay đổi so với vật liệu gốc, có thể đạt được cấu trúc nano tại mối hàn.
- Vật liệu tại mối hàn có ý nghĩa trong ngành vật liệu mới.
- Khả năng ứng dụng thực tế cao nên đây là nguồn đề tài hữu ích ngành chế tạo Việt Nam.
- Yêu cầu thiết bị thí nghiệm đơn giản, cơ sở lý thuyết gói gọn trong ngành cơ khí rất phù hợp với điều kiện nghiên cứu hiện tại trong các trường đại học.
- Tiếp cận và từng bước hoà nhập vào các lĩnh vực gia công tiên tiến trên thế giới.
2.1.3. Tính kỹ thuật:
Tổ chức vật liệu tại mối hàn rất tốt có ý nghĩa quan trọng trong việc nghiên cứu chế tạo các loại thiết bị chính xác và tải trọng lớn, khả năng chống mỏi tốt, ứng suất dư sau khi hàn thấp.
Ứng dụng cho nhiều loại vật liệu từ phi kim (nhựa, polymer,…) đến kim loại (hợp kim nickel, thép cacbon thấp và trung bình, thép đã được thấm cacbon và nitơ, thép chống ăn mòn, titan, hợp kim nhôm,…).
Vật liệu hai chi tiết hàn có thể khác nhau (nhiệt độ nóng chảy gần bằng nhau và hệ số ma sát đủ lớn), rất phù hợp cho các chi tiết cần sự phối hợp cơ tính của hai loại vật liệu khác nhau.
Hàn được chi tiết có hình dạng phức tạp từ vật liệu khác nhau nên được ứng dụng rộng rãi.
Độ chính xác cao, có khả năng tự động hoá, quá trình điều khiển loại trừ khả năng sai sót do con người gây ra, chất lượng mối hàn không phụ thuộc vào kỹ năng và tư thế của công nhân khi sản xuất.
Các thông số được giám sát một cách dễ dàng.
Mối hàn chất lượng cao do toàn bộ bề mặt tiếp xúc được hàn, do không dùng thuốc hàn nên không bị xỉ, không bị rổ khí, thiên tích.
Oxit kim loại và tạp chất trên bề mặt tiếp xúc được đẩy ra khỏi mối hàn cùng với bavia.
Vật liệu không bị nung chảy nên không có tác động của hiện tượng biến cứng xảy ra.
Không dùng chất trung gian, đồng thời hàn trên toàn bộ diện tích tiếp xúc nên vật liệu tại mối hàn là hợp chất của vật liệu hai chi tiết do đó tránh được ứng suất tập trung tại mối hàn.
Bề mặt tiếp xúc giữa hai chi tiết không cần được chuẩn bị trước khi hàn (vệ sinh, làm nhẵn bóng bề mặt), có thể được cắt bằng hàn hồ quang, cưa,… ở nguyên công trước đó, thậm chí bề mặt có thể bị biến dạng méo mó.
Không cần dùng thuốc hàn để bảo vệ do đó không tạo ra khí ảnh hưởng đến sức khoẻ người vận hành.
Không xảy ra hiện tượng cháy, dòng vật liệu hàn.
Không tạo ra vẩy kim loại, khí độc hại hay tia nguy hiểm.
Thiết bị sạch sẽ, không gây ô nhiễm môi trường trong quá trình hàn.
Góp phần tận dụng các máy công cụ không còn chính xác ở các phương pháp gia công yêu cầu độ chính xác cao (máy tiện, máy phay,…).
2.2. Một số ứng dụng của hàn ma sát quay:
Phương pháp hàn ma sát là phương pháp hàn nối, được ứng dụng hàn các chi tiết chỉ cần vật liệu chất lượng cao hoặc chế tạo đặt biệt tại một vài vị trí nhằm giảm chi phí vật liệu đầu vào. Đặt biệt các chi tiết dạng trụ chịu tải cục bộ.
Ngoài ra phương pháp hàn ma sát quay còn được ứng dụng để chế tạo các chi tiết bán thành phẩm. Các chi tiết cần sự phối hợp cơ tính của hai loại vật liệu khác nhau. Các chi tiết cần sự chính xác cao như van trong động cơ đốt trong, trục cánh quạt trong ngành hàng không vũ trụ; các chi tiết chịu tải lớn như trục gát đăng, trục bánh răng, ống chịu lực; các chi tiết trong thiết bị quốc phòng như pháo, xe tăng, súng,…
PHẦN III: CƠ SƠ LÝ THUYẾT
3.1. Truyền động cơ khí:
Trong các thiết bị và dây chuyền công nghệ sử dụng nhiều loại truyền động:
+ Truyền động cơ khí.
+ Truyền động điện.
+ Truyền động thủy lực, khí nén
Trong đó, truyền động cơ khí được dùng nhiều.
- Truyền động cơ khí là những cơ cấu dùng để truyền cơ năng từ động cơ đến các bộ phận của máy, thường có biến đổi lực, vận tốc hoặc momen hay đôi khi biến đổi cả đặc tính và qui luật chuyển động.
