ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN TĨNH BƠM



NỘI DUNG ĐỒ ÁN
Mục Lục ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT THÂN TĨNH BƠM
Phần 1.
PHÂN TÍCH CHI TIẾT GIA CÔNG ( CTGC )
1.1. Phân tích công dụng và điều kiện làm việc của CTGC…………..trang 4.
1.2. Phân tích vật liệu chế tạo CTGC…………………………………trang4.
1.3. Phân tích kết cấu, hình dạng CTGC……………………………...trang4.
1.4. Phân tích độ chính xác gia công………………………………….trang5.
1.4.1. Độ chính xác của kích thước………………………………trang5.
1.4.1.1. Đối với các kích thước có chỉ dẫn dung sai……………..trang5.
1.4.1.2. Những kích thước không chỉ dẫn dung sai………………trang6.
1.4.2. Độ chính xác về hình dáng hình học………………………trang8.
1.4.3. Độ chính xác về vị trí tương quan…………………………trang8
1.4.4. Chất lượng bề mặt ( độ nhám và độ cứng )………………..trang8.
1.4.5. Kết luận…………………………………………………..…trang9.
1.5. Xác định sản lượng năm………………………………………….trang9.
CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
2.1. Chọn phôi……………………………………….…………...………………trang9.
2.2. Phương pháp chế tạo phôi………………………….……….……………...trang10.
2.3 Xác định lượng dư……………………………………………..…………...trang 10.
2.4. Tính hệ số sử dụng vật liệu……………………………………………..trang 11-12.
Phần 2.LẬP QUY TRÌNH CÔNG NGHỆ………………………...………trang 12-13.
Phần 3 BIỆN LUẬN QTCN
- Nguyên công I: Chuẩn bị phôi………………………….……………trang 14.
- Nguyên công II: Phay thô mặt A ……………………………………trang 14-16.
- Nguyên công III: Phay thô mặt B ………………...…………………trang 16-18.
- Nguyên công IV: Phay thô mặt C ………………………...…………trang 18-20.
- Nguyên công V: Phay thô mặt D ……………………………………trang 20-22.
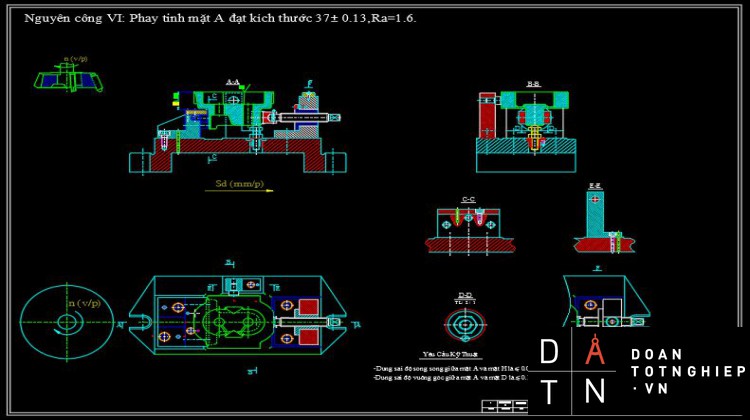
- Nguyên công VI: Phay tinh mặt A …………………..………………trang 22-24.
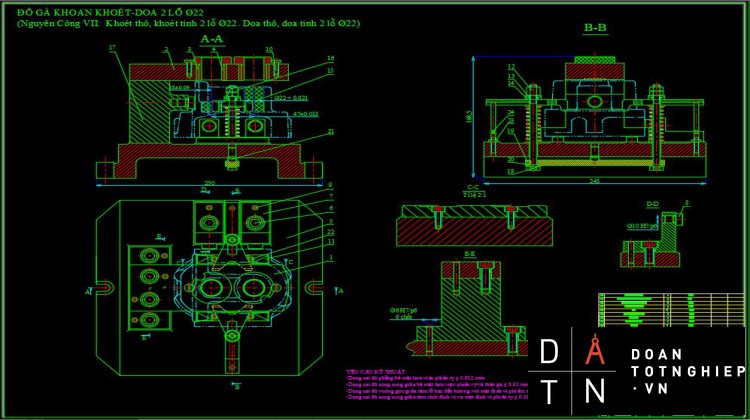
- Nguyên công VII: Khoét thô 2 lỗ ø22, Khoét tinh 2 lỗ ø22, Doa bán tinh 2 lỗ ø22, Doa tinh 2 lỗ ø22 ……………………………………….…….trang 24-28.
