THIẾT KẾ MÁY TÍNH TOÁN VÀ CHẾ TẠO MÁY CẮT PLASMA CNC CẢI TIẾN DẠNG NHỎ RÙA CẮT






NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY TÍNH TOÁN VÀ CHẾ TẠO MÁY CẮT PLASMA CNC DẠNG NHỎ RÙA CẮT, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất
PHẦN MỞ ĐẦU
- Lý do chọn đề tài:
- Hiện nay trong tình hình hội nhập với nền kinh tế thế giới cùng với sự cạnh tranh gắt gao từ các nhà sản suất nước ngoài. Điều này đòi hỏi các nhà sản xuất trong nước cần phải nâng cao năng lực cạnh tranh của sản phẩm hơn nữa bằng cách cải tiến và đầu tư máy móc, trang thiết bị để phục vụ sản xuất. Đặc biệt là trong tình hình lao động hiện nay, nguồn lao động có tay nghề trong ngành cơ khí đang thiếu hụt trầm trọng. Chính vì điều này mà hiện nay vấn đề đặt ra là: để phát triển ngành sản suất cơ khí trong nước thì việc trang bị các máy móc tự động phục vụ một phần cho công việc trong quá trình sản xuất là vô cùng quan trọng. Nhưng việc trang bị các máy tự động này vấp phải một trở ngại lớn đó là giá thành.
- Ví dụ như một nhà máy đóng tàu nhỏ hay một cơ sở sản xuất các cấu kiện bằng thép nếu muốn trang bi một máy cắt phôi thép tấm tự động như vậy cần phải đầu tư một số tiền rất lớn. Chính vì vậy mà việc nghiên cứu, chế tạo một máy cắt thép tấm CNC dạng nhỏ với giá thành rẻ, kết cấu gọn, sử dụng dễ dàng là rất cần thiết và hữu ích.
- Việc sử dụng sản phẩm trong nước như vậy sẽ làm cho các ngành sản xuất, gia công cơ khí trong nước phát triển, mặt khác nó còn nhằm mục đích hưởng ứng cuộc vận động sử dụng hàng sản xuất trong nước.
Ngoài các lý do như trên thì việc thiết kế, chế tạo và sử dụng thiết bi cắt thép tấm CNC còn là tiền đề cho việc phát triển lĩnh vức cơ khí tự động hóa trong sản xuất.
- Mục đích, khách thể và đối tượng nghiên cứu.
- Nghiên cứu tính toán , thiết kế và chế tạo theo hướng đơn giản hóa các kết cấu, thu nhỏ các kích thước của những máy đã chế tạo trước đây để tạo thành một máy mới có có giá thành hạ, kết cấu đơn giản, dễ vận hành, dễ thao tác và di chuyển từ nơi làm việc này đến nơi làm việc khác. Loại máy cắt này có kết cấu tương tự như thiết bị cắt tự hành nhưng có thể di chuyển đầu cắt đến tọa độ bất kì trong mặt phẳng cắt để tạo thành các hình dạng sản phẩm cần cắt khác nhau. Với khả năng cắt tự động, sử dụng như là "xe nhỏ", có thể được đặt trực tiếp lên trên vật liệu cắt, sử dụng thuận tiện và linh hoạt trong việc di chuyển máy trong phạm vi công việc.
- Ngôn ngữ sử dụng để điều khiển hệ thống là tiếng Việt, Anh, hoạt động rất đơn giản và thuận tiện, có sẵn thư viện để cắt các hình cơ bản như vuông, tròn, chữ nhật mà không cần lập trình.
- Hình dáng của mẫu cắt có thể vẽ trên phần mềm Auto CAD đơn giản, hiệu quả và dễ sử dụng.
- Phạm vi nghiên cứu:
- Nghiên cứu hợp lý hóa kết cấu, hình dáng, kích thước, trọng lượng của máy để phù hợp cho việc di chuyển.
- Ngiên cứu các bộ truyền nhỏ gon, dễ chế tạo, thay thế với chi phí rẻ.
- Nghiên cứu thiết kế driver cho động cơ DC servo với công suất nhỏ hơn 300W.