- Theo nguyên lý làm việc có thể chia truyền động cơ khí làm hai nhóm chính:
1. Truyền động bằng ma sát, bao gồm: truyền động bánh ma sát (tiếp xúc trực tiếp) và truyền động đai (tiếp xúc gián tiếp).
2. Truyền động bằng ăn khớp bao gồm: truyền động bánh răng, truyền động trục vít – bánh vít (tiếp xúc trực tiếp) và truyền động xích (tiếp xúc gián tiếp).
Ngoài các bộ truyền chuyển động quay trên, trong thực tế còn sử dụng truyền động vit - đai ốc để biến chuyển động quay thành chuyển động tịnh tiến.
- Sử dụng các bộ truyền làm khâu nối giữa động cơ với các bộ phận làm việc của máy liên quan đến việc giải quyết những nhiệm vụ đặt
ra cho máy.
+ Đối với ô tô, máy vận chuyển, khi khởi động cần mômen xoắn lớn, khi chuyển động đòi hỏi vận tốc có chỉ số và chiều thay đổi, thì bản thân động cơ không thể đáp ứng được vì động cơ có thể làm việc trong phạm vi thay đổi hẹp của vận tốc và mô men.
+ Đa số các thiết bị công nghệ, vận tốc của bộ phận công tác thường thấp hơn vận tốc hợp lý của động cơ điện trên chuẩn (nếu dùng động cơ có tốc độ chậm, kích thước sẽ lớn giá thành đắt) nhiều khi chỉ dủng một động cơ để dẫn động nhiều bộ phận làm việc với vận tốc khác nhau.
Từ những nhiệm vụ trên đây, việc hoàn thiện và phát triển các bộ phận được đặt biệt quan tâm để mở rộng giới hạn truyền công suất, giảm khối lượng và kích thước, tăng tuổi thọ và độ tin cậy làm việc của chúng.
- Khi tính toán thiết kế các bộ truyền thường dùng các thông số cơ bản sau đây:
+ Công suất (KW) trên trục chủ động P1 và trên trục bị động P2 .
+ Hiệu suất truyền động
+ Tầng số quay và số vòng quay trong một phút ( vòng/phut) n1 của
trục chủ động và n2 của trục bị động.
+ Tỉ số truyền
+ Mô men xoắn (Nmm) trên trục chủ động T1 và trên trục bị động T2.
Trong đó P1, P2 – (kw)
n1, n2 – vòng/ phút.
3.2. Truyền động bánh ma sát.
3.2.1 Đặc điểm làm việc.
- Truyền động bánh ma sát là truyền động giữa các trục nhờ lực ma sát phát sinh trực tiếp giữa bánh chủ động 1 và bánh bị động 2. Lực ma sát này được hình thành nhờ ép các bánh ma sát với nhau bằng lực ép Fe.
- Người ta chia bộ truyền ma sát thành hai nhóm chủ yếu:
+ Bộ truyền có tỉ số truyền không điều chỉnh được (bộ truyền ma sát trụ và bộ truyền ma sát trơn).
+ Bộ truyền với tỉ số truyền điều chỉnh được (còn gọi là bộ biến tốc ma sát) cho phép thay đổi tỉ số truyền một cách đều đặn, liên tục (điều chỉnh vô cấp).
3.2.2 Khoảng điều chỉnh tốc độ.
Với bộ biến tốc như hình 1.c khi thay đổi bán kính tiếp xúc từ d2max đến d2min, số vòng quay của trục bị động 2 thay đổi từ n2min đến n2max, tương ứng với tỉ số truyền sẽ thay đổi từ umax đến umin với:
và
do đó tỉ số: (2.1)
gọi là khoảng điều chỉnh tốc độ.
Cùng với công suất truyền, khoảng điều chỉnh tốc độ là một thông số quan trọng đặc trưng chất lượng làm việc của các bộ biến tốc.
3.2.3. Lực ép và cơ cấu ép.
a/ Lực ép
- Muốn truyền truyền lực vòng Ft tại chỗ tiếp xúc của bánh ma mát với lực ép Fe nhằm tạo ra lực pháp tuyến Fn trên bề mặt tiếp xúc sao cho:
Fms = f. Fn > Ft
Hoặc để an toàn, tránh trượt khi làm việc do mòn, rung động hoặc quá tải:
Fms = f.Fn = f.Ft (2.2)
s- hệ số an toàn, với các bộ truyền lực s = 1,25÷1,5.
Với các bộ truyền ở dụng cụ đo s = 3.
F- hệ số ma sát, phụ thuộc vào vật liệu và vật liệu bôi trơn (bảng 4.1trang 43[1])
Từ đó suy ra lực pháp truyến Fn = S.Ft / f. (2.3)
Tùy theo kết cấu của bộ truyền bánh ma sát và cơ cấu ép, biết lực pháp tuyến Fn sẽ tính được lực ép Fe.