- Nguyên công VIII: Khoan 2 lỗ ø14 ……………………………......trang 28-31.
- Nguyên công IX: Khoét 2 lỗ ø14 ……………………………...……trang 31-21.
- Nguyên công X:Tiện thô lỗ ø60, Tiện thô mặt đầu lỗ ø60…...……trang 32-37.
- Nguyên công XI: Tiện thô lỗ ø60, Tiện thô mặt đầu lỗ ……………trang 37-42.
- Nguyên công XII: Tiện tinh lỗ ø60, tiện tinh mặt đầu lỗ ø60 ….…trang 42-48.
- Nguyên công XIII: Tiện tinh lỗ ø60, tiện tinh mặt đầu lỗ ø60,Tiện thô lỗ ø26 ……………………………………………………………………… trang 48-53.
- Nguyên công XIV: Khoan lỗ ø26 …………………….……………trang 53-55.
- Nguyên công XV: Khoan lỗ ø9,ta rô ren M10…………...…………trang 55-57.
- Nguyên công XVI: Khoan lỗ ø7.2, ta rô ren M8. …………..………trang 58-60.
- Nguyên công XVII: Khoan thô lỗ ø26. ……………..………………trang 60-62.
- Nguyên công XVIII: Khoan thô lỗ ø9, Ta rô 2 ren M10.……………trang 62-64.
- Nguyên công XIX: Khoan lỗ ø16 …………………………..………trang 65-66.
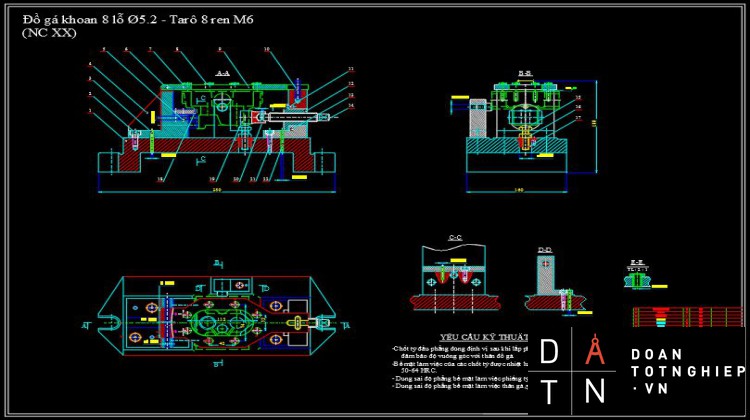
- Nguyên công XX: Khoan 8 lỗ ø5.2, ta rô ren M6. …………………trang 66-69.
- Nguyên công XXI: Kiểm tra. ……………………………....……………trang 69.
Phần 4 : TÍNH TOÁN THIẾT KẾ ĐỒ GÁ
- Thuyết minh đồ gá Nguyên công XX………………………..….……trang 69-74.
- Thuyết minh đồ gá Nguyên công VIII……………………..…….…..trang 74-78.
- Thuyết minh đồ gá Nguyên công VII……………………..………….trang 78-82.
- Thuyết minh đồ gá Nguyên công XVIII…………………..………….trang 82-85.
Phần 5 : KẾT LUẬN…………..………………………….........………………trang 86.
Phần 6 : TÀI LIỆU THAM KHẢO…………………………………………...trang 87.
Phần 1: PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC).
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
- Nắp tĩnh bơm có công dụng lắp với thân bơm thành một khối cố định cố định 2 bánh răng truyền momen.
- Điều kiện làm việc:
- Làm việc trong môi trường có nhiều ma sát, vì thế cần bôi trơn liên tục.
- Khi làm việc chi tiết cố định, rung động nhỏ.
1.2. Phân tích vật liệu chế tạo CTGC
- Vật liệu: Gang xám là hợp kim Fe-C với hàm lượng các bon lớn hơn 2,14%. Thực tế trong gang luôn có các nguyên tố khác như: Si, Mn, P và S. Các loại Gang thông dụng thường chứa:2,8÷3,5% Các bon; 1,5÷3% Si; 0,5÷1% Mn; 0,1÷0,2% P; <0,08% S.