- Nghiên cứu các giải thuật điều khiển nhằm đơn giản hóa bộ điều khiển nhưng vẫn đảm bảo độ chính xác 0.1-0.2mm.
- Nghiên cứu quá trình truyền dữ liệu để lấy các biên dạng được vẽ từ phần mềm Auto CAD.
- Từ những phạm vi nghiên cứu nói trên, tác giả sẽ thiết kế và chế tạo một máy cắt CNC có hình dáng và kết cấu hợp lý với hệ thống điều khiển sử dụng động cơ DC servo cho mỗi trục X, Y. Việc sử dụng động cơ DC servo trong hệ thống truyền động của máy là một cải tiến quan trọng. Các thế hệ máy dạng nhỏ trước đây sử dụng động cơ bước (step motor), ưu điểm của loại dộng cơ này là nhỏ gọn, điều khiển dễ dàng nhưng nhươc điểm của nó là moment và độ phân giải thấp dẫn đến độ chính xác khi điều khiển kém. Trong khi đó động cơ servo DC với ưu điểm moment lớn, độ phân giải cao sẽ làm cho độ chính xác khi điều khiển tăng lên.
- Phương pháp nghiên cứu.
- Tham khảo một số máy CNC có cấu trúc tương tự và giá thành của chúng trên thị trường
- Tham khảo một số tài liệu về thiết kế máy cắt CNC trước đây
- Tham khảo các tài liệu về thiết kế bộ điều khiên cho máy CNC
- Nghiên cứu kết cấu của các loại máy CNC trên thị trường có tính năng tương tự
Phương pháp tiếp cận hệ thống.
Các hệ thống cắt CNC cho bất kỳ kim loại nào cũng đều bắt nguồn từ một nguyên lý cơ bản, ứng dụng các nguyên lý này vào điều kiện thực tế có sẵn đồng thời trên cơ sở tham khảo tiếp cận và phân tích các máy cắt của một số hệ thống tương tự, người nghiên cứu đã xây dựng và thiết kế ra máy cắt thép tấm CNC dạng nhỏ, cung cấp cho các xưởng gia công sử dụng một cách khá hiệu quả, kết quả này có được bao gồm sự tích hợp của các lĩnh vực sau:
- Nguyên lý cắt thủ công từ trước tới nay.
- Cơ sở lý thuyết về cắt kim loại tấm và các phương pháp cắt
- Lý thuyết điều khiển tự động và các bài toán về tự động.
- Lý thuyết về điều khiển hệ thống.
- Lý thuyết về servo và hệ thống servo
Phương pháp mô hình hoá.
Với quá trình nghiên cứu về cơ sở của các hệ thống cắt thép tấm sử dụng nhiệt các cơ sở lý thuyết của quá trình cắt , các lý thuyết về hệ thống tự động trong giai đoạn tiếp cận hệ thống, người nghiên cứu đã xây dựng được mô hình máy cắt CNC trên máy tính để hoàn thiện toàn bộ hệ thống uốn được thiết kế sau này.
Phương pháp giải tích toán học.
Trong quá trình tính toán các công thức và giải các phương trình để tìm ra các thông số thiết kế, đòi hỏi phải vận dụng các phép giải tích toán học thông thường và cơ bản, hơn nữa với bài toán tự động điều khiển hệ thống đòi hỏi người nghiên cứu phải biết vận dụng các phép giải tích toán học nâng cao và mở rộng như: Biến đổi Laplace, biến đổi laplace ngược, tích phân, vi phân…..
Phương pháp giải tích toán học đóng một vai trò rất quan trọng, trong việc tính toán và đưa ra các thông số chính xác để tối ưu các yếu tố ảnh hưởng đến chất lượng và kinh tế của hệ thống
Phương pháp tối ưu hoá.
Phương pháp thử và sai.
Phương pháp hiệu chỉnh thông số.
Phương pháp xác định thông số nghiên cứu của máy.
Phương pháp tiếp cận công nghệ mới: Hiện nay vơí sự phát triển như vũ bão của khoa học máy tính và những ứng dụng tích cực của nó trong việc giải quyết các bài toán phức tạp, đã giảm thiểu rất nhiều về thời gian tính toán đồng thời kết quả thu được rất chính xác so với phương pháp giải thông thường trước đây.
Xây dựng bản vẽ thiết kế trên giấy như trước đây sẽ gặp rất nhiều khó khăn về cả tốc độ cũng như hiệu chỉnh bản vẽ, đặc biệt là các phép toán cơ phức tạp cũng như xây dựng các giải thuật điều khiển trong bộ điều khiển, vì vậy ứng dụng các phần mềm thiết kế và tính toán là một xu hướng tất yếu để thiết kế tính toán, mô phỏng và cải tiến máy
5. Tóm tắt các tính toán, thiết kế.
A. Tính toán thiết kế hệ dẫn động cơ khí của máy.
a. Sơ đồ truyền động:............ ............................
............................
.........................................................
Tính toán lựa chọn các sống lăn:

- Ưu nhược điểm của sống lăn.
Sống lăn là loại khớp chuyển động tịnh tiến sử dụng những phần tử lăn như là bi hoặc con lăn. Do sửu dụng những phần tử lăn giữa thanh ray với khối tịnh tiến , sống lăn có thể chuyển động tịnh tiến với độ chính xác cao. Hệ số ma sát của sống lăn chỉ bằng 1/50 so với sống trượt truyền thống. Sống lăn có thể chịu tải trọng lên xuống, trái, phải.
Sống lăn là loại chi tiết được sản xuất và bán cả bộ, người dùng chỉ mua về lắp ráp chứ không chế tạo. Mỗi nhà chế tạo có cơ sở tính toán khác nhau để người dùng có thể tính toán sơ bộ và lựa chọn sản phẩm phù hợp.
Ưu điểm của sống lăn so với sống trượt truyền thống:
- Độ chính xác vị trí cao.
- Hoạt động chính xác cao trong thời gian dài.
- Đạt vận tốc cao với lực tác dụng nhỏ.
- Có khả năng chịu lực từ mọi hướng.
- Dễ lắp đặt.
- Bôi trơn dễ dàng.
- Có khả năng lắp lẫn cao.
- Điều kiện làm việc của sống lăn:
Với thời gian làm việc là 18.000h, vận tốc cắt tối đa là 4m/ph. Như vậy tuổi thọ của sống lăn là 4320km.
Phần thân trên máy có khối lượng 20kg. Do yêu cầu về độ cứng vững và chính xác của máy nên ta chọn sống lăn gồm 2 dãy dẫn hướng, mỗi dãy gồm 2 con trượt. Lực tác dụng lên mỗi con trượt được tính như sau:..........................................
Vận tốc cực đại là v=4m/ph
Chọn loại sống lăn và cấp chính xác:
Chọn loại sống lăn HG của hãng HIWIN với con lăn là viên bi cầu phù hợp với các máy loại nhỏ.
Chọn cấp chính xác là P theo thông số của nhà sản xuất.
Chọn loại tải trọng ZO với tải trọng đặt trước có giá trị 0,02C = 0,02.49,5=0.99(N).
Tuổi thọ sống lăn :
Tuổi thọ : 4320km
Ta chỉ xét dến ảnh hưởng của tải trọng với ảnh hưởng của nhiệt độ là không đáng kể...................
........................
- Thí nghiệm và đánh giá độ chính xác của máy.
Tính toán độ chính xác theo lý thuyết của máy:
- Với động cơ được sử dụng có hồi tiếp từ encoder, số xung encoder là 500 xung/vòng tức là độ phân giải nhỏ nhất cho một bước di chuyển là 360/500 =0.72 độ , tỉ số truyền từ động cơ tới bánh răng gắn với thanh răng là 20, vậy độ phân giải nhỏ nhất tại thanh răng sẽ là 0.72/20 = 0.036 độ.
- Với bánh răng có đường kính vòng chia là 11.25mm khi quay một góc 0.036 độ sẽ dịch máy đi một đoạn bằng 0.036*11.25*3.14/180 = 0.007065mm.
Tuy nhiên, khi hoat động, với độ rung động của máy va rung động của bánh răng, thanh răng khi ăn khớp, cho nên độ chính xác của máy đầu cắt khi di chuyển khoảng 0.3mm. Điều này là chấp nhận được vì thực tế sản phẩm sử dụng thông thường khi cắt bằng plasma hay cắt bằng khí cũng có độ chính xác tương tự.
ĐÁNH GIÁ HIỆU QUẢ KINH TẾ.
- Với bộ điều khiển CNC và trang bị mỏ cắt oxy hoặc plasma, tùy theo lắp đặt của người sử dụng, cho phép hạ giá thành tối đa. Đặc biệt máy có tích hợp sẵn thư viện hình tiêu chuẩn và có thể mở rộng ứng dụng bằng cách kết nối bên ngoài để chuyển hình ảnh cần cắt vào máy. Máy được thiết kế chế tạo đồng bộ, dễ dàng lắp đặt và vận hành để nhanh chóng đưa vào hoạt động cắt một cách linh hoạt và kinh tế. Chiều rộng tấm cắt đến 1000mm, chiều dài tấm cắt có thể kéo dài tùy ý người sử dụng. Máy có một số tính năng chỉnh tay như: mồi lửa, chỉnh tốc độ cắt, điều chỉnh thời điểm bắt đầu cắt, nhằm làm giảm giá thành sử dụng. Các quy trình cắt có thể áp dụng: Oxy-fuel, cắt Plasma khô.
- Bộ phận chuyển động sử dụng động cơ, chuyển động theo 2 phương X, Y bất kỳ.
- Ưu điểm của máy so với các loại máy tự động cùng loại trước đây là giảm đáng kể thiết bị ngoại vi, mạch điều khiển. Do được giảm bớt các thiết bị ngoại vi, cùng với việc sử dụng các kết cấu cơ khí được chế tạo sẵn như: bánh đai răng, thanh răng tiêu chuẩn, sống lăn bi. Vì vậy giá thành của máy cũng giảm theo, nếu tính giá thành để sản xuất thì máy chỉ bằng ½ giá thành của sản phẩm cùng loại được sản xuất và nhập khẩu từ Trung Quốc. Giá thành ước tính khoảng 70 triệu đồng cho một máy, chưa tính bộ nguồn cắt plasma hoặc bộ đèn cắt Oxy-Gas, giá thành của một máy cùng chủng loại là
Một trong những ưu điểm nổi bật nhất của máy là với kết cấu nhỏ gọn như vậy, việc di chuyển và lắp ráp máy rất dễ dàng so với loại máy cắt kiểu cũ. Điều này tạo nên tính cơ động cho việc sử dụng máy...
KẾT LUẬN VÀ KHUYẾN NGHỊ:
1. KẾT LUẬN.
Qua 6 tháng nghiên cứu và chế tạo mô hình máy cắt thép tấm CNC người nghiên cứu đã thực hiện và giải quyết được các vấn đề sau:
- Khảo sát tình hình phát triển máy cắt CNC trên thế giới và ở việt nam.
- Chọn sơ đồ kết cấu của máy cắt phù hợp điều kiện sử dụng trong nước và quá trình phát triển của lĩnh vực tự động hoá trên thế giới và trong nước.
- Tính toán toàn bộ các vấn đề về động học, các cơ cấu cơ khí trong máy.
- Thiết kế toàn bộ kết cấu mô hình máy cắt thép tấm CNC và được thể hiện trên phần mềm Autodesk –inventor.
- Đưa ra được thuật toán điều khiển robot.
- Thiết kế và chế tạo hoàn thiện bộ điều khiển, trên cơ sở ứng dụng của họ vi xử lý 8051 và các linh kiện điện tử công suất khác.
- Thiết kế và chế tạo Driver điều khiển cho động cơ servo.
- Viết chương trình điều khiển máy và đưa ra giao diện điều khiển tương đối hoàn thiện trên LCD
2. HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI.
- Hoàn thiện các phần tính toán và chọn kết cấu của các chi tiết máy.
- Phát triển thêm các kết cấu cơ khí nhằm làm cho đầu cắt có thể quay quanh 2 trục X, Y, tinh tiến theo trục Z.
- Viết thêm chương trình điều khiển các trục phát triển thêm nói trên để có thể chế tạo các máy cắt CNC 4 truc, 5 trục nhằm gia công được trên các bề mặt 3D
.......................................................................................................
MỤC LỤC
QUYẾT ĐỊNH GIAO ĐỀ TÀI 2
LÝ LỊCH KHOA HỌC.. 3
LỜI CAM ĐOAN.. 4
LỜI CẢM ƠN.. 5
TÓM TẮT ĐỀ TÀI 6
MỤC LỤC.. 7
CHƯƠNG I: 12
DẪN NHẬP. 12
1.1. ĐẶT VẤN ĐỀ. 12
1.2. TẦM QUAN TRỌNG CỦA ĐỀ TÀI 12
1.3. ĐIỂM MỚI CỦA ĐỀ TÀI 13
1.4. GIỚI HẠN ĐỀ TÀI 13
1.5. MỤC ĐÍCH NGHIÊN CỨU. 14
1.6. PHƯƠNG PHÁP NGHIÊN CỨU. 14
CHƯƠNG II 15
CƠ SỞ LÝ LUẬN.. 15
2.1. TỔNG QUAN VỀ KỸ THUẬT ĐIỀU KHIỂN SỐ.. 15
2.1.1. Các định nghĩa cơ bản về điều khiển số: 15
2.1.2. Phương pháp truyền thông tin đầu vào. 18
2.1.3. Ưu nhược điểm của máy điều khiển số. 18
2.2. TỔNG QUAN VỀ KỸ THUẬT CNC VÀ MÁY CNC.. 19
2.2.1. Khái niệm về CNC: 19
2.2.2. Lịch sử phát triển máy CNC.. 19
2.2.3. Định nghĩa máy và trục máy. 20
2.2.4. Phân loại hệ thống điều khiển trong máy công cụ điều khiển số. 21
2.2.6. Phần mềm CNC. 25
2.3. GIỚI THIỆU VỀ MÁY CẮT THÉP TẤM. 27
2.3.1. Các phương pháp cắt kim loại sử dụng nhiệt. 27
2.3.2. Các loại máy cắt thép tấm sử dụng nhiệt. 36
2.4. CÁC LOẠI MÁY SỬ DỤNG Ở VIỆT NAM HIỆN NAY VÀ ƯU NHƯỢC ĐIỂM. 38
2.4.1. Tình hình sử dụng các thiết bị CNC tương tự của các nước trên thế giới 38
2.4.2. Tình hình sử dụng và nghiên cứu chế tạo trong nước. 40
2.4.3. Nhu cầu thực tế về việc sử dụng máy cắt thép tấm C.N.C ở nước ta. 42
2.5. CÁC BỘ PHẬN CHỦ YẾU CỦA MÁY CẮT CNC. 43
2.5.1. Hệ thống điều khiển. 43
2.5.2. Kết cấu truyền động. 43
2.6. MỘT SỐ KHÓ KHĂN KHI TÍNH TOÁN VÀ CHẾ TẠO MÁY CNC Ở NƯỚC TA TRONG GIAI ĐOẠN HIỆN NAY. 44
2.7. CƠ SỞ LÝ THUYÊT VỀ HỌ VI ĐIỀU KHIỂN 8051. 45
2.7.1. Giới thiệu chung. 45
2.7.2. Cấu Trúc AT89S52. 45
2.7.3. Sơ đồ khối. 46
2.7.4. Sơ đồ chân. 47
2.7.5. Cấu trúc của vùng Ram. 48
2.7.6. Ngôn ngữ điều khiển. 48
2.7.7. Kết nối với máy tính. 49
2.7.8. Cấu trúc cổng xuất nhập và mô tả chức năng các chân trên vi điều khiển. 52
2.8. CƠ SỞ LÝ THUYẾT VỀ GIAO TIẾP MÁY TÍNH. 56
2.8.1. Các phương pháp giao tiếp. 56
2.8.2. Các hình thức giao tiếp trên máy tính. 56
2.8.3. Tiêu chuẩn giao tiếp cổng nối tiếp. 56
2.8.4. Chức năng của các chân trên các cổng giao tiếp. 57
2.8.5. Phương pháp kết nối. 58
2.8.6. Nguyên lý truyền dữ liệu. 59
2.9. KHÁI QUÁT VỀ GIAO TIẾP NỐI TIẾP TRONG MATLAB. 60
2.10. TRÌNH TỰ THỰC HIỆN GIAO TIẾP GIỮA THIẾT BỊ VỚI CỔNG NỐI TIẾP. 60
2.11. LÝ THUYẾT VỀ ĐIỀU KHIỂN TỰ ĐỘNG HỆ THỐNG. 61
2.11.1 Tự động, điều khiển và điều khiển tự động. 61
2.11.2 Sơ đồ khối và hàm truyền đạt. 61
2.12. CƠ SỞ VỀ ĐỘNG CƠ ĐIỆN MỘT CHIỀU VÀ NGUYÊN LÝ ĐIỀU KHIỂN. 63
2.12.1 Động cơ điện một chiều điều khiển bằng dòng điện kích thích. 63
2.12.2. Động cơ điện một chiều điều khiển bằng dòng điện phần ứng. 64
2.12.3. Hệ thống Ward – léonard. 66
2.12.4. Máy phát vận tốc. 67
2.13. GIỚI THIỆU VỀ ĐỘNG CƠ SERVO. 68
2.13.1. Giới Thiệu. 68
2.13.2. Hoạt động của servo. 69
3.13.3. Servo và điều biến độ rộng xung. 70
2.13.4. Vai trò của Vôn kế. 70
2.13.5. Các giới hạn quay. 71
2.13.6. Các loại và kích thước servo đặc biệt 71
2.13.7. Hệ thống truyền động bánh răng và truyền công suất 72
2.13.8. Thông số kỹ thuật của servo. 72
2.13.9. Các kiểu nối và đấu dây. 73
2.13.10. Mạch điều khiển servo. 75
2.14. BỘ MÃ HÓA VÒNG QUAY (encoder): 78
2.14.1. Khái niệm chung: 78
2.14.2. Phân loại: 78
2.15. LCD ĐỒ HỌA LOẠI 240x128. 83
2.15.1. Sơ đồ mạch nguyên lý GLCD 240x128: 83
2.15.2. Sơ đồ mạch in: 84
2.16. BOARD BÀN PHÍM HEX 4x4. 86
2.16.1. Thiết kế sơ đồ mạch bàn phím hex 4x4: 86
2.16.2. Giải thích hoạt động: 86
CHƯƠNG III 87
CHỌN NGUYÊN LÝ, KẾT CẤU CHO MÁY CẮT PLASMA C.N.C DẠNG NHỎ.. 87
3.1. LỰA CHỌN PHƯƠNG ÁN VÀ KẾT CẤU CỦA MÁY: 87
3.1.1. Lựa chọn kết cấu chung của máy. 87
3.1.2. Kết cấu bộ truyền bánh răng – đai răng. 90
3.1.3. Bộ truyền chuyển động quay thành chuyển động tịnh tiến. 95
3.2. CÁC KÍCH THƯỚC BAN ĐẦU.. 96
3.3. THIẾT KẾ TÍNH TOÁN KẾT CẤU VÀ HỆ THỐNG DẪN ĐỘNG CỦA MÁY.. 97
3.3.1. Xác định lực kéo phần thân máy:. 97
3.3.2. Tính toán thiết kế hệ dẫn động cơ khí của máy. 98
3.3.3. Thiết kế các bộ truyền. 101
3.3.4. Tính toán thiết kế các trục truyền: 106
3.3.5. Tính toán lựa chọn các sống lăn: 108
3.3.6. Tính toán bộ truyền thanh răng bánh răng (răng thẳng). 112
3.4. BẢN VẼ THIẾT KẾ CỦA MÁY.. 114
3.5. HÌNH DÁNG CỦA MÁY: 115
CHƯƠNG IV.. 116
XÂY DỰNG GIẢI THUẬT ĐIỀU KHIỂN VÀ THIẾT KẾ BỘ ĐIỀU KHIỂN.. 116
4.1. ĐẶC ĐIỂM CỦA SẢN PHẨM GIA CÔNG VÀ GIẢI THUẬT ĐIỀU KHIỂN ĐƯỢC CHỌN TRÊN MÁY 116
4.2. XÂY DỰNG THƯ VIỆN MỘT SỐ HÌNH ẢNH THƯỜNG GIA CÔNG.. 117
4.2.1. Đường thẳng. 117
4.2.2. Đường Chữ L. 118
4.2.3. Hình Chữ Nhật. 118
4.2.4 Đường Tròn. 118
4.2.5. Cung tròn. 121
4.2.6. Tam giác. 122
4.3. SƠ ĐỒ KHỐI VÀ BỘ PHẬN ĐIỀU KHIỂN.. 123
4.3.1. Sơ đồ khối 123
4.3.2. Các thành phần của hệ thống điều khiển và nguyên lý kết nối 123
4.4. GIAO TIẾP GIỮA MÁY VÀ MÁY TÍNH.. 130
CHƯƠNG V.. 131
CHẾ TẠO MÁY CẮT PLASMA CNC.. 131
5.1 CHẾ TẠO CÁC KẾT CẤU CƠ KHÍ 131
5.1.1 Chế tạo bộ truyền đai răng: 131
5.1.2 Chế tạo bộ truyền thanh răng bánh răng: 133
5.1.3 chế tạo vỏ hộp che máy: 134
5.1.4 lắp ráp máy hoàn chỉnh: 135
5.2 CHẾ TẠO CÁC MẠCH ĐIỀU KHIỂN.. 136
5.2.1. Chế tạo các bộ điều khiển trung tâm. 136
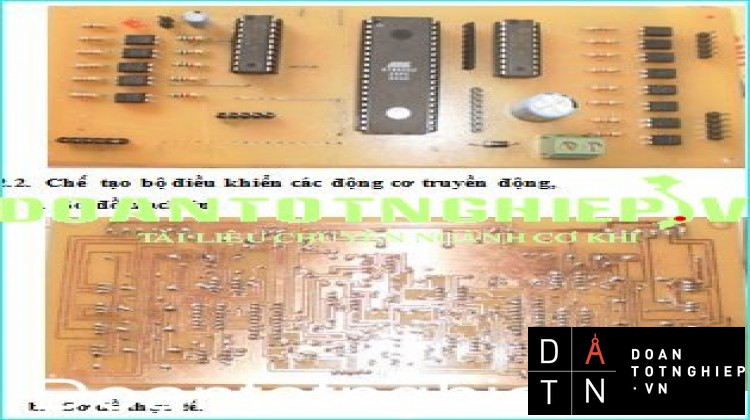
5.2.2. Chế tạo bộ điều khiển các động cơ truyền động, 137
5.2.3. Chế tạo mạch công suất của các động cơ truyền động, 138
5.3 SỬ DỤNG VÀ VẬN HÀNH MÁY.. 138
5.3.1 Khởi động và điều chỉnh máy. 138
5.3.2 Cắt gia công chi tiết với hình ảnh có sẵn trong thư viện. 140
5.3.3 Cắt gia công chi tiết với hình vẽ trên Auto CAD. 141
5.4 THÍ NGHIỆM VÀ ĐÁNH GIÁ ĐỘ CHÍNH XÁC CỦA MÁY. 141
5.5 ĐÁNH GIÁ HIỆU QUẢ KINH TẾ.CHƯƠNG VI 141
CHƯƠNG VI 142
KẾT LUẬN - HƯỚNG PHÁT TRIỂN.. 142
6.1. KẾT LUẬN. 142
6.2. HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI. 142
TÀI LIỆU THAM KHẢO.. 144
PHỤ LỤC.. 145
Chương trình viết cho phần hiển thị thông tin trên LCD. 145
THIẾT KẾ MÁY TÍNH TOÁN VÀ CHẾ TẠO MÁY CẮT PLASMA CNC DẠNG NHỎ RÙA CẮT, thuyết minh, động học máy, kết cấu máy, nguyên lý máy, quy trình sản xuất