+ Với bộ truyền ma sát trục hay bộ biến tốc mặt đĩa (h.1a và 1c) ta có
Fn = Fe do đó Fe = S.Ft/ f.
+ Với bộ truyền ma sát côn (h.1b):
Fe1 = Fn sinб1 = SFt sinб1 / f.
Fe2 = Fn sinб2 = SFt sinб2 / f.
Nếu bộ truyền giảm tốc (u>1) vì б2 > б1 nên Fe2> Fe1 do đó để tạo ra một lực ma sát nên ép bánh 1 vào bánh 2 như thế lực ép sẽ nhỏ hơn.
- Từ các công thức tính lực ép ta thấy rằng để truyền lực vòng Ft phải ép các bánh ma sát với nhau với lực ép khá lớn: ví dụ với bộ truyền bánh ma sát bằng thép không bôi trơn, f = 0,15, nếu lấy hệ số an toàn s= 1,5 thì Fe = SFt/ f = 10 Ft Nhược điểm này hạn chế khả năng truyền công suất của bộ truyền bánh ma sát.
b/ Phương pháp ép và cơ cấu ép
Ép không đổi: các bánh ma sát được ép bằng lực ép không đổi được hình thành nhờ yếu tố đàn hồi khi lắp(nhờ lò xo) hoặc nhờ trọng lượng bản thân của các yếu tố trong hệ thống.
Phương pháp này khá đơn giản, thích hợp với các bộ truyền làm việc với tải trọng không đổi vì lực ép được xác định với tải trọng lớn nhất nên dư thừa khi tải trọng thay đổi nhỏ hơn do đó làm giảm hiệu suất và tuổi thọ của bộ truyền.
Ép điều chỉnh: để nâng cao tuổi thọ và giảm tổn thất về ma sát, người ta dùng phương pháp ép điều chỉnh, ở đó lực ép Fe thay đổi tỉ lệ với lực vòng cần truyền hoặc mô men xoắn.
3.3.4. Trình tự hàn ma sát quay.
Hàn ma sát quay là loại hàn phổ biến nhất của hàn ma sát và trở thành tiêu chuẩn công nghiệp trong hàn các ống khoan, cần khoan, trục bánh xe, trục quay, cần piston. Hàn ma sát xoay bao gồm việc giữ một bộ phận trong khi quay bộ phận khác và đưa chúng lại gần nhau.
Thứ tự của phương pháp hàn này như sau:
|
Khâu chuẩn bị Một bộ phận được giữ cố định, một bộ phận khác được giữ trên mâm cặp xoay |
Bước quay 1 Mâm cặp tăng tốc độ xoay và bắt đầu tiếp xúc với bộ phận cố định. |
|
Bước quay 2 Lực ép tiếp tục được tăng cho đến khi kim loại dẻo bắt đầu bị đẩy ra khỏi bề mặt tiếp hàn tiếp xúc. Bước này tiếp tục cho đến lúc một lượng kim loại dẻo vừa đủ được đẩy ra. |
Bước rèn Mâm cặp ngừng xoay, lực nén tăng, hai phần kim loại bắt đầu được rèn với nhau.
|
|
Kết thúc Quá trình hàn kết thúc, toàn bộ mối hàn trở thành đồng nhất. |
|
Hàn Ma sát xoay là một phương pháp linh động, có thể khả dụng với các loại kim loại khác nhau. Các tham số ảnh hưởng đến mối hàn bao gồm: tốc độ xoay, lực nén, thời gian xoay. Tùy từng chất liệu kích cỡ của mối hàn mà người ta điều chỉnh cho thích hợp.
PHẦN IV: TÀI LIỆU THAM KHẢO
1. http://www.congnghehan.vn/han-ma-sat.
2. www.academia.edu/4457408/tổng_quan_về_hàn_ma_sát_xoay.
3. Eder Paduan Alves1, Chen Ying AN2, Francisco Piorino Neto3, Eduardo dos Ferro Santos4, Experimental Determination of Temperature during Rotary Friction Welding of Dissimilar Materials, 2012 Science and Engineering Publishing Company.
4. ThS. KSHQT. Vũ Đình Toại - Bộ môn Hàn & CNKL - ĐHBK HN, toai-dwe@mail.hut.edu.vn “hàn ma sát”, http://d.violet.vn/uploads/resources/
573/2922167/preview.swf.
5. Ali Moarrefzadeh, Faculty member of Department of Mechanical Engineering, Mahshahr Branch, Islamic Azad University , Mahshahr , Iran ,”Study of Heat Affected Zone (HAZ) in Friction Welding Process”, journal of mechanical engineering 2012.
6. Dr K. Narasimha Murthy,Dr V.P. Raghupathy,Mr D. Sethuram, Two Day workshop on Friction Welding & Friction Stir Welding 24 & 25 November, 2011. International Center for Advancement of Manufacturing Technology. Indian Welding Society.