THIẾT KẾ VÀ CHẾ TẠO MÁY CNC VẼ HOA VĂN BẤT KỲ 2018
NỘI DUNG ĐỒ ÁN
Mục Lục THIẾT KẾ VÀ CHẾ TẠO MÁY CNC VẼ HOA VĂN BẤT KỲ 2018
Phần A: GIỚI THIỆU
LỜI NÓI ĐẦU
¯&¯
Như chúng ta đã biết, ngành chế tạo máy là một trong những ngành công nghiệp chủ yếu sản xuất ra máy móc và các công cụ, thiết bị quan trọng khác, là một trong số chỉ tiêu đánh giá sự tiến bộ khoa học kỹ thuật của một quốc gia. Mức độ phát triển, khối lượng nhịp độ, cơ cấu ngành chế tạo máy ảnh hưởng đến chỉ tiêu sản xuất của xã hội. Đảng và Nhà nước ta cũng đã khẳng định ngành cơ khí chế tạo máy là một trong những ngành công nghiệp mũi nhọn trong quá trình công nghiệp hoá, hiện đại hoá đất nước.
Nâng cao hiệu quả sản xuất, hàm lượng công nghệ, khoa học trong mỗi sản phẩm là con đường chính để phát triển kinh tế đất nước trong những năm tới đây cũng như trong tương lai. Vì vậy, việc áp dụng thành tựu khoa học công nghệ vào sản xuất, sử dụng máy móc, thiết bị có năng suất cao, khả năng công nghệ đa dạng, áp dụng linh hoạt trong các hệ thống sản xuất khác nhau cũng như áp dụng những phương pháp điều khiển hiện đại trong các dây chuyền tự động hóa…là vấn đề quan trọng, cấp bách hiện nay để nước ta hướng đến một nền công nghiệp sản xuất tiên tiến, mức độ tự động hóa, cơ khí hóa cao, để trở thành nước công nghiệp phát triển theo hướng bền vững.
Máy CNC (Computerized Numeric Control) ra đời là một trong những thành tựu khoa học, kỹ thuật của nhân loại và nó ngày càng được ứng dụng rộng rãi trong sản xuất. Máy CNC đã góp phần không nhỏ vào việc giải quyết nhiệm vụ cấp bách hiện nay là tự động hoá quá trình sản xuất, nó được ứng dụng rộng rãi từ hệ thống sản xuất hàng khối cho đến sản xuất đơn chiếc và các hệ thống sản xuất linh hoạt.
Tuy nhiên, hiện nay ở Việt Nam, việc nghiên cứu, chế tạo và áp dụng vào sản xuất các máy này gặp rất nhiều hạn chế. Đa phần chỉ ở các doanh nghiệp chế tạo khuôn mẫu với quy mô sản xuất lớn và các trường Đại học, Cao Đẳng kỹ thuật mới sử dụng đến máy CNC.
Máy CNC vẽ họa tiết trên bánh kem là một dạng của máy CNC, do đó chúng em cho ra đời máy CNC vẽ họa tiết trên bánh kem trong thời điểm này là hoàn toàn hợp lý. Vì ở Việt Nam chưa có nhiều máy làm bánh kem CNC thay vì làm thủ công và nhu cầu ăn uống của nhiều người phải đòi hỏi đặt sắc phong phú trên món ăn. Nó không những giúp em tìm tòi nghiên cứu, am hiểu và dần dần làm chủ kiến thức lĩnh vực này trong tương lai mà còn giúp sinh viên chuyên ngành cơ khí chế tạo máy và các ngành có liên quan trong các trường Đại học, Cao đẳng có điều kiện học tập, nghiên cứu và phát triển nó ngày càng hoàn thiện hơn. Đây chính là lý do em chọn đề tài Tốt nghiệp này.
CHƯƠNG MỞ ĐẦU
1. ĐẶT VẤN ĐỀ
Hiện nay, khoa học công nghệ ngày càng phát triển, thế giới cũng vừa trải qua cuộc khủng hoảng kinh tế trầm trọng đã gây ảnh hưởng không nhỏ đến nền công nghiệp toàn cầu. Chính vì thế, việc ứng dụng các kĩ thuật tiên tiến vào sản xuất nhằm tạo ra những sản phẩm có năng suất, chất lượng cao, giá thành thấp nhận được ngày càng trở nên cấp thiết, đặc biệt đối với những nước đang phát triển.
Thị trường ngày càng xuất hiện nhiều chủng loại và mẫu mã hàng hóa, thay đổi thường xuyên. Để giải quyết những yêu cầu về sự đa dạng này thì giải pháp máy CNC là phù hợp.
Ở Việt Nam, máy CNC đã được đưa vào sử dụng ở các xí nghiệp dân sự và q nhưng chưa phổ biến. Gần đây, phong trào chế tạo máy CNC (Homemake CNC) đang được nhiều bạn sinh viên cũng như kỹ sư quan tâm. Tuy nhiên vẫn còn gặp rất nhiều hạn chế. Do đó, để cập nhật đựơc kiến thức về máy CNC đồng thời giúp cho các sinh viên hiểu nhiều hơn về máy CNC chính là lý do ra đời của đề tài “Thiết kế và chế tạo máy CNC vẽ họa tiết trên bánh kem ”.
Sự ra đời của đề tài còn do sự ham thích tìm hiểu về máy CNC, sự say mê tìm hiểu cách thức hoạt động, các cơ cấu bộ phận của máy CNC và đây cũng là cơ hội để người nghiên cứu ôn lại các kiến thức tổng quát đã được học về công nghệ chế tạo máy.
2. GIỚI HẠN ĐỀ TÀI
Vì điều kiện cơ sở vật chất, trang thiết bị và thời gian bị còn hạn chế nên chúng em chỉ tập trung tính toán và hoàn thành một máy CNC vẽ họa tiết trên bánh kem cơ bản có thể hoạt động được và gia công trên mặt phẳng của bánh, còn mặt trụ do điều kiện kinh tế nên nhóm em chưa thực hiện được và rất nhiều vấn đề khác cần phải hoàn thiện thêm.
Do kinh phí để chế tạo hạn hẹp nên không thể sử dụng được hết những chi tiết, cơ cấu hiện đại, như động cơ Servo xoay chiều,…..
Kiến thức còn hạn chế nên chúng em gặp rất nhiều khó khăn trong việc tiếp cận và lĩnh hội thông tin về đề tài.
3. MỤC ĐÍCH NGHIÊN CỨU
Đề tài được cho ra đời nhằm mục đích giúp sinh viên có điều kiện tiếp cận nhiều hơn với máy CNC.
Đề tài cũng còn là cơ hội cho người nghiên cứu tiếp xúc và hiểu rõ hơn về máy CNC, có dịp tổng hợp lại một số kiến thức đựơc học trong những năm qua.
Việc nghiên cứu còn là cơ sở giúp cải tiến khả năng công nghệ của một số máy truyền thống, hay phục hồi, sửa chữa một số máy CNC cũ nhằm tiết kiệm chi phí cho quá trình sản xuất.
Về lâu dài đề còn là tài liệu tham khảo cho các sinh viên chuyên ngành chế tạo máy, là cơ sở cho việc phát triển các đề tài sau này.
4. CƠ SỞ LÝ LUẬN
Việc tính toán thiết kế các bộ phận của máy hoàn toàn dựa vào lý thuyết của môn học máy cắt kim loại, môn sức bền vật liệu, vẽ kỹ thuật. Vậy cơ sở tính toán thiết kế bao gồm các chỉ tiêu sau:
- Chỉ tiêu độ bền.
- Chỉ tiêu độ chính xác.
- Chỉ tiêu về tính công nghệ.
Để đảm bảo các chỉ tiêu trên người thiết kế dùng các phương pháp sau đây:
- Phương pháp tham khảo tài liệu: nghiên cứu, tìm cách ứng dụng các công thức, phương trình để tính toán, kiểm tra độ bền của các chi tiết, bộ phận máy.
- Phương pháp phân tích: sử dụng các kiến thức với sự trợ giúp của máy tính để tính toán thiết kế, sử dụng các phần mềm để tính toán thiết kế. Đây là phương pháp cho độ chính xác tương đối cao, thời gian nhanh.
Vì vậy để quá trình thiết kế được tốt thì cần có sự dung hòa giữa hai phương pháp này.
Chương 1
TỔNG QUAN VỀ MÁY CNC
1. GIỚI THIỆU CHUNG VỀ MÁY CNC
1.1 Khái niệm
Máy CNC (Computer Numerical Controlled ) là máy công cụ, điều khiển theo một chương trình định sẵn. Các dữ liệu được cung cấp dưới dạng những lệnh.
1.2 Lịch sử phát triển của hệ thống máy CNC
Năm 1949
- Mẫu đầu tiên của máy NC do MIT (Viện công nghệMassachusetts) thiết kế và chế tạo theo đặt hàng của Không lực Hoa kỳ, để sản xuất các chi tiết phức tạp và chính xác của máy bay.
Năm 1952
- Chiếc máy phay đứng 3 trục điều khiển số của hãng Cincinnati Hydrotel được trưng bày tại MIT.
Năm 1960
- Máy NC được sản xuất và sử dụng trong công nghiệp.
- Các bộ điều khiển số đầu tiên dùng đèn điện tử nên tốc độ xử lý chậm, cồng kềnh và tiêu tốn nhiều năng lượng.
- Chương trình được chứa trong các băng và bìa đục lỗ, khó hiểu và không sửa chữa được.
- Giao tiếp người - máy rất khó khăn vì không có màn hình, bàn phím.
Năm 1970
- Các linh kiện bán dẫn được sử dụng phổ biến trong công nghiệp
- Máy NC gọn hơn, tốc độ xử lý cao hơn, tiêu tốn ít năng lượng hơn,...
- Các băng đục lỗ sau này được thay bằng băng hoặc đĩa từ,...
- Tính năng sử dụng của các máy NC vẫn chưa được cải thiện đáng kể, cho đến khi máy tính được ứng dụng.
CNC = Computer Numerical Control
Đầu 1970’s, máy CNC ra đời:
- Các bộ điều khiển số trên máy công cụ được tích hợp máy tính và thuật ngữ CNC ra đời.
Máy CNC ưu việt hơn máy NC thông thường về nhiều mặt
- Tốc độ xử lý cao, kết cấu gọn,...
- Ưu điểm quan trọng nhất của chúng là ở tính năng sử dụng, giao diện với người dùng và các thiết bị ngoại vi khác.
Các máy CNC ngày nay
- Có màn hình, bàn phím và nhiều thiết bị khác để trao đổi thông tin với người dùng.
- Nhờ màn hình, người dùng được thông báo thường xuyên về tình trạng của máy, cảnh báo báo lỗi và nguy hiểm có thể xảy ra, có thể mô phỏng để kiểm tra trước quá trình gia công,...
- Có thể làm việc đồng bộ với các thiết bị sản xuất khác như robot, băng tải, thiết bị đo,... trong hệ thống sản xuất.
- Có thể trao đổi thông tin trong mạng máy tính các loại, từ mạng cục bộ (LAN) đến mạng diện rộng (WAN) và Internet.
Hiện nay máy công cụ CNC đang được phát triển và ứng dụng rộng rãi vào nhiều lĩnh vực cuộc sống nhiều nước trên thế giới. Cùng với sự phát triển vượt bậc của công nghệ vi xử lý, trung tâm điều khiển của máy CNC hiện đại được điều khiển bởi bộ vi xử lý. Nhờ tốc độ xử lý của các phần tử này mà nhịp độ làm việc của các máy CNC được ghép với chúng không bị thay đổi. Có thể coi sự ra đời của máy CNC là một cuộc cách mạng lớn trong lĩnh vực cơ khí chế tạo máy, đó là một phần tử vô cùng quan trọng trong hệ thống sản xuất linh hoạt. Nó góp phần thúc đẩy quá trình tự động hóa nhằm dần dần thay thế vai trò của con người trong quá trình sản xuất.
1.3 Những đặc điểm cơ bản của máy CNC
Khả năng tự động hoá cao.
Năng suất gia công cao, thời gian phụ ( thay dao, chạy không, …) giảm.
Khả năng đạt độ chính xác cao, tính ổn định cao.
Có khả năng tập trung nguyên công cao, khả năng gia công nhiều bề mặt trong cùng một lần gá.
So với máy điều khiển tự động theo chương trình cứng (cam, cữ hành trình, trục gài bi…) máy CNC có tính linh hoạt cao trong việc lập trình, tiết kiệm được thời gian điều chỉnh máy đạt được tính chính xác cao ngay cả với sản xuất hàng loạt nhỏ.
Một ưu điểm nổi bậc khác chỉ có trong máy CNC đó là phương thức làm việc với hệ thống xử lý thông tin “điện tử – số hóa”. Phương thức này cho phép nối ghép với hệ thống xử lý số trong phạm vi quản lý xí nghiệp. Đồng thời cũng tạo điều kiện cho việc ứng dụng các kỹ thuật quản lý hiện đại thông qua mạng liên kết cục bộ ( LAN) hay mạng liên thông (WAN).
Máy công cụ CNC tuy có được nhiều ưu điểm so với máy vạn năng nhưng cũng còn có nhược điểm là:
+ Không thích hợp với việc gia công những chi tiết đơn giản.
+ Chi phí cho việc mua sắm trang thiết bị quá cao.
+ Đòi hỏi người thợ đứng máy phải có một kiến thức tương đối rộng cả về cơ khí, lẫn điện tử khi tiến hành gia công.
2. CÁC PHƯƠNG PHÁP ĐIỀU KHIỂN TRÊN MÁY CNC
2.1 Điều khiển 2D
Với điều khiển 2D hai trục có thể điều khiển đồng thời. Do vậy các dịch chuyển của dụng cụ có thể thực hiện theo đường thẳng và dạng tròn trên cùng một mặt phẳng.
Ví dụ: một máy khắc laser CNC 3 trục, điều khiển 2D,nghĩa là, các biên dạng có thể phay theo hai trục còn trục thứ ba phải được tiến dao đặc biệt độc lập với hai trục kia.
2.2 Điều khiển 21/2 D
Điều khiển 21/2D tạo ra các chuyển động của dụng cụ cắt trong nhiều mặt phẳng, bằng cách nội suy chuyển đổi giữa một trong ba mặt phẳng chính.
Tất cả 3 trục được điều khiển trong điều khiển 21/2D tuy nhiên trong mỗi mặt phẳng luôn luôn chỉ có hai trục được điều khiển đồng thời. Trục thứ ba gọi là trục tiến dao.
Tuỳ thuộc vào mặt phẳng gia công được chọn mà các trục khác nhau được điều khiển đồng thời. Do vậy, các chuyển động có thể có các mặt phẳng sau:
-Mặt phẳng X/Y
-Mặt phẳng X/Z
-Mặt phẳng Y/Z
2.3 Điều khiển 3D
Ba trục được nội suy đồng thờitrong điều khiển 3D, nhờ đó các chuyển động của dụng cụ cắt được thực hiện trong không gian theo kích thước 3 chiều.
Qua đó có khả năng gia công được các biên dạng phức tạp, ví dụ như chế tạo dao cắt, chế tạo khuôn mẫu gia công trong một lần kẹp.
Ngày nay hầu hết các máy công cụ được điều khiển bằng 3D.
3. CẤU TRÚC TỔNG THỂ MÁY CNC
Máy CNC gồm có hai phần chính như sau:
Cấu trúc tổng thể máy CNC
3.1 Phần điều khiển
Phần điều khiển của máy CNC gồm chương trình điều khiển và thiết bị điều khiển:
+ Chương trình điều khiển: là tập hợp các tín hiệu để điều khiển máy được mã hóa các chữ cái, số và một số ký hiệu khác (cộng, trừ, chấm, gạch nghiêng). Chương trình này được ghi vào cơ cấu mang chương trình dưới dạng mã số (mã thập phân, nhị phân, bảng đục lỗ).
+ Cơ cấu điều khiển: có nhiệm vụ nhận tín hiệu từ cơ cấu đọc chương trình, thực hiện các biến đổi cần thiết để điều khiển được cơ cấu chấp hành và kiểm tra sự hoạt động của cơ cấu chấp hành thông qua các cảm biến liên hệ ngược. Cơ cấu điều khiển gồm: cơ cấu giải mã, cơ cấu chuyển đổi, bộ xử lý tín hiệu, cơ cấu nội suy, cơ cấu so sánh, cơ cấu khuếch đại, cơ cấu hành trình, cơ cấu đo vận tốc các thiết bị xuất nhập tín hiệu.
3.2 Phần chấp hành
Bánh kem được phủ 1 lớp kem bao ngoài, bình chứa kem và van điện tử 1 đầu được gắn với bình áp suất đầu còn lại gắn lại bình chưa kem để điều chỉnh được lượng kem lên xuống theo ý muốn.
Thông số của bánh kem, van điện từ và bình áp suất:
- Bánh kem:
ð Kích thước: 300x300
- Van điện tử:
ð Kích thước Æ13.
ð Điện áp làm việc: 220VAC.
ð Kiểu hoạt động: Tác động trực tiếp, NC ( thường đóng ).
ð Lưu chất: Khí.
ð Kích thước cửa: 2.5mm.
ð Port Size: 1/4”.
ð Đường kính ren: 13mm.
ð Áp suất làm việc: Khí 0-0.7Mpa.
ð Áp suất tối đa: 1Mpa.
ð Vật liệu làm thân van : Đồng thau.
ð Nhiệt độ môi trường làm việc: -5oC đến 80oC
- Bình áp suất:
ð Vật liệu : Nhựa PVC.
ð Đường kính đầu ra : Æ13.
ð Thể tích chứa khí : 5-7Kg.
4. HỆ TRỤC TỌA ĐỘ TRÊN MÁY CNC
Theo tiêu chuẩn ISO, các chuyển động cắt gọt khi gia công trên máy CNC phải nằm trong hệ tọa độ Descarte theo nguyên tắc bàn tay phải:
+ Đặt ngửa bàn tay phải lên bàn máy với phương chiều các ngón tay như hình vẽ, chiều ngón giữa là chiều trục Z, ngón trỏ là chiều trục Y, ngón cái là chiều trục X.
+ Trong hệ tọa độ này có 6 chuyển động: 3 chuyển động tịnh tiến theo 3 trục và 3 chuyển động quay theo 3 trục.
+ Trục Z: tương ứng với trục chính của máy CNC, có chiều dương là chiều mà theo đó khoảng cách giữa dao và chi tiết tăng dần.
+ Trục X: là chuyển động tịnh tiến lớn nhất của máy CNC.
Ví dụ: Trên máy phay là chuyển động dọc trục, trên máy tiện là chuyển động theo phương ngang. Cũng tương tự như trục Z, chiều cũng là chiều làm tăng khoảng cách giữa dao và chi tiết gia công.
+ Trục Y: là trục mà tự nó cùng với hai trục trên làm thành một hệ trục toạ độ.
Ví dụ: trên máy phay là chuyển động chạy dao ngang. Trên máy tiện không có trục này (cho dạng chi tiết là tròn xoay).
Một lưu ý quan trọng khi xét hệ trục tọa độ của một máy CNC thì phải coi chi tiết đứng yên, còn dao chuyển động theo các phương của hệ trục tọa độ.
Trong quá trình làm việc, để gia công được trên máy CNC thì hệ tọa độ của máy phải được xác định. Nói cách khác vị trí của hệ tọa độ phải được xác định so với một số điểm cố định nào đó mà người ta gọi là điểm chuẩn.
Trong một máy CNC gồm có các điểm chuẩn sau đây:
+ Chuẩn M (Machine Datum Point): là chuẩn máy. Máy sẽ đo lường từ vị trí này đến vị trí khác khi làm việc.
+ Chuẩn R (Reference Point): đây là chuẩn qui định trên máy, thường là vị trí thay dao.
+ Chuẩn T (Tool offset): chuẩn dao.
+ W ( Work Datum Point): chuẩn chi tiết.
+ P ( Program Datum Point): chuẩn thảo chương
- Vị trí và ứng dụng của các chuẩn này thể hiện ở bảng sau:
|
Chuẩn |
Vị trí và đặc tính |
Ứng dụng |
|
M |
Không thể thay đổi Gốc của hệ thống tọa độ máy |
Dùng làm chuẩn đo lường khi máy làm việc |
|
R |
Do dao cắt không thể đi tới được điểm gốc tọa độ máy, nên người thiết kế máy ấn định điểm này để dao cắt có thể di chuyển tới một cách dễ dàng Không thể thay đổi được |
Dùng để thay thế chuẩn máy, thường là vị trí thay dao khi có ổ chứa dao và thay dao tự động
|
|
T |
Là điểm chuẩn của dụng cụ cắt. Do người thiết kế qui định. Không thể thay đổi được |
Dùng để xác định vị trí dao cắt sau khi lắp dao vào ổ dao
|
|
W |
Là gốc của hệ toạ độ của chi tiết gia công, có thể thay đổi |
Dùng làm gốc của hệ toạ độ làm việc trong quá trình gia công |
|
P |
Là gốc của hệ toạ độ lập trình Có thể thay đổi theo ý muốn của người lập trình |
Dùng làm gốc của hệ tọa độ trong quá trình soạn thảo chương trình. |
( Trên đây là những điểm chuẩn của máy cnc chuyên nghiệp, máy của nhóm chỉ là dạng mô hình nên chưa đạt được tất cả các điểm trên)
5. PHÂN LOẠI MÁY
- Máy mini
- Máy công xuất lớn
- Máy sử dụng truyền động đai
- Máy sử dụng truyền động vitme
…..
6. GIỚI THIỆU CHUNG VỀ MÁY CNC VẼ HOẠT TIẾT TRÊN BÁNH KEM
Trên thị trường hiện nay có rất nhiều các loại máy ứng dụng truyền động của trục Z gắn thêm bản lề để gắn đầu dao phay hoặc đầu lazes, riêng nhóm em ứng dụng chuyển động của trục Z chế bản lề gắn trên đai ốc bi và tấm nhôm được khoan lỗ sẵn gắn Xobin hoặc miếng nẹp ½ hình tròn rồi gắn bình chứa kem lên . Với nhiều hãng sản xuất nổi tiếng trên thế giới, trong đó có việt nam. Với nhiều kiểu dáng khác nhau, ngoài những máy có tên tuổi thì những máy tự chế cũng được sử dụng rộng rãi
6.1 Những Máy Của Hãng Sản Xuất
Một số máy của các hãng nước ngoài:
Máy làm bánh kem in Socola 3D trong SHAPELIZE
Thông số kỹ thuật máy :
Công suất động cơ: 2W/5W
Điện áp: 220VAC
Phạm vi làm việc: 200mmx400mm
Tốc độ bơm: 400mm / s
Độ chính xác: <0.05mm
Giao thức kết nối: giao diện USB
Môi trường hệ thống: Windows XP/7/8
Máy làm bánh quế
Thông số kỹ thuật máy :
Công suất động cơ: 2W/5W
Điện áp: 220VAC
Phạm vi làm việc: 200mmx400mm
Tốc độ bơm: 400mm / s
Độ chính xác: <0.05mm
Giao thức kết nối: giao diện USB
Môi trường hệ thống: Windows XP/7/8
6.2 Những Máy Tự Chế Trên Thị Trường
Trên thị trường hiện nay có rất nhiều các loại máy cnc mini, cho tới máy kích thước lớn được chế tạo và sử dụng rộng rãi, với kiểu dáng đa dạng, kết cấu tương đối đơn giản, lược bỏ bớt những phần phức tạp chủ yếu chỉ phục vụ cho nhu cầu nào đó. Những chiếc máy này có giá bán từ vài chục triệu tới hàng trăm triệu tùy thuộc vào kích thước và tính nang của máy.
(máy phay cnc 3 trục)
6.3 Chế Tạo và gia công Máy CNC vẽ họa tiết trên bánh kem
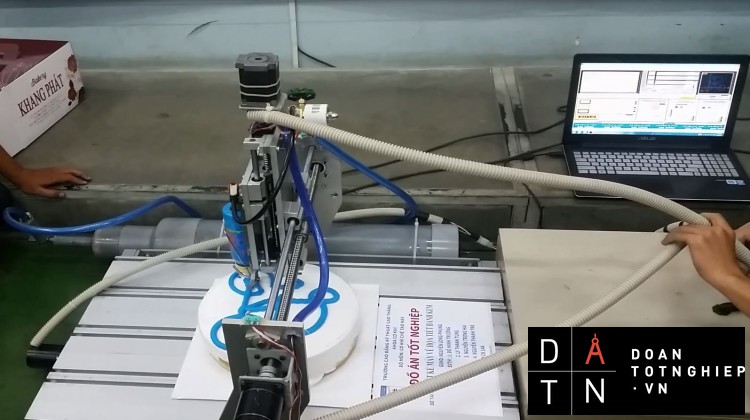
Cập nhật những thông tin và kiến thức về máy cnc tự chế, nhóm chúng em đã quyết định chế tạo dạng máy CNC vẽ họa tiết trên bánh kem bắt nguồn từ máy phay tự chế thay vì dùng đầu dao phay thì nhóm em dùng bình chứa kem và hệ thống khí nén để đóng mở cho kem xuống để tạo ra họa tiết trên bánh kem.
(Máy CNC vẽ họa tiết trên bánh của nhóm)
¯&¯
Chương 2
CÁC PHƯƠNG ÁN CHO MÔ HÌNH THIẾT KẾ
1. PHƯƠNG ÁN CHO CHUYỂN ĐỘNG CỦA MÁY
1.1. Phương án 1 ( phôi di chuyển)
- Trong phương án này,bình chứa kem thực hiện chuyển động tịnh tiến theo phương Z ( Trục chính dịch chuyển theo phương Z ).
- Chuyển động chạy theo cả hai phuơng X,Y được thực hiện bởi hai động cơ riêng lẽ.
( Hình mô phỏng phương án 1)
1.1.1 Ưu diểm của phương án 1
Phương án này cần không gian đặt máy nhỏ hơn (với máy có cùng kích thước).
Động cơ chạy dao theo phương Z có công suất nhỏ hơn so với động cơ chạy dao theo phương Z trong phương án 1( đặc biệt khi gia công những chi tiết có trọng lượng lớn).
1.1.2 Nhược điểm của phương án 1
Độ cứng vững của máy không đựơc cao
1.2 Phương án 2 ( phôi đứng yên)
Trong phương án này, bàn máy đứng yên, đầu máy thực hiện chuyển động chạy dao theo phương X, Y, Z nhờ các động cơ riêng lẽ.
Đây còn gọi là máy kiểu Router.
Hình mô phỏng phương án 2
1.2.1 Ưu diểm của phương án 2
Ưu điểm: có tính đa năng, không gian làm việc lớn, có thể thiết kế cải tiến thêm trục A đặt cố định trên bệ máy để có thể tiện phay kết hợp, do đó có thể nâng cấp lên thành một trung tâm CNC nhiều trục, nhiều tính năng.
Động cơ chạy dao theo các phương có công suất nhỏ, không bị ảnh hưởng bởi trọng lượng vật gia công..
1.2.2 Nhược điểm của phương án 2
Nhược điểm: chi phí chế tạo máy cao do đòi hỏi độ cứng vững của các trục di động. thiết kế lắp ráp khó khăn, phải canh đồ song song của cách trục tránh bị chèo khi lắp.
2. CHỌN PHƯƠNG ÁN CHO CHUYỂN ĐỘNG
Sau khi nghiên cứu các phương án cho mô hình, nhóm em chọn phương án thứ 2 làm làm phương án cho mô hình vì:
- Đề tài nghiên cứu chỉ ở mức là mô hình phục vụ cho giảng dạy, học tập.
- Đảm bảo độ cứng vững cũng như kích thước đơn giản của máy.
- Dễ chế tạo và lắp ráp.
3. CÁC PHƯƠNG ÁN TRUYỀN ĐỘNG CỦA MÁY
3.1 Vít Me Đai Ốc Thường
( Hình minh họa)
Vít me được gắn đồng trục với động cơ thông qua khớp nối mền, khi động cơ quay, vít me quay. Động cơ và vít me gắn cố định làm cho đai ốc di chuyển dọc trục vít me. Đai ốc thì được gắn chặt vào bộ phận cần chuyển động, (trục X Y Z) tốc độ di chuyển phụ thuộc vào tốc độ động cơ và bước ren của trục vít, một vòng quay của động cơ sẽ làm cho đai ốc dịch chuyển một đoạn bằng bước ren của trục vít, vì vậy tốc độ di chuyển của bộ phận trượt ở phương án này là chậm và có độ chính xác khi chuyển động không cao vì có độ rơ của đai ốc. Dùng động cơ có bước góc càng nhỏ thì độ chính xác di chuyển càng cao.
Một số ưu điểm khác là tạo ra lực đẩy lớn khi gia công chi tiết. phương án này dùng trong các máy công nghiệp gia công các loại vật liệu cứng có kích thước lớn…
3.2 Vít Me Đai Ốc Bi
Đây là dạng vít me đai ốc thay vì ma sát trượt thông thường thì đây là tiếp xúc giữa vít me và đai ốc thông qua các viên bi được chuyển thành ma sát lăn. Điều này đem đến một ưu điểm lớn: chỉ cần một lực quay rất nhỏ đã có thể làm cho đai ốc chuyển động.
Độ chính xác di chuyển cao do không có độ rơ giữa vít me và đai ốc.
( Hình minh họa: Bộ truyền vít me – đai ốc bi có rãnh hồi bi dạng ống )
Trên đây là kết cấu bộ truyền vít me - đai ốc bi. Tuy có kết cấu đa dạng nhưng các thành phần chủ yếu của bộ truyền bao gồm : vít me 1, đai ốc 2, các viên bi 3,và rãnh hồi bi 4.
Vấn đề quan tâm trong bộ truyền vít me – đai ốc bi đó là dạng profin răng vít me và đai ốc .Profin răng vít me dạng chữ nhật và hình thang là chế tạo dễ dàng hơn cả nhưng khả năng chịu tải kém.Để tăng khả năng chịu tải , người ta tăng bề mặt làm việc của bộ truyền bằng cách chế tạo profin dạng tròn.
Một vấn đề cũng rất quan trọng trong kết cấu của bộ truyền đó là kết cấu của ranh hồi bi: rãnh hồi bi có thể là dạng ống, hoặc dạng theo lỗ khoan trong đai ốc hoặc là dạng rãnh hồi bi giữa hai vòng ren kế tiếp.
- Rãnh hồi bi dạng ống có nhược điểm là tăng kích thước bộ truyền , độ bền mòn của đầu ống thấp , kẹp chặt ống có độ tin cậy không cao.
- Rãnh hồi bi theo lỗ khoan trên đai ốc có ưu điểm là kết cấu gọn và tính công nghệ tốt song khả năng tách thành nhiều nhóm hồi bị khó khăn.
- Rãnh hồi bi giữa hai vòng ren kế tiếp : là dạng hồi bi được dùng nhiều hơn cả do có kích thước gọn nhất , không bị mòn nhanh, độ tin cậy cao và chiều dài rãnh hồi
3.3 Truyền Đai
( Hình minh họa)
( Hình minh họa)
Hai đầu của đai được đặt vừa vào hai puli có cùng kích thước răng với đai. Một cái bắt chặt vào trục động cơ, cái còn lại bắt chặt vào trục quay tự do ở phía dọc theo chiều của trục được dẫn động. Một phần của đai được gắn chặt với bộ phận của phần trượt. Khi động cơ quay toàn bộ đai dịch chuyển và kéo theo các bộ phận đó di chuyển.
Tốc độ di chuyển phụ thuộc vào tốc độ động cơ và đường kính của puli. Một vòng của trục động cơ sẽ làm bộ phận trượt di chuyển một đoạn bằng với chu vi của puli (thường là 20-30mm). Rõ ràng phương án này tốc độ di chuyển nhanh hơn rất nhiều nhưng đổi lại, độ chính xác di chuyển sẽ thấp có thể có những sai lệch khi gia công và không chịu được rung do lực cắt sinh ra, lực đẩy nhỏ nên khi gặp tải lớn sẽ bị trượt bước hoặc giãn đai.
4. CÁC PHƯƠNG ÁN CHUYỂN ĐỘNG CỦA BÌNH CHỨA KEM
4.1 Chuyển Động Bằng Động Cơ Bước
Động cơ bước có nhiều loại nói cách khác hơn là động cơ có nhiều độ khác độ như 0.9o và 1.8o , trong trường hợp dùng động cơ bước để điều khiển bình chứa kem ta không cần quan tâm tới độ của chúng. Ý tưởng của nhóm được bắt nguồn từ những tư liệu trong sách và trên mạng Internet là dùng khớp lưng ( nối trục ) nối từ đầu động cơ bước vào trục của bình phun kem. Rồi điều khiển trục của động cơ chuyển động xuống để ép hơi trong bình chứa kem xuống để kem phun ra . Phương án này giống như ta dùng tay đẩy xuống nhưng động cơ thì dùng chiểu chuyển động để đẩy trục của bình chứa kem xuống.
4.2 Chuyển Động Bằng Khí Nén
Khí được bơm từ động cơ vào bình chứa rồi từ bình chứa nhóm em gắn vào 1 van điện tử khí nén nối từ bình chứa với bình chứa kem để điều chỉnh đóng khí hoặc mở để cho khí đi vào tạo áp lực đầy kem trong bình chứa kem phun ra.