- Công dụng, tính công nghệ của vật liệu:
- Sử dụng chúng rất nhiều trong ngành chế tạo máy, đúc các băng máy lớn, có độ phức tạp cao, các chi tiết không cần chịu độ uốn lớn, nhưng cần chịu lực nén tốt. Có những thiết bị, vật liệu gang xám được sử dụng đến >70% tổng trọng lượng. Các băng máy công cụ (tiện, phay, bào,...), thân máy của động cơ đốt trong... cũng được sản xuất từ gang xám.
- Một số tính chất cơ tính của vật liệu:
- GX15-32, Gang xám có giới hạn bền kéo tối thiểu 15KG/mm2 và giới hạn bền uốn tối thiểu 32KG/mm2.
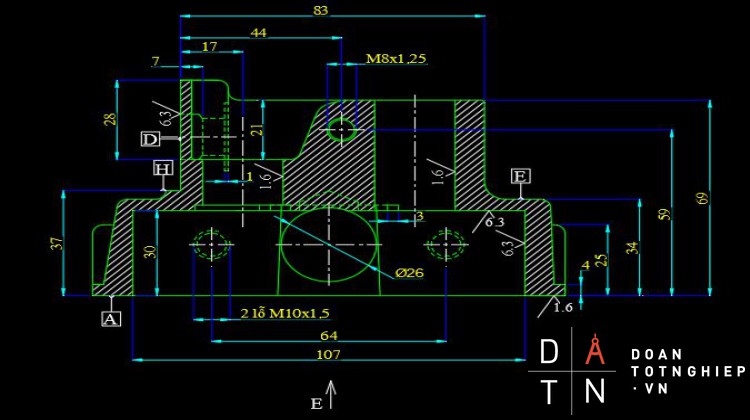
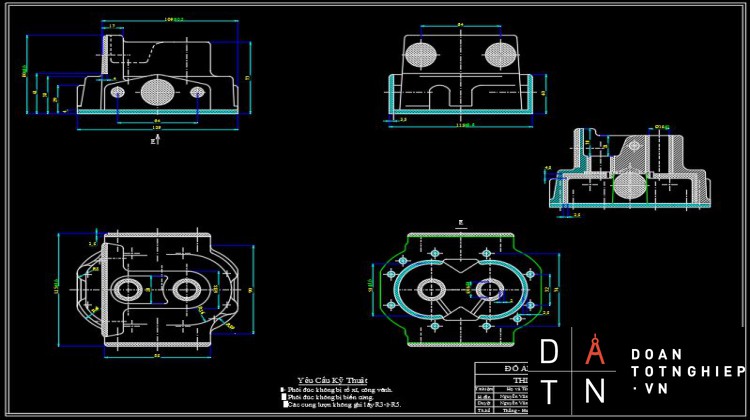
1.3. Phân tích kết cấu, hình dạng CTCT.
- Chi tiết thuộc dạng hộp.
- Chi tiết có những kích thước: 47, ø22+0.021, ø60, ø26+0.21, 76, 129, 112,108, 95, 90, R45, 85 , 84,R36, 76, 74, 69, 66, 64, 58, ø26, R24, 45, 44, 41,R20, 39, R19, 37, 36, 34, ø16, 31, 30, 28, ø13, R6, 25, 23, 18, 17, R8, 13, 9, 8, R3, 4, R2, 3.
- Bề mặt đặc biệt cần quan tâm là: A,B,C,D.
1.4. Phân tích độ chính xác gia công:
1.4.1. Độ chính xác của kích thước:
- Các kích thước có cấp chính xác cao nhất( có chỉ dẫn dung sai):
- ø22+0.021 cấp chính xác 7.
- 47cấp chính xác 7.
- ø60+0.046cấp chính xác 8.
- ø26+0.21 cấp chính xác 12.
- Các kích thước có cấp chính xác thấp nhất ( không chỉ dẫn dung sai):
- 112, 108, 74, 66, 64, 58, 56, 45, 41, 39, 37, 31, 30 , ø26, ø24, 25, 23, ø16, ø13, 3 cấp chính xác 12.
- 84, 76, 69, 58, 44, R20, 36, 34, 31 ,18, 17, 4 cấp chính xác 14.
- 129, 95, R45, R36, 90, 85, R19, 28, R8, R6, R3, R2 cấp chính xác 16.
1.4.1.1. Đối với các kích thước có chỉ dẫn dung sai, phân tích như sau:
- Kích thước đường kính lỗ: ø22+0.021.
- Kích thước danh nghĩa: DN = 22.
- Sai lệch trên: ES = 0.021.
- Sai lệch dưới: EI = 0.
- Dung sai kích thước: ITD = ES – EI = 0.021 – 0 = 0.021.
- Tra bảng (1.4 trang 4 sách BTDSLG).
- Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7.
- Miền dung sai kích thước trục H7: vậy - ø22+0.021--> ø22H7.
- Kích thước: 47 .
- Kích thước danh nghĩa: DN = 47.
- Sai lệch trên: ES = 0.013.
- Sai lệch dưới: EI = -0.013.
- Dung sai kích thước: ITD = ES – EI = 0.013 – (- 0.013) =0.026.
- Tra bảng (1.4 trang 4 sách BTDSLG).
- Độ chính xác về kích thước đạt cấp chính xác 7.
- Kích thước ø60:.
- Kích thước danh nghĩa: DN = 60.
- Sai lệch trên: ES = 0.046.
- Sai lệch dưới: EI = 0.
- Dung sai kích thước: ITD = ES – EI = 0.023 – (-0.023) = 0.046.
- Tra bảng (1.4 trang 4 sách BTDSLG).
- Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 8.
- Miền dung sai kích thước trục H8: vậy – ø60+0.046--> ø60H8.
- Kích thước: ø26+0.21.
- Kích thước danh nghĩa: DN = 26.
- Sai lệch trên: ES = 0.21.
- Sai lệch dưới: EI = 0.
- Dung sai kích thước: ITD = ES – EI = 0.21 – 0 = 0.21.
- Tra bảng (1.4 trang 4 sách BTDSLG).
- Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 12.
- Miền dung sai kích thước trục H8: vậy – ø26+0.21--> ø26H12.
1.4.1.2. Những kích thước không chỉ dẫn dung sai, phân tích như sau ( đối với phôi đúc có CCXII):
- Các kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi hai bề mặt gia công có cấp chính xác 12:
- Kích thước 112, 108: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.35 mm.
Kích thước đầy đủ 112. 108.
- Kích thước 74, 66, 64, 58, 56: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.3 mm.
Kích thước đầy đủ 74, 64, 6658 56.
- Kích thước 45, 41, 39, 37,31: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.25 mm.
Kích thước đầy đủ 45, 41, 39 , 3731.
- Kích thước 30,27,ø26, ø24,25,23,22: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.21 mm.
Kích thước đầy đủ30,27 ,ø26 , ø24, 25, 23, 22.
- Kích thước 17,ø16,16, ø13: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.18 mm.
Kích thước đầy đủ17 ,ø16 , 16 ,ø13.
- Kích thước 3: cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.1 mm.
Kích thước đầy đủ 3.
- Các kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi một bề mặt gia công và một mặt không gia công có cấp chính xác 14:
- Kích thước 84: cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.84 mm.
Kích thước đầy đủ 84
- Kích thước 76,69,58: cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.74 mm.
Kích thước đầy đủ 76,69,58.
- Kích thước ,R20,36,34,31: cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.62 mm.
Kích thước đầy đủ R20,36,34 , 31 .
- Kích thước 13: cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.43 mm.
Kích thước đầy đủ 13.
- Kích thước 4: cấp chính xác 14. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.3 mm.
Kích thước đầy đủ 4.
- Các kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi hai bề mặt không gia công có cấp chính xác 16:
- Kích thước 129: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 2.5mm.
Kích thước đầy đủ 129.
- Kích thước 95,R45,90,85: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 2.2mm.
Kích thước đầy đủ 95,R45,90,85.
- Kích thước R36: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 1.9 mm.
Kích thước đầy đủ R36.
- Kích thước R19: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 1.6 mm.
Kích thước đầy đủ R19.
- Kích thước 28: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 1.3 mm.
Kích thước đầy đủ 28
- Kích thước R8,R6: cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.9 mm.
Kích thước đầy đủ R8, R6.
- Kích thước R3,R2 : cấp chính xác 16. Theo TCVN tra bảng 1.4 trang 4 sách BTDSLG ta được IT = 0.6 mm.
Kích thước đầy đủ R3, R2.
1.4.2. Độ chính xác về hình dáng hình học:
Tra bảng 2.15 trang 82 sách bảng tra dung sai lắp ghép.
- Dung sai độ song song giữa 2 lỗ ø22 .
- Dung sai độ vuông góc giữa bề mặt A và đường tâm 2 lỗ ø22
1.4.3. Độ chính xác về vị trí tương quan:
- Đảm bảo độ vuông góc giữa mặt A và đường tâm 2 lỗ ø22.
1.4.4. Chất lượng bề mặt ( độ nhám, độ cứng):
Tra bảng 2.29 trang 97 sách bảng tra dung sai lắp ghép.
- Lỗ Ø22 có độ nhám Ra = 1,6.
- Lỗ Ø60 có độ nhám Ra = 3.2.
- Lỗ Ø26 có độ nhám Ra = 12.5.
- Bề mặt A có độ nhám Ra = 1.6.
- Bề mặt B,C có độ nhám Ra=6.3.
- Bề mặt D có độ nhám Ra=6.3.
- Những bề mặt còn lại có độ nhám Rz = 80.
1.4.5. Kết luận:
- Đảm bảo dung sai kích thước ø22+0.021, 47,76, ø60+0.046, ø26+0.21.
- Đảm bảo độ song song giữa 2 lỗ ø22.
- Đảm bảo độ vuông góc giữa bề mặt A và đường tâm 2 lỗ ø22.
- Đảm bảo độ nhám bề mặt 2 lỗ ø22 đạt cấp chính xác 7.
- Đảm bảo độ nhám bề mặt A, ø60,đạt cấp chính xác 8.
- Đảm bảo độ nhám bề mặt ø26 đạt cấp chính xác 12.
- Đảm bảo độ nhám bề mặt B,C đạt cấp chính xác 12.
- Đảm bảo độ nhám bề mặt B,C đạt cấp chính xác 12.
1.5. Xác định sản lượng năm.
- Khối lượng CTGC: 2.1 kg.
- Dạng sản xuất hàng loạt vừa.
- Tra bảng2.Cách xác định dạng sản xuất
Sách thiết kế đồ án gia công chế tạo máy, ta có sản lượng hàng năm của chi tiết: 200-500 ( chiếc).
CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.
2.1. Chọn phôi.
Dựa vào.
- Dạng sản xuất vừa, trang thiết bị tự chọn.
- Đặc điểm, hình dạng CTGC dạng hộp.
- Vật liệu CTGC: gang xám.
- Công dụng phôi đúc: chế tạo đc những vật đúc có hình dạng, kết cấu rất phức tạp như thân máy công cụ, vỏ động cơ.
- Ưu , nhược điểm phôi đúc: có thể đúc nhiều kim loại khác nhau trong một vật đúc, có khả năng cơ khí hóa và tự động hóa, giá thành chế tạo vật đúc rẻ, tính chất sản xuất linh hoạt, năng suất cao. Tốn kim loại cho hệ thống rót, có nhiều khuyết tật ( thiếu hụt, rỗ khí), kiểm tra khuyết tật bên trong vật đúc đòi hỏi thiết bị hiện đại.
- Phôi thép thanh: dùng để chế tạo các loại chi tiết như con lăn, chi tiết kẹp chặt, các loại trục, xylanh, pitton, bạc, bánh răng có đường kính nhỏ v.v…Trong sản xuất hàng loạt vừa, loạt lớn, hàng khối.
- Phôi dập thường dùng cho các loại chi tiết sau đây: trục răng côn, trục răng thẳng, các loại bánh răng khác, các chi tiết dạng càng , trục chữ thập, trục khuỷu.v.v…Các loại chi tiết này được dập trên máy búa nằm ngang hoặc máy dập đứng. Đối với các loại chi tiết đơn giản thì dập không có ba via, còn chi tiết phức tạp sẽ có ba via ( lượng ba via khoảng 0,5%- 1% trọng lượng của phôi).
- Phôi rèn tự do: Trong sản xuất đơn chiếc hàng loạt nhỏ, người ta thay phôi bằng phôi rèn tự do. Ưu điểm chính của phôi rèn tự do trong điều kiện sản xuất nhỏ là hạ giá thành.
2.2. Phương pháp chế tạo phôi:
- Đúc trong khuôn cát.
- Vật đúc đạt CCX II.
2.3. Xác định lượng dư:
- Phôi đúc, tra bảng 3.4. cấp chính xác II, trang 29, sách bài giảng BTL CNCTM.
- Lượng dư bề mặt A là 4mm.
- Lượng dư bề mặt B,C là 3,5mm.
- Lượng dư mặt D là 3 mm.
- Lượng dư mặt lỗ Ø60 là 3 1.6) mm.
- Lượng dư mặt đầu lỗ Ø60 là 4.5 1.6) mm.
- Lượng dư mặt lỗ Ø22 là 3 0.5) mm.
2.4. Tính hệ số sử dụng vật liệu:
- Chia chi tiết ra nhiều phần bằng nhau.
- M CT.
- VHCNđáy =129x108x34=473688mm3.
- V2cung lượn lỡm=2x(22x37x34)=55352mm3.
- V2cung lượn lồi =(22x12x34) =8621mm3.
- V2lỏi đúc= xR2xh) = 2x(3.14x302x30) = 169560mm3.
- V2 rảnh =2x(14x29x0.5x33) = 13398mm3.
- V26 = 2x(3.14x132x23)=24410mm3.
- VM6 =3.14x32x20x6=3391mm3.
- Vchốt = 3.14x32x11x2= 622mm3.
- VM10 = 3.14x52x22x4=6908mm3.
- V16 = 3.14x82x7=1406mm3.
- Vhình thang = ( )x42x95 = 71820mm3.
- Vhình thang gia công = ()x39x95 = 12967mm3.
- VHCN = 51x38x35 = 67830mm3.
- Vnữa hình trụ = (192x3.14x38)\2 = 21537mm3.
- VHCN lõi = 27x28x21 = 15876mm3.
- V22 = 3.14x112x39= 14818mm3.
- V22 = 3.14x112x18= 6839mm3.
- V13 = 3.14x6.52x6= 796mm3.
- V16 = 3.14x82x7= 1407mm3.
- V24 = 3.14x122x1= 452mm3.
- VCT=473688+71820+67830+21537-55352-8621-169560-13398-24410-3391-622-6908-1406-12967-15876-14818-6839-796-1407-452=295190mm3=0.295 dm3.
-
- M CT = VCT = 0.295 7.2 = 2.1 Kg.
- M phôi:
- Thể thích lượng dư gia công.
- V22 = 3.14x112x39= 14818mm3.
- V22 = 3.14x112x18= 6839mm3.
- V13 = 3.14x6.52x6= 796mm3.
- V16 = 3.14x82x7= 1407mm3.
- V24 = 3.14x122x1= 452mm3.
- VM6 =3.14x32x20x6=3391mm3.
- Vchốt = 3.14x32x11x2= 622mm3.
- VM10 = 3.14x52x22x4=6908mm3.
- V16 = 3.14x82x7=1406mm3.
- Vhình thang gia công = ()x39x95 = 12967mm3.
- Vlỗ gia công = 2x(3.14x3.52x30) = 2379mm3.
- Vđáy gia công = 3x129x108 -2x(3.14x3.52x3) = 41565mm3.
- Vmặt bên gia công = 2x(3.5x24x85) + 2x(3x0.5x42.5x15) = 16193mm3.
- Vlương = 14818+6839+796+1407+452+3391+622+6908+1406+12967+2379+41565+16193=109743mm3=0.1dm3.
- Mlương dư = Vlương dư = 0.1 7.2 = 0.72 Kg
- Hệ số sử dụng vật liệu:
- K = = = = 0.74 > 0.7.
Đạt yêu cầu.
PHẦN 2: LẬP QUY TRÌNH CÔNG NGHỆ
- Nguyên công I: Chuẩn bị phôi, làm sạch và ủ phôi.
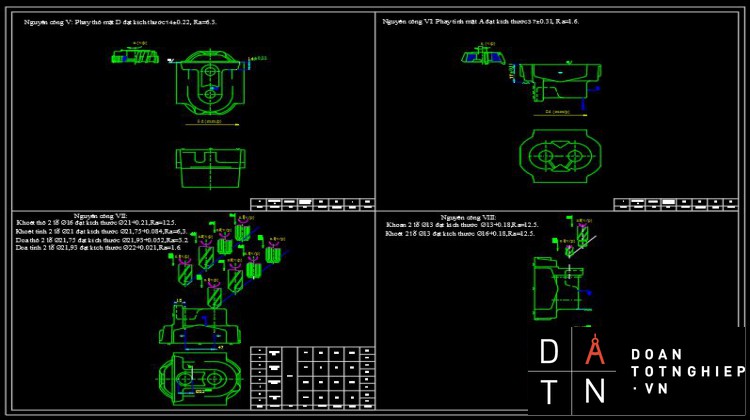
- Nguyên công II: Phay thô mặt A đạt kích thước 34.5±0.31, Ra=6.3.
- Nguyên công III: Phay thô mặt B đạt kích thước 111.5±0.44, Ra= 6.3.
- Nguyên công IV: Phay thô mặt C đạt kích thước 108±0.18, Ra= 6.3.
- Nguyên công V: Phay thô mặt D đạt kích thước 14±0.22, Ra=6.3.
- Nguyên công VI: Phay tinh mặt A đạt kích thước 34.5±0.31, Ra=1.6.
- Nguyên công VII: Khoét thô 2 lỗ ø22 đạt kích thước ø19±0.11, Ra=12.5.
Khoét tinh 2 lỗ ø22 đạt kích thước ø20.8 ±0.042, Ra=6.3.
Doa bán tinh 2 lỗ ø22 đạt kích thước ø21.6 ±0.026, Ra=3.2.
Doa tinh 2 lỗ ø22 đạt kích thước ø22 ±0.021, Ra=1.6.
- Nguyên công VIII: Khoan 2 lỗ ø13 đạt kích thước ø13±0.18, Ra=12.5, L=14mm, khoét 2 lỗ ø13 đạt kích thước ø16±0.18, Ra=12.5, L=7mm.
- Nguyên công IX: Khoét 2 lỗ ø13 đạt kích thước ø24±0.1, Ra=12.5, L=1mm.
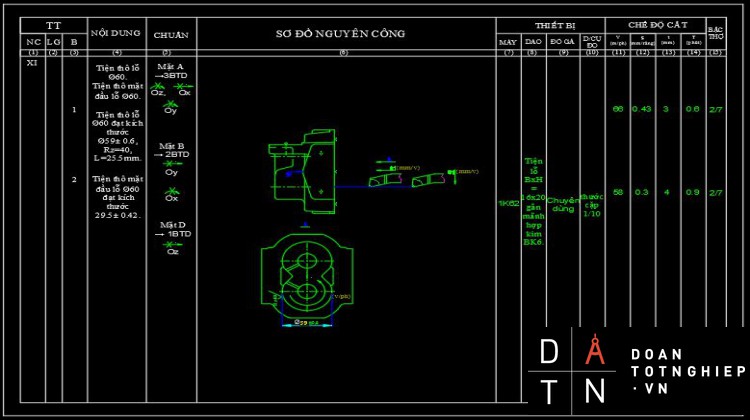
- Nguyên công X: Tiện thô lỗ ø60 đạt kích thước ø59±0.6,Rz=40, Tiện thô mặt đầu lỗ ø60 đạt kích thước 29.5±0.42,Rz=40, L=29.5mm.
- Nguyên công XI: Tiện thô lỗ ø60 đạt kích thước ø59±0.6,Rz=40, Tiện thô mặt đầu lỗ ø60 đạt kích thước 29.5±0.42,Rz=40, L=29.5mm.
- Nguyên công XII: Tiện tinh lỗ ø60 đạt kích thước ø60±0.023,Ra=6.3, tiện tinh mặt đầu lỗ ø60 đạt kích thước 30±0.1,Rz=40, L=30 mm, Tiện thô lỗø26 đạt kích thước 26±0.42,Rz=40, L=3 mm.
- Nguyên công XIII: Tiện tinh lỗ ø60 đạt kích thước ø60±0.023, Ra=6.3, tiện tinh mặt đầu lỗ ø60 đạt kích thước 30±0.1,Rz=40, L=30 mm.
- Nguyên công XIV: Khoan lỗ ø26 đạt kích thước ø26±0.1, Ra= 12.5, L=23mm.
- Nguyên công XV: Khoan lỗ ø9 đạt kích thước ø9±0.08, Ra= 12.5, L=21mm, Ta rô 2ren M10.
- Nguyên công XVI: Khoan lỗ ø7.2 đạt kích thước ø7.2±0.13, Ra= 12.5, L=24mm, ta rô ren M8.
- Nguyên công XVII: Khoan lỗ ø26 đạt kích thước ø26±0.1, Ra= 12.5, L=23mm.
- Nguyên công XVIII: Khoan lỗ ø9 đạt kích thước ø9