4.3 Bảng so sánh chuyển động bằng Động cơ bước và Khí nén:
|
Động cơ bước |
Khí nén |
|
1. Kinh phí cao (driver điều khiển động cơ + động cơ). Giá thành( khoảng 500-700VNĐ). 2. Khó kết nối vời driver vì động cơ bước trên thị trường gồm 6 dây nhưng driver điều khiển thì chỉ cần 4 dây bỏ bớt dây ( 4 dây đó nối vào 4 cực A+, A-, B+, B-) việc đo điện trở để kết nối vào driver với nhóm em không chuyên về điện nên việc này gặp khó khăn.
|
1 . Kinh phí thấp (động cơ bơm + van điển tử). Giá thành ( 200VNĐ). 2. Dễ lắp rắp và kết nối đường ống lại với nhau . Và bình chứa khí nhóm tự chế tạo và van điện tử có sẵn trên thị trường mua về gắn vào đầu vô bình chứa khí đầu ra gắn vào bình bơm kem. |
5. KẾT LUẬN
Chọn phương án gá phôi cố định và dùng vít me đai ốc bi làm cơ cấu truyền chuyển động cho các trục. Nhóm quyết định chọn phương án này vì thiết kế cơ khí đơn giản, hệ thống cứng vững hơn, đảm bảo được các yêu cầu một máy CNC ở mức độ mô hình ứng dụng học tập. Và phương án chuyển độg của bình chứa kem nhóm em chọn chuyển động bằng khí nén vì nó đơn giản, đơn giản thứ nhất là dễ lắp vào mạch điện chung tâm thay vì ta lắp hệ thống tưới nguội cho máy thì ta lắp hệ thống van điện tử để đóng mở khí nó tương tự như nhau, đơn giản thứ hai là nó tiết kiệm được kính phí vì động cơ bơm và bình chứa và van điện tử mua với giá thành rẻ rồi về nhóm tự chế tạo lại còn đối với phương án chuyển động bằng động cơ bước thì động cơ và drive để chạy giá thành mắc và khung máy của nhóm ở trục Z có tiết diện bản lề hơi nhỏ nên không làm theo phương án này được .
6. CÁC THÔNG SỐ KỸ THUẬT CHO MÁY
- Lượng dịch chuyển theo phương X: Sn = 555 mm.
- Lượng dịch chuyển theo phương Y: Sd = 750 mm.
- Lượng dịch chuyển theo phương Z: Sd = 250 mm.
- Áp suất làm việc: 0-0.7Mpa, áp suất max: 1Mpa.
¯&¯
Chương 3
CÁC LOẠI ĐỘNG CƠ ĐƯỢC SỬ DỤNG TRONG MÁY CNC
1. YÊU CẦU KỸ THUẬT CỦA ĐỘNG CƠ CHẤP HÀNH ( ĐCCH) TRONG MÁY CNC
1.1 Vai trò của động cơ chấp hành trong máy CNC
Trong hệ thống máy CNC, ĐCCH đóng một vai trò cực kì quan trọng, đây là nguồn năng lượng thiết yếu cho sự hoạt động của máy.
Mặc khác trong động cơ máy CNC, bất cứ mỗi chuyển động của máy như trục chính, bàn xe dao, tay máy thay, bôi trơn, làm nguội đều được điều khiển bởi một ĐCCH. Nhờ đó mà kết cấu cơ khí gọn nhẹ, đơn giản.
1.2 Yêu cầu kỹ thuật của động cơ chấp hành trong máy CNC
Trong máy CNC, ĐCCH thường làm việc ở dạng khởi động, dừng máy hoặc đảo chiều quay, đây là điều kiện làm việc “khắc nghiệt” của động cơ. Vì vậy động cơ cần có những yêu cầu sau:
– Không có hiện tượng tự quay, tự hãm khi ngắt tín hiệu điều khiển.
– Đặc tính cơ và đặc tính điều khiển là phi tuyến.
– Làm việc ổn định trong dãy tốc độ làm việc.
– Momen khởi động lớn.
– Tác động nhanh.
– Công suất điều khiển nhỏ.
– Dễ điều khiển vô cấp.
– Dãy điều khiển tốc độ rộng.
– Điện áp khởi động nhỏ.
– Độ tin cậy cao.
– Kích thước, trọng lượng nhỏ.
2. GIỚI THIỆU MỘT SỐ ĐCCH TRONG MÁY CNC
2.1 Động cơ chấp hành một chiều
2.1.1 Khái niệm
Động cơ điện một chiều là động cơ điện mà nguồn cung cấp là dòng một chiều. Đây là loại động cơ được dùng rộng rãi trong hệ thống điều khiển nói riêng và máy CNC nói chung.
So với động cơ điện xoay chiều, động cơ điện một chiều có nhiều ưu điểm như sau:
Dễ điều chỉnh vô cấp vì số vòng quay của động cơ được tính theo công thức sau:
(vòng/ phút)
Từ biểu thức trên ta nhận thấy, muốn điều chỉnh tốc độ động cơ ta có thể:
Thay đổi điện trở phần ứng
Thay đổi điện áp (bằng mạch chiết áp).
Phương pháp này được sử dụng rộng rãi vì tiết kiệm năng lượng, không gây tổn hao công suất.
Làm việc ổn định ở mọi cấp tốc độ (trong phạm vi điều khiển).
Không có hiện tượng tự quay.
Khối lượng, kích thước nhỏ so với động cơ xoay chiều cùng công suất.
Mặt khác động cơ một chiều có nhược điểm lớn đó là: do có chổi than nên thường xuất hiện tia lửa điện ở vùng tiếp xúc. Chính vì vậy động cơ điện một chiều không làm việc ở những nơi dễ cháy nổ. Ngoài ra tia lửa điện là tác nhân gây ra tín hiệu nhiễu, cần phải có bộ lọc nhiễu và lưới chặn.
2.1.2 Phân loại động cơ điện một chiều
Theo cấu trúc động cơ điện một chiều dùng trong hệ thống CNC có thể phân thành:
Động cơ điện một chiều có kích thích độc lập hoặc bằng nam châm vĩnh cửu.
Động cơ điện một chiều có phần ứng nhẵn.
Động cơ điện một chiều có quán tính nhỏ.
Trong các loại động cơ một chiều trên, hiện nay trên các máy công cụ CNC phổ biến vẫn dùng loại động cơ điện một chiều kích từ dùng vòng mạch từ phụ với nam châm vĩnh cửu.
Sở dĩ loại động cơ này được dụng rộng rãi vì:
Tổn hao công suất điện năng nhỏ hơn loại động cơ kích từ bằng mạch ngoại lai.
Lượng nhiệt tỏa ra thường nhỏ đến mức có thể qua vỏ động cơ mà truyền ra môi trường xung quanh.
2.2 Động cơ bước
( Hình động cơ của nhóm )
2.2.1 Khái niệm, đặc điểm và phân loại
* Khái niệm:
Động cơ bước (stepping motor) là một cơ cấu chấp hành cơ – điện dùng để biến đổi năng lượng điện thành chuyển động cơ học.
* Đặc điểm:
Động cơ bước là thiết bị sinh chuyển động quay qua các góc bằng nhau (gọi là các bước - step) khi mỗi xung số (digital pulse) được cấp cho đầu vào stato theo một thứ tự và một tần số nhất định thông qua bộ chuyển mạch điện tử và thực chất là một động cơ đồng bộ. Vì lí do này động cơ bước rất phù hợp cho sử dụng với các hệ thống điều khiển trên cơ sở số (digital).
Đặc tính chuyển động của động cơ bước là rời rạc (trái ngược với đặc tính chuyển động quay liên tục và trơn như các loại động cơ khác).
Khi một xung điện áp đặt vào cuộn dây stato (phần ứng) thì rôto (phần cảm) của động cơ sẽ quay đi một góc nhất định gọi là bước góc.
So với động cơ servo, động cơ bước có những ưu điểm sau:
Điều khiển định vị chính xác; không yêu cầu sự điều chỉnh; giá thành rẻ; có thể làm việc trong vòng mở; có khả năng điều khiển trực tiếp bằng mạch số nên trong mạch điều khiển không cần mạch biến đổi số – tương tự (DAC); cấp mômen cao tại tốc độ thấp và mômen thấp tại tốc độ cao; chi phí bảo dưỡng thấp (do không có chổi than), rất khỏe trong mọi môi trường.
Tuy nhiên nhược điểm của chúng là ồn, tiêu thụ dòng bất kể có hay không có tải, kích thước bị giới hạn và có thể bị cản trở hoặc mất định vị vị trí (mất bước) khi không có vòng điều khiển.
Lựa chọn động cơ bước, cần xem xét các tham số sau:
-Tốc độ hoạt động (bước/giây).
-Mômen xoắn.
-Mômen quán tính.
-Góc bước yêu cầu.
-Thời gian để tăng tốc (ms).
-Thời gian để giảm tốc (ms).
-Kiểu truyền động được sử dụng.
-Kích thước và trọng lượng.
Vậy bước động cơ càng nhỏ thì độ chính xác trong điều khiển càng cao.
*Phân loại:
Động cơ bước có 3 loại cơ bản:
- Nam châm vĩnh cửu (Permanent Motor).
- Từ trở thay đổi (Variable Reluctance).
- Động cơ lai (Hybrid) – kết hợp hai loại trên.
2.2.2 Động cơ bước nam châm vĩnh cửu (Permanent Motor)
* Cấu tạo:
Rôto sử dụng trong động cơ bước loại này gồm một nam châm vĩnh cửu hình tròn, lắp vào một trục thép có độ cách từ cao. Rôto thường không có răng, được từ hóa vĩnh cửu vuông góc với trục (ngang trục). Stato có dạng hình móng được từ hóa với các cực N & S xen kẽ nhau và trên các cực có quấn các cuộn dây pha. Động cơ bước PM cho góc bước rộng, từ 450 ÷ 1200, tốc độ chậm nhưng mômen khá lớn.
Cấu tạo động cơ bước nam châm vĩnh cửu
* Nguyên lý làm việc:
Hình bên dưới trình bày động cơ bước có hai cặp cuộn pha. Cuộn L1, L3 hình thành một cặp cuộn pha và L2, L4 là cặp cuộn pha thứ hai.
Ta giả thiết vị trí ban đầu của động cơ như hình 2.16A.
Ban đầu 4 chuyển mạch S1, S2, S3, S4 đều hở nên không có dòng qua
các cuộn dây (hình 2.16A).
Đóng chuyển mạch S1 và S3, dòng điện đi qua các cuộn dây pha L1 và L3, trường điện từ xuất hiện và rôto quay đến vị trí như trong hình 2.16B. Nếu ta cứ giữ nguyên như vậy thì rôto cũng sẽ đứng yên.
Ngắt chuyển mạch S1 và S3, rôto ở nguyên vị trí như hình 2.16C.
Đóng chuyển mạch S2 và S4 thì dòng điện, điện trường và vị trí của rôto như hình 2.16D
Cứ luân phiên đóng và ngắt các cặp chuyển mạch S1, S3 và S2, S4 thì rôto sẽ quay tròn theo một hướng.
2.2.3 Động cơ bước có từ trở thay đổi
*Cấu tạo:
Rôto làm bằng thép non có độ dẫn từ cao và có từ trở thay đổi theo góc quay. Mỗi răng của stato và rôto gọi là một cực. Mỗi pha trên stato được quấn thành hai cuộn nối tiếp nhau ở vị trí xuyên tâm đối trên stato. Kết cấu stato trên từng pha của động cơ bước biến từ trở giống với động cơ bước PM. Loại động cơ này cấp góc bước nhỏ đến trung bình và có khả năng hoạt động với tốc độ chạy bước cao.
Động cơ bước có từ trở thay đổi
*Nguyên lí hoạt động:
Khi cấp điện cho pha A, các cuộn A1 và A2 có cùng cực tính là cực bắc (N), từ thông của hai cực này tăng dần và khép kín với rôto. Cực A3 và A4 mang cực tính nam (S), từ thông của hai cực này cũng tăng dần và khép kín với roto. Đường sức từ rời khỏi cực bắc A1 vào răng 1 trên rôto, sau đó tách thành 2 nhánh, nhánh thứ nhất phát triển đến răng 3 trên rôto, qua cực nam A3 vào stato và khép kín mạch từ tại cực bắc A1. Nhánh thứ hai phát triển đến răng 4 trên roto, sau đó qua cực A4 vào stato và cũng khép kín mạch từ ở A1.
Tương tự cho đường sức từ xuất phát từ A2.
Dòng điện cấp cho cuộn pha A, ở vị trí đang khảo sát thì từ trở là nhỏ nhất, động cơ ở điều kiện cân bằng, rôto đứng yên.
Bây giờ ta ngắt điện trên cuộn pha A và cấp điện cho cuộn pha B thì ngay lúc này từ trở trong động cơ lớn nên trục roto sẽ quay theo chiều giảm từ trở (cùng chiều kim đồng hồ) cho đến khi từ trở nhỏ nhất thì động cơ lại đứng yên ở vị trí mới.
Cứ luân phiên cấp điện cho các cuộn dây A, B, C, A thì động cơ sẽ
quay theo chiều kim đồng hồ. Muốn động cơ quay theo chiều ngược lại thì ta đảo ngược thứ tự cấp điện cho các cuộn dây thành C, B, A, C.
Một điểm cần lưu ý là rôto của động cơ bước biến từ trở làm bằng thép non nên khi không có dòng điện qua các cuộn dây thì trên rôto cũng không tồn tại từ dư do đó nó không bị hãm và quay tự do dưới tác dụng của tải. Đây cũng chính là khuyết điểm của loại động cơ này.
2.2.4 Động cơ bước hỗn hợp
Về cấu tạo, nó kết hợp cả hai loại động cơ trên. Thường stato có một số cực, được cấp năng lượng bởi cuộn 2 pha. Rôto gồm một nam châm hình trụ, được cấp năng lượng quanh trục.
Về tính chất, nó phát huy được các ưu điểm của cả động cơ nam châm vĩnh cửu và động cơ có từ trở thay đổi: có mômen hãm (khi ngắt điện), có mômen giữ và mômen quay lớn, hoạt động với tốc độ cao và có số bước lớn. Góc bước phụ thuộc vào kết cấu, thường từ 0,450÷ 50.
Phương pháp bố trí và nối các cuộn pha trong động cơ bước biến từ trở và động cơ lai cũng khác nhau. Ở động cơ bước biến từ trở thì các cuộn pha được lắp riêng biệt trên từng đoạn stato còn ở động cơ lai thì các cuộn pha được quấn nối tiếp từ đoạn stato này sang đoạn stato kia.
Hai đoạn roto của động cơ được chế tạo từ thép non và lắp chặt trên trục nam châm vĩnh cửu nên các đoạn roto này được từ hóa tương ứng với các cực của nam châm.
Cấu trúc trong động cơ lai
Trong thực tế, trên các cực ngời ta lắp 2 cuộn dây có chiều quấn ngược nhau để có thể dễ dàng thay đổi cực tính trường điện từ.
Kết cấu thực tế của động cơ lai
2.2.5 Hệ điều khiển động cơ bước
* Hệ điều khiển động cơ bước cần phải có hai chức năng:
– Cấp nguồn cho các cuộn dây theo trình tự tín hiệu vào. Chức năng này được thực hiện nhờ mạch logic, mạch trình tự và phần mềm điều khiển.
– Xung điện cấp cho cuộn dây phải đủ rộng. Đây là yếu tố rất quan trọng đối với momen động cơ. Vì vậy hệ số thời gian điện (Lm/Rm) phải lớn hơn đáng kể so với chiều rộng xung vào.
* Các cách điều khiển: có 3 cách:
– Điều khiển cả bước (Full Step).
– Điều khiển nửa bước (Half Step).
– Điều khiển vi bước (Micro Step).
2.3 Động cơ Servo
( Hình minh họa)
2.3.1 Khái niệm
Động cơ Servo là loại động cơ mà trong cấu tạo có mạch phản hồi để xác định suất điện động được tạo ra và dựa vào đó để thay đổi thời gian đóng ngắt của trigger. Chính vì vậy động cơ này thường được dùng để truyền động trong máy CNC hệ kín.
Động cơ Servo ngày càng được sử dụng rộng rãi trong hệ thống máy CNC vì nó có nhiều ưu điểm sau:
Cho phép đạt được tốc độ tùy ý (trong phạm vi điều khiển).
Việc điều khiển tốc độ dễ dàng.
Kích thước và trọng lượng nhỏ so với động cơ cùng công suất.
Không cần quạt gió làm mát vì lượng nhiệt tỏa ra rất nhỏ, có thể truyền qua vỏ.
2.3.2 Phân loại
Theo chức năng thì động cơ Servo được phân thành 2 loại chính:
Động cơ dùng cho trục chính: loại động cơ này có công suất lớn từ vài trăm đến hàng ngàn KW.
Động cơ dùng cho điều khiển bàn máy: loại động cơ này có công suất nhỏ, độ nhạy cao.
Theo nguồn cung cấp thì động cơ Servo chia làm 2 loại:
AC Servo motor: dùng nguồn xoay chiều.
DC Servo motor: dùng nguồn một chiều.
2.3.3 Cấu tạo
a) DC Servo motor
Đây là mặt cắt ngang của động cơ DC Servo có dòng kích từ bằng nam châm vĩnh cửu.
Vỏ động cơ.
Cuộn dây của stator.
Thanh dẫn.
Chổi than
Rotor là 1 ống trụ, làm bằng vật liệu không từ tính, trên bề mặt có đặt các thanh dẫn. Các thanh dẫn này được cấp điện bằng nguồn một chiều thông qua4 chổi than. Với cấu tạo như vậy rotor của động cơ sẽ có khối lượng nhỏ, momen quán tính nhỏ do đó động cơ có thể dễ dàng tăng tốc, trì hoãn trong khoảng thời gian tương đối ngắn.
Stator của động cơ Servo có 2 dạng như sau:
Dạng 1: phần ứng không có rãnh để đặt cuộn dây, mà cuộn dây stator được bố trí lên bề mặt của rotor. Do cách bố trí như vậy sẽ làm cho khe hở không khí giữa cốt và lõi của phần ứng, từ đó làm tăng dòng kích cần thiết để tăng từ thông ra máy và đồng thời làm giảm điện kháng của cuộn dây phần ứng.
Dạng 2 (như hình vẽ): loại này ở vỏ động cơ có dòng điện kích từ chạy qua. Cho nên công suất điện năng tiêu hao nhỏ hơn loại động cơ kích từ bằng mạch ngoại lai và lượng nhiệt tỏa ra nhỏ. Đây là loại động cơ thường dùng trong máy công cụ CNC.
Bộ phận phản hồi Encoder: là một mạch điện tử và 1 đĩa mã. Đĩa mã được gắn trực tiếp lên trục động cơ. Đĩa mã có thể có từ 6 – 20 track, mỗi track tạo ra 1 bit nhị phân theo mã từ các lỗ trên đĩa mã.
b) AC Servo motor
Rotor của AC Servo motot cũng là một ống trụ làm bằng những vật liệu không từ tính. Bao ngoài rotor là các nam châm hình bán nguyệt, có tác dụng tạo ra từ trường. Nhờ đó mà làm cho rotor có khối lượng nhỏ, giảm momen quán tính và đáp ứng yêu cầu về tác động nhanh.
Stator của động cơ AC Servo motor không giống như stator của động cơ không đồng bộ mà các rãnh của stator trên AC Servo motor có dạng rãnh xoắn (như trục vít), để giúp cho AC Servo motor tạo ra từ trường quay và xoắn.
Ngoài ra AC Servo motor cũng có Encoder làm nhiệm vụ phản hồi những thông tin vận tốc, nhiệt độ của động cơ về trung tâm điều khiển.
AC Servo motor ngày càng được dùng rộng rãi trong hệ thống máy CNC. So với DC Servo motor thì AC Servo motor có ưu điểm là: không có chổi than vì vậy không gây nhiễu, không cần bao
Một mức phát triển cao hơn là các động cơ Servo dòng một chiều, không dùng chổi điện, có cuộn dây stator ba pha và một rotor kích từ bằng nam châm vĩnh cửu. Đây là sự kết hợp giữa ưu điểm của động cơ một chiều (dễ điều khiển, giá phải chăng) và động cơ xoay chiều (không cần bảo dưỡng).
2.4 Động cơ điện xoay chiều
Động cơ điện xoay chiều thường được dùng trong máy CNC là động cơ không đồng bộ 1 pha.
Tốc độ động cơ được xác định theo biểu thức:
(v/p)
f: tần số nguồn cung cấp.
p: số cặp cực của động cơ.
Vì vậy muốn điều khiển tốc độ động cơ có 2 cách:
- Thay đổi số cặp cực: phương pháp này sẽ không thể điều khiển vô cấp vì số cặp cực luôn là số nguyên.
- Thay đổi tần số f của nguồn cung cấp: đây là phương pháp thường được sử dụng khi muốn điều khiển vô cấp động cơ xoay chiều. Tuy nhiên khi giảm hay thay đổi tần số của nguồn thì cũng cần phải thay đổi điện áp U của động cơ để đảm bảo momen giới hạn.
So với động cơ điện một chiều thì động cơ điện xoay chiều có ưu điểm:
- Không cần chổi than vì vậy không sinh ra tia lửa điện. Chính nhờ đó mà động cơ xoay chiều không cần bảo dưỡng.
- Có thể sử dụng trực tiếp lưới điện nguồn (nguồn xoay chiều).
- Dễ dàng chế tạo ra được những động cơ có công suất lớn.
- Một nhược điểm lớn của động cơ xoay chiều dùng trong máy CNC đó là giá thành quá cao do phải dùng thêm bộ biến tần.
3. CHỌN ĐỘNG CƠ CHO MÔ HÌNH THIẾT KẾ
3.1 Chọn loại động cơ cho các chuyển động trục X, Y, Z
Chọn động cơ bước vì nó có những đặc điểm sau:
– Điều khiển vị trí, tốc độ chính xác và đơn giản.
– Không cần mạch phản hồi.
– Thường được sử dụng trong các hệ thống máy CNC.
3.2 Van điện tử sử dụng cho bình chứa kem
- Van điện tử ( solenoid valve ): là một thiết bị cơ điện được sử dụng để kiểm soát dòng chảy chất lỏng hoặc khí . Van điện tử hay còn gọi là solenoid valve được điểu khiển bởi dòng điện 220V hoặc 24V hoặc 12V tùy vào nhu cầu sử dụng của người mua và gắn trên thiết bị. Được điều hành thông qua một cuộn dây, khi cuộn dây được cấp điện một từ trường được tạo ra, tạo thành lực tác động lên pít tông bên trong các cuộc dây sẻ làm pít tông di chuyển tạo ra áp lực đẩy. Tùy thuộc vào thiết kế của van, pít tông tác động hoặc sẽ mở hoặc đóng van. Khi dòng điện được ngắt từ các cuộn dây. Các van sẽ trở về trạng thái của nó lúc ban đầu. Trong van solenoid trược tiếp hành động, pít tông trực tiếp mở ra và đóng một lỗ bên trong van. Trong van thí điểm hoạt động ( còn gọi là servo – type ), pít tông, đóng mở một lỗ thí điểm. Áp lực inletline được dẫn qua các lỗ thí điểm mở ra và đóng con dấu van. ( Phạm vi sử dụng van điện tử ( solenoid valve ) được dùng để tưới cây và công ty khí nén … ). Nhóm em sử dụng van điện tử ( solenoid valve ) dùng để tạp áp suất phun vào bình chứa kem để kem phun ra ngoài. Van điển tử nhóm em dùng dạng phổ biến một cổng vào và một cổng ra, áp suất làm việc của van là:0-0.7Mpa tín hiệu được kết nối chung với trục Z.
¯&¯
Chương 4
THIẾT KẾ MÁY
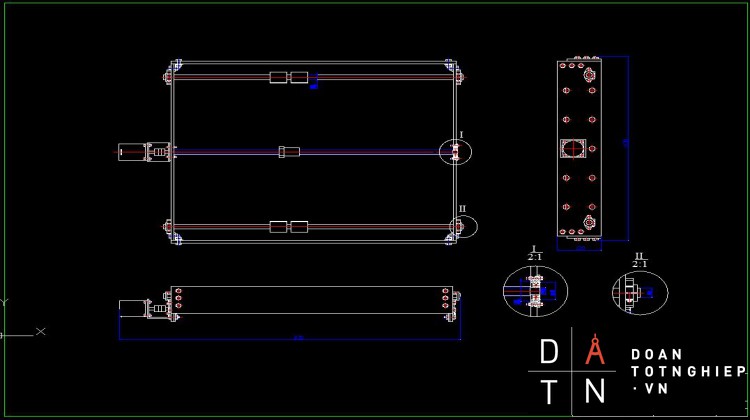
1. SƠ ĐỒ ĐỘNG HỌC MÁY
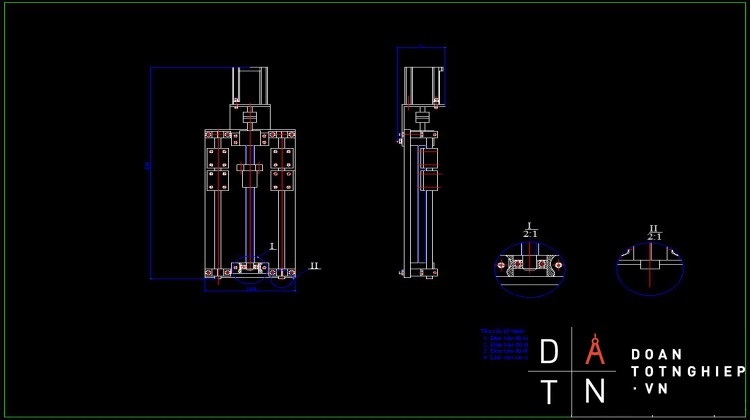
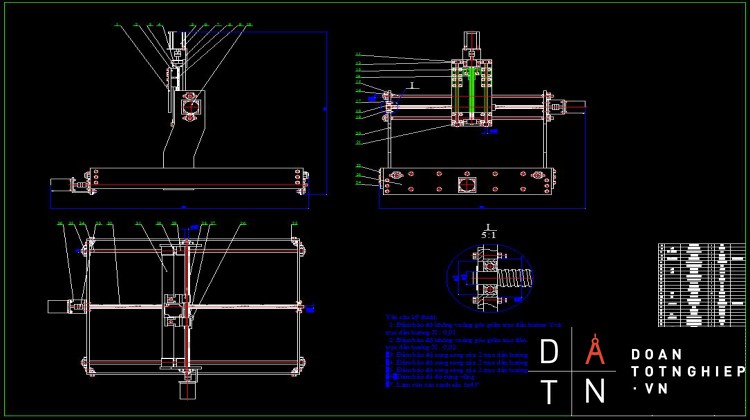
1.1 Sơ đồ kết cấu dẫn động theo 3 trục X,Y và Z
Chú thích:
- Động cơ
- Nối trục
- Ổ bi đỡ chặn
- Bạc trượt
- Trục dẫn hướng
- Vít me
- Đai ốc bi
Trục Y chuyển động trên bệ máy, trục X chuyển động trên trục Y, trục Z chuyển đông trên trục X.Các chuyển động độc lập với nhau, không gian bàn máy rộng. Đầu laser chuyển động trên trục Z thay cho động cơ trục chính.
2. TÍNH TOÁN CÔNG SUẤT CÁC ĐỘNG CƠ CHẤP HÀNH
Ý nghĩa của việc tính toán công suất động cơ
Việc tính toán công suất động cơ có ý nghĩa quan trọng trong quá trình thiết kế máy. Đó là cơ sở cho việc xác định động học và động lực học của máy.
- Chính vì vậy trong quá trình tính toán, nếu ta chọn công suất động cơ quá mức cần thiết sẽ làm cho kết cấu chi tiết lớn hơn, hệ thống công nghệ cồng kềnh hơn và làm tăng giá thành của máy.
- Ngược lại, nếu ta chọn công suất động cơ nhỏ hơn yêu cầu thì công suất làm việc của máy bị giảm máy sẽ không đáp ứng được yêu cầu đề ra.
3. ĐỘNG CƠ CHẤP HÀNH CHO CHUYỂN ĐỘNG
3.1 Động cơ chấp hành cho chuyển động chạy dao theo phương ngang Y và phương dọc X
Động cơ chạy dao theo 2 phương X, Y thường có cùng công suất.
Công suất động cơ bước theo 2 phương X, Y được tính theo lực chạy dao Q như sau:
Q = kPx + µ(Pz + 2Py + G) [2]
Trong đó:
Px, Py, Pz: thành phần lực cắt theo các phương.
G: trọng lượng của các bộ phận di động.
µ: hệ số ma sát thu gọn trên sóng trượt.
k: hệ số tăng lực ma sát do Px tạo ra mômen lật.
Ở đây lực cắt bằng 0 do đầu bơm kem không gây ra lực cắt, chỉ chuyển động phun kem nên:
Theo [4], hệ số k & µ: k = 1,4 & m = 0,2
Ở đây, trọng lượng các bộ phận di động gồm: kết cấu của cụm X va cụm Z
Ta ước lượng tổng khối lượng chúng khoảng 10 kg.
Vậy lực chạy dao Q:
Q = kPx + µ(Pz + 2Py + G)
= 0,2*10= 2 kG
Công suất động cơ chạy dao được tính theo công thức:
Q: lực chạy dao (kG)
v: lượng chạy dao lớn nhất (bằng lượng chạy dao nhanh).
Chọn v = 750 mm/phút = 0,75 m/phút.
η: hiệu suất của cơ cấu chạy dao, h = h1.h2
η1 = 1 - hiệu suất khớp nối.
η2 = 0,9 - hiệu suất bộ truyền vít me – đai ốc bi.
h = 1*0,9 = 0,9
6120: là hằng số ta tra trong sổ tay chế độ cắt
Thay số, ta được :
Như vậy, ta cần chọn động cơ chạy dao theo 2 phương X, Y là hai động cơ bước có công suất tối thiểu là 3 W, chọn động cơ bước với các thông số sau:
– Loại động cơ đơn cực, hai pha.
– Điện áp làm việc: 4,7V.
– Dòng điện lớn nhất: 1,5A.
– Số bước trên 1 vòng quay: 200 bước/vòng (hay 1.80 /bước).
Khi đó công suất của động cơ thõa yêu cầu.
3.2 Tính công suất cho động cơ chạy dao theo trục Z
Do đầu bơm không tạo ra các lực nên động cơ trục Z ta chọn theo hai trục X, Y
Tương tự như chọn động cơ theo 2 phương X, Y, ta chọn động cơ trục Z là:
– Loại động cơ đơn cực, hai pha.
– Điện áp làm việc: 4,7V.
– Dòng điện lớn nhất: 1,5A.
– Số bước trên 1 vòng quay: 200 bước/vòng (hay 1.80 /bước).
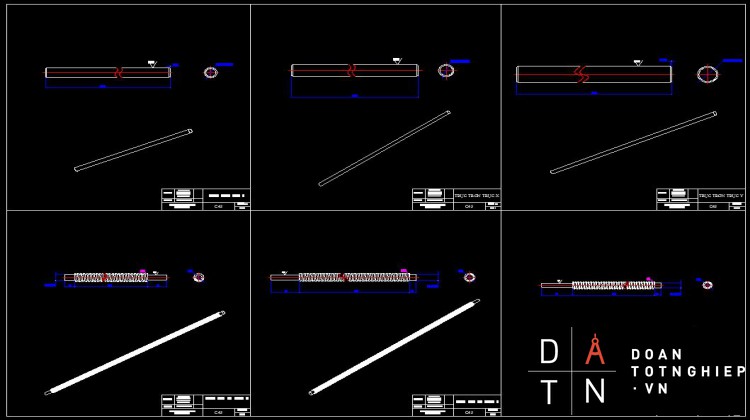
4. TÍNH TOÁN BỘ TRUYỀN VÍT ME – ĐAI ỐC BI CỦA MÁY
Tính toán cơ cấu vít me – đai ốc bi thường dùng công thức Hertz, xuất phát từ điều kiện độ bền cho tiếp xúc của vật thể lăn. Chỉ tiêu chủ yếu đối với truyền động vít me – đai ốc bi là độ bền và ổn định.
Thông số bộ truyền vít me - đai ốc bi được chọn như sau:
Trục Y
– Đường kính trục vít me: d = 16 mm.
– Đường kính bi lăn: dp = 3mm.
– Bước vít p: p = 5 mm.
– Chiều dài trục vít me l: l = 795 mm.
Trục X
– Đường kính trục vít me: d = 16 mm.
– Đường kính bi lăn: dp = 3 mm.
– Bước vít p: p = 5mm.
– Chiều dài trục vít me trục X : l = 610 mm
Trục Z
– Đường kính trục vít me: d = 14 mm.
– Đường kính bi lăn: dp = 2.8 mm.
– Bước vít p: p = 4mm.
– Chiều dài trục vít me trục Z: l = 310 mm.
5. CƠ CẤU DẪN HƯỚNG CHO CHUYỂN ĐỘNG TRỤC X, Y, Z
Dẫn hướng cho hai trục X, Y nhóm em chọn trục dẫn hướng bạc trượt bi
Với các thông số:
Trục X:chiều dài l: 610mm
Đường kính trục d: 12mm
(Trục dẫn hướng)
Trục Y:chiều dài l: 795mm
Đường kính trục d: 16mm
(Trục dẫn hướng )
Trục Z:chiều dài l: 310mm
Đường kính trục d: 10mm
- CHỌN CÁC BỘ PHẬN KHÁC CỦA MÁY
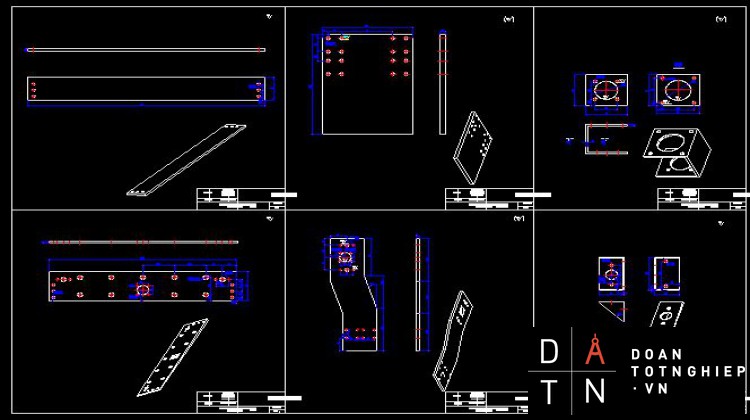
6.1 Thân máy
6.1.1 Tác dụng, yêu cầu của thân máy
- Thân máy là một bộ phận cấu thành nên máy hoàn chỉnh.
- Chính vì thế thân máy có kết cấu rất phức tạp với nhiều gân, gờ, lỗ được bố trí trong không gian.
- Mặt khác thân máy còn là một chi tiết quan trọng của máy, độ chính xác, cứng vững của nó còn ảnh hưởng rất lớn đến quá trình làm việc và độ chính xác gia công. Do đó thân máy phải thõa những yêu cầu sau:
- Đảm bảo đầy đủ độ cứng vững và độ giảm chấn.
- Đảm bảo tính công nghệ như công nghệ đúc, công nghệ gia công, công nghệ lắp ráp, bộ phận khác vào máy.
6.1.2 Vật liệu dùng làm thân máy
Vật liệu dùng làm thân máy phải đảm bảo yêu cầu về mặt sử dụng và công nghệ chế tạo, độ giảm chấn, độ bền.
Vì vậy thân máy có thể được chế tạo từ các vật liệu sau:
- Gang xám
+ Đây là loại vật liệu thường được sử dụng để chế tạo thân máy, vì chúng có nhiều ưu điểm nổi bật sau:
Dễ đúc, dễ gia công chịu nén cao.
Độ giảm chấn lớn.
- Một số loại vật liệu được sử dụng đễ chế tạo thân máy.
+ GX 15 – 32 dùng cho thân máy chịu uốn nhỏ hơn 10 N/mm2
+ GX 32 – 52 có sức bền và chịu mài mòn tương đối cao, chịu được áp suất bề mặt p > 2 N/mm2, thuờng dùng làm thân máy cho những máy có sóng trượt lớn, như máy tiện Revolve, máy tiện tự động …
Ngoài ra người còn dùng gang hợp kim Cr – Ni để nâng cao độ chịu mài mòn , độ cứng vững, ít bị nứt khi các vách chênh lệch nhau nhiều.
Ngoài ra thép cũng có thể được dùng để chế tạo thân máy. Việc chế tạo thân máy bằng thép có thể được chế tạo bằng phương pháp hàn, đây là một điểm nổi bậc của thép. Khi chế tạo thân máy bằng thép thì trọng lượng của thân giảm đi từ 25 (50% do ít vật liệu hơn so với thân máy chế tạo bằng gang. Tuy nhiên tính giảm chấn của thép thấp hơn gang rất nhiều.
6.1.3 Lựa chọn thân máy
Các phần nêu trên là kết cấu của một máy lý tưởng, ở đây chúng em chỉ dùng lại ở mức độ mô hình, với trang thiết bị tự chọn và tài chính hạn chế nên chúng em chọn mua những vật liệu cũ, tái sử dụng được và phần còn lại chúng em tự gia công và đặt thợ gia công .
Để giảm trọng lượng và tiết kiệm chi phí, phần thân máy tụi em chọn thép CT3 và nhôm để giảm trọng lượng máy.
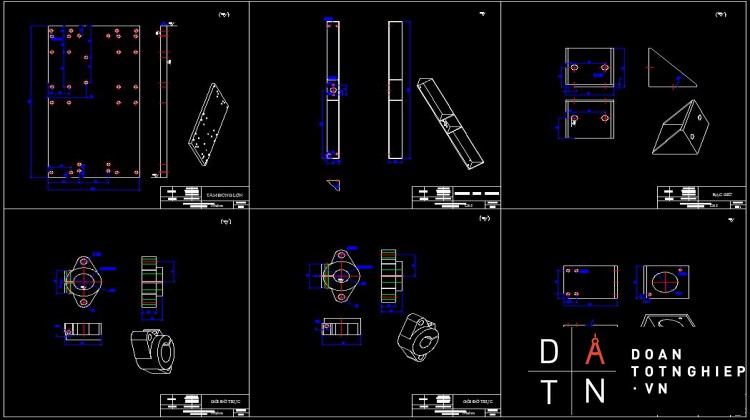
6.2 Lựa chọn ổ bi, gối đỡ.
Chi tiết ổ bi được lựa chọn dựa vào các thông số đường kính trục, tác dụng các lực khi làm việc.
Trục X, Y: Vít me có đường kính trục: Æ12
Ta chọn ổ bi cỡ nhẹ :6201 ( Giáo trình thiết kế CTM )
d =12
D =32
B = 10
r = 1
r1 = 0.3
d2 = 12.1
D2 =19
Đường kính bi: 4.76
Trục Z : Vít me có đường kính trục :Æ8
Ta chọn ổ bi cỡ nhẹ :36028 ( Giáo trình thiết kế CTM )
d =8
D =24
B = 7
r = 0.5
r1 = 0.3
d2 = 12.1
D2 =19
Đường kính bi: 4.76
Chi tiết gối bạc đạn chao
( hình minh họa)
......................................
Phần D: KẾT LUẬN VÀ KIẾN NGHỊ
¯&¯
1.Kết quả đạt được:
- Đã chế tạo và lắp ráp hoàn chỉnh phần cơ khí của bàn máy CNC. Các chuyển động tịnh tiến theo phương X, Y, Z dùng bộ truyền vitme-thanh trượt bi, Ứng dụng được các phần mềm CAD-CAM, CREO để thiết kế và xuất file G-code.
- Sử dụng phần mềm Mach3 đọc file G-code để điều khiển bàn máy CNC gia công ra sản phẩm đã thiết kế.
Qua quá trình thực hiện đề tài đã giúp chúng em hiểu rõ hơn về máy CNC. Vận dụng những kiến thức đã học áp dụng vào thiết kế và chế tạo một máy CNC vẽ họa tiết trên bánh kem, điều quan trọng hơn là giúp chúng em có được một sự tự tin khi chúng em bắt tay vào làm một việc thực tế từ đó mà có được những kinh nghiệm quí báu cho bản thân khi chuẩn bị rời khỏi nghế nhà trường và cuối cùng là những kinh nghiệm quí báu mà các thầy cô đã truyền và chỉ dẩn cho chúng em trong thời gian thực hiện đề tài.
1.1 Kết quả chưa đạt được:
Do vấn đề thời gian và những khó khăn trong lúc thi công đã dẫn đến một số ý tưởng chưa được hoàn thành, sử dụng thêm trục A quay phôi khắc những chi tiết dạng trụ, tròn. Trên biên dạng cong.
Hệ thống công tắc hành trình chưa thực hiện được do kiến thức còn hạn chế và điều kiện không cho phép.
2.Kiến Nghị
Hướng phát triển của đề tài THIẾT KẾ VÀ CHẾ TẠO MÁY CNC VẼ HOA VĂN BẤT KỲ 2018:
-Sử dụng động cơ bước để điều khiển bình phun kem độ chính xác cao.
-Đầu tư thêm về phần điện tử, giúp máy hoàn thiện hơn, có thể ứng dụng rộng rãi trong sản xuất, vì đây là máy có tiềm năng….
Phần A: GIỚI THIỆU
LỜI NÓI ĐẦU.. 6
Ý KIẾN CỦA GIÁO VIÊN HƯỚNG DẪN.. 8
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. 9
NHẬN XÉT CỦA GIÁO VIÊN PHẢN BIỆN.. 10
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM ĐỒ ÁN.. 11
Phần B: NỘI DUNG
PHẦN CƠ KHÍ
CHƯƠNG MỞ ĐẦU
1. ĐẶT VẤN ĐỀ. 12
2. GIỚI HẠN ĐỀ TÀI13
3. MỤC ĐÍCH NGHIÊN CỨU.. 13
4. CƠ SỞ LÝ LUẬN.. 13
Chương 1
TỔNG QUAN VỀ MÁY CNC.. 15
1. GIỚI THIỆU CHUNG VỀ MÁY CNC.. 15
1.1 Khái niệm.. 15
1.2 Lịch sử phát triển của hệ thống máy CNC.. 15
1.3 Những đặc điểm cơ bản của máy CNC.. 16
2. CÁC PHƯƠNG PHÁP ĐIỀU KHIỂN TRÊN MÁY CNC.. 17
2.1 Điều khiển 2D.. 17
2.2 Điều khiển 21/2 D.. 17
2.3 Điều khiển 3D.. 18
3. CẤU TRÚC TỔNG THỂ MÁY CNC.. 18
3.1 Phần điều khiển. 19
3.2 Phần chấp hành. 19
4. HỆ TRỤC TỌA ĐỘ TRÊN MÁY CNC.. 21
5. PHÂN LOẠI MÁY.. 23
6. GIỚI THIỆU CHUNG VỀ MÁY CNC VẼ HỌA TIẾT TRÊN BÁNH KEM.. 23
6.1 Những Máy Của Hãng Sản Xuất23
6.2 Những Máy Tự Chế Trên Thị Trường. 25
6.3 Chế tạo và gia công máy CNC vẽ họa tiết trên bánh kem.. 26
Chương 2
CÁC PHƯƠNG ÁN CHO MÔ HÌNH THIẾT KẾ. 27
1. PHƯƠNG ÁN CHO CHUYỂN ĐỘNG CỦA MÁY.. 27
1.1. Phương án 1 ( phôi di chuyển)27
1.1.1 Ưu diểm của phương án 1. 27
1.1.2 Nhược điểm của phương án 1. 27
1.2 Phương án 2 ( phôi đứng yên)27
1.2.1 Ưu diểm của phương án 2. 28
1.2.2 Nhược điểm của phương án 2. 28
2. CHỌN PHƯƠNG ÁN CHO CHUYỂN ĐỘNG.. 28
3. CÁC PHƯƠNG ÁN TRUYỀN ĐỘNG CỦA MÁY.. 29
3.1 Vít Me Đai Ốc Thường. 29
3.2 Vít Me Đai Ốc Bi29
3.3 Truyền Đai31
4. CÁC PHƯƠNG ÁN CHUYỂN ĐỘNG CỦA BÌNH CHỨA KEM ..... 32
4.1 Chuyển động bằng động cơ bước ...................................................... 32
4.2 Chuyển động bằng khí nén ............................................................... 32
4.3 Bảng so sánh chuyển động bằng động cơ bước và khí nén ............... 32
5. KẾT LUẬN.. 32
6. CÁC THÔNG SỐ KỸ THUẬT CHO MÁY.. 33
Chương THIẾT KẾ VÀ CHẾ TẠO MÁY CNC VẼ HOA VĂN BẤT KỲ 2018 3
CÁC LOẠI ĐỘNG CƠ ĐƯỢC SỬ DỤNG TRONG MÁY CNC.. 33
1. YÊU CẦU KỸ THUẬT CỦA ĐỘNG CƠ CHẤP HÀNH ( ĐCCH) TRONG MÁY CNC.. 33
1.1 Vai trò của động cơ chấp hành trong máy CNC.. 33
1.2 Yêu cầu kỹ thuật của động cơ chấp hành trong máy CNC.. 33
2. GIỚI THIỆU MỘT SỐ ĐCCH TRONG MÁY CNC.. 34
2.1 Động cơ chấp hành một chiều. 34
2.1.1 Khái niệm.. 34
2.1.2 Phân loại động cơ điện một chiều. 35
2.2 Động cơ bước. 35
2.2.1 Khái niệm, đặc điểm và phân loại36
2.2.2 Động cơ bước nam châm vĩnh cửu (Permanent Motor)37
2.2.3 Động cơ bước có từ trở thay đổi39
2.2.4 Động cơ bước hỗn hợp. 40
2.2.5 Hệ điều khiển động cơ bước. 41
2.3 Động cơ Servo. 42
2.3.1 Khái niệm.. 43
2.3.2 Phân loại43
2.3.3 Cấu tạo. 43
2.4 Động cơ điện xoay chiều. 45
3. CHỌN ĐỘNG CƠ CHO MÔ HÌNH THIẾT KẾ. 46
3.1 Chọn loại động cơ cho các chuyển động trục X, Y, Z. 46
3.2 Van điện tử sử dụng cho bình chứa kem.. 46
Chương 4
THIẾT KẾ VÀ CHẾ TẠO MÁY CNC VẼ HOA VĂN BẤT KỲ 2018.. 47
1. SƠ ĐỒ ĐỘNG HỌC MÁY.. 47
1.1 Sơ đồ kết cấu dẫn động theo 3 trục X,Y và Z. 47
2. TÍNH TOÁN CÔNG SUẤT CÁC ĐỘNG CƠ CHẤP HÀNH.. 48
2.1 Ý nghĩa của việc tính toán công suất động cơ. 48
3. ĐỘNG CƠ CHẤP HÀNH CHO CHUYỂN ĐỘNG CHẠY DAO.. 48
3.1 Động cơ chấp hành cho chuyển động chạy dao theo phương ngang Y và phương dọc X.. 48
3.2 Tính công suất cho động cơ chạy dao theo trục Z. 50
4. TÍNH TOÁN BỘ TRUYỀN VÍT ME – ĐAI ỐC BI CỦA MÁY.. 51
5. CƠ CẤU DẪN HƯỚNG CHO CHUYỂN ĐỘNG TRỤC X, Y, Z. 52
6. CHỌN CÁC BỘ PHẬN KHÁC CỦA MÁY........................................ 53
6.1.1 Tác dụng, yêu cầu của thân máy. 53
6.1.2 Vật liệu dùng làm thân máy. 53
6.1.3 Lựa chọn thân máy. 54
6.2 Lựa chọn ổ bi, gối đỡ. 54
7.XÁC ĐỊNH ĐỘ CHÍNH XÁC CỦA MÁY.. 56
7.1 Độ chính xác của máy ....................................................................... 56
7.2 So sánh với các máy khác ................................................................. 56
PHẦN C : ĐIỀU KHIỂN
Chương 1
TỔNG QUAN HỆ THỐNG ĐIỀU KHIỂN.. 57
1. TỔNG QUAN VỀ HỆ THỐNG ĐIỀU KHIỂN CỦA MÁY CNC.. 57
1.1 Khái niệm điều khiển số NC (Numerical Control)57
1.2 Phân loại hệ thống điều khiển trong máy công cụ điều khiển số. 57
2. SƠ ĐỒ CẤU TRÚC HỆ ĐIỀU KHIỂN CNC.. 59
2.1 Cụm vi xử lý. 60
2.2 Phần mềm của hệ thống điều khiển số. 60
Chương 2
THIẾT KẾ PHẦN CỨNG HỆ THỐNG ĐIỀU KHIỂN.. 61
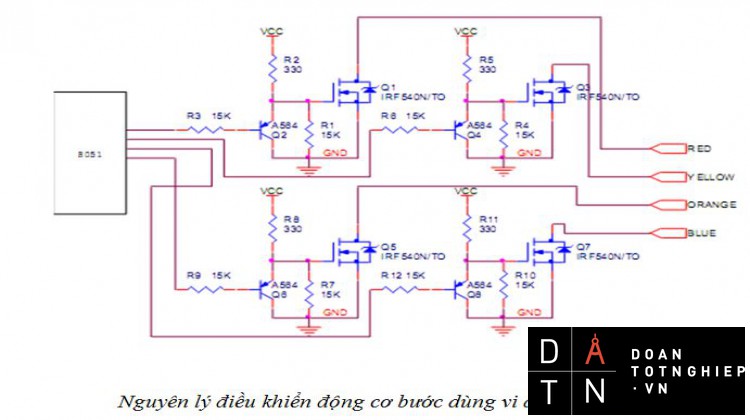
1. Mạch điều khiển động cơ bước. 61
1.1. Mạch sử dụng vi điều khiển. 61
1.2 Mạch sử dụng các IC Logic. 62
1.3. Sử dụng các driver điều khiển động cơ bước bán sẵn trên thị trường. 62
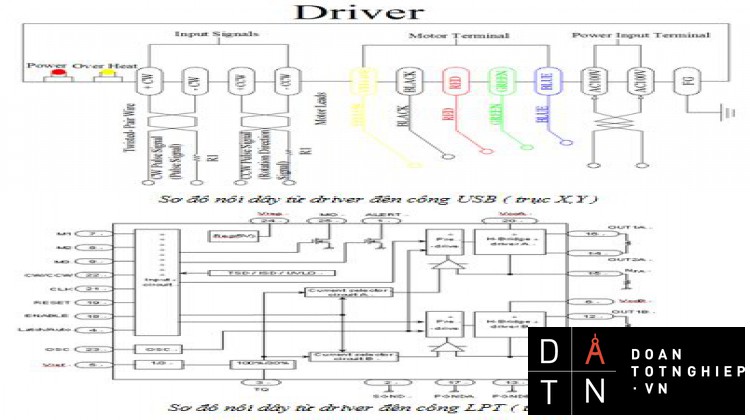
2 CẤU TẠO DRIVER 2-PHASE UD 2115B.. 63
2.1 Tên gọi và chức năng các bộ phận của driver63
2.2 Tín hiệu vào/ra. 64
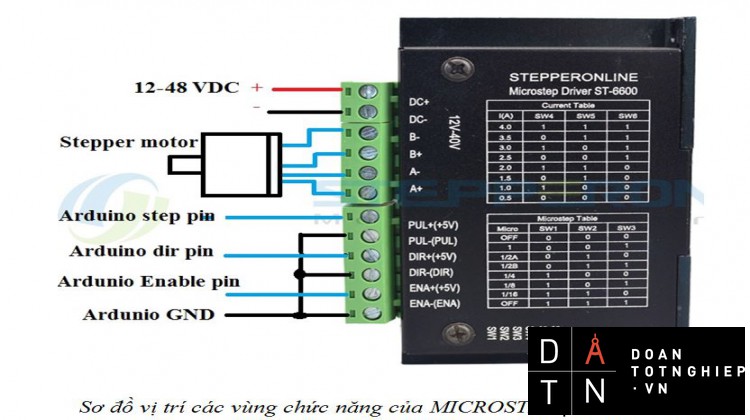
3.CẤU TẠO MICROSTEP DRIVER – ST6600. 64
3.1 Tên gọi và chức năng của bộ phận driver........................................... 64
3.2 Tính chất điện ( nhiệt độ môi trường xung quanh Tj=25oC) .............. 65
3.3 Đặc điểm vật lý.................................................................................. 66
3.4 Lựa chọn Microstep ........................................................................... 66
3.5 Thiết lập hiện tại ................................................................................ 67
4. SƠ ĐỒ NỐI DÂY................................................................................ 68
5. NGUỒN CẤP. 69
6. CỔNG GIAO TIẾP VỚI MÁY TÍNH.. 69
6.1 Cổng nối tiếp (Serial Port hay COM Port)69
6.2. Cổng song song (LPT Port hay Parallel Port)74
6.3 Cổng USB 2.0 ( công máy hình, máy in)............................................ 77
6.4. Bảng so sánh các cổng kết nối giữa máy tính và mạch driver ........... 78
Chương 3
PHẦN MỀM ĐIỀU KHIỂN.. 79
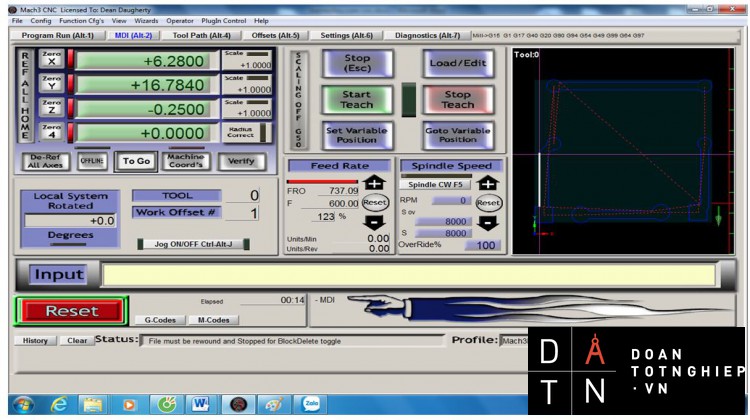
3.1 GIỚI THIỆU VỀ PHẦN MỀM MACH3. 79
3.1.1.Tính năng cơ bản và chức năng cung cấp bởi Mach3:79
3.1.2 Vấn đề cần giải quyết khi áp dụng vào thực tế :79
3.2. VIỆT HÓA PHẦN MỀN MACH 3 VÀ THAY ĐỔI LO GO MACH 3 ................................................................................................................. 79
3.2.1 THAY ĐỔI LOGO MACH 3 ......................................................... 79
3.2.2 VIỆT HOA PHẦN MỀN MACH 3 ................................................ 82
3.2.3 Truy cập vào đường dẫn chứa hộp thoại Bitmaps ........................... 82
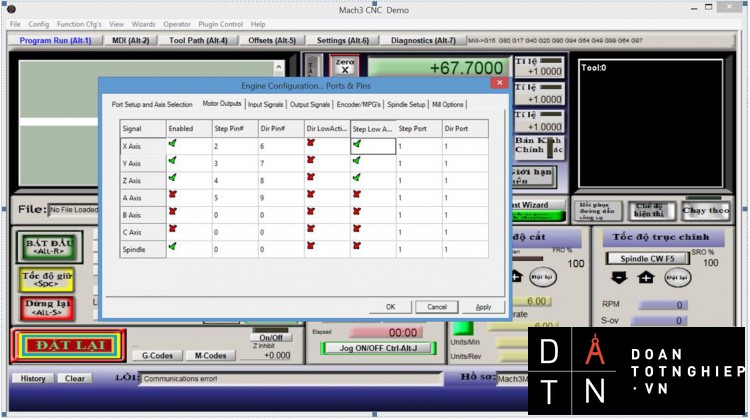
3.3 CÁCH XÁC LẬP THÔNG SỐ TRONG PHẦN MỀM MACH3. 87
3.3.1.Xác lập các chân vào ra của cổng máy in cho phù hợp với mạch điều khiển.87
3.2.2 Xác lập đơn vị đo của motor tuning:93
3.2.3 Xác lập thông số cho các trục.94
a) Các trục tịnh tiến X, Y, Z:94
3.3.4.Các nút cơ bản và thông dụng trên giao diện của Mach 3.96
- 4 CÁC CHỨC NĂNG CỦA PHẦN MỀM MACH3. 98
- 4.1 Chạy một file Gcode. 98
- 4.2 Nhập một đoạn G-code bằng tay. 98
3.4.3 Sửa G-Code để cho trục chính máy hoạt động on/off ( thêm M3 và M5 )..99
3. 5 HƯỚNG DẪN CƠ BẢN SỬ DỤNG PHẦN MỀM CORELDRAW X5 VÀ DOTG.. 102
- 6 Giới thiệu phần mềm.. 107
- 6.1 Hướng dẫn sử dụng phần mềm Dotg. 115
- 7 Hướng dẫn tao gcode gia công chữ thư pháp bằng MastercamX.. 117
CHƯƠNG 4 : HƯỚNG DẪN SỬ DỤNG VÀ BẢO DƯỠNG MÁY
4.1 Hướng dẫn sử dụng……………………………………………………….122
4.2 Bảo dưỡng máy…………………………………………………………...123
Phần D: KẾT LUẬN VÀ KIẾN NGHỊ
1.Kết quả đạt được:124
1.1 Kết quả chưa đạt được:124
2.Kiến Nghị124
LỜI CẢM ƠN.. 125
TÀI LIỆU THAM KHẢO.. 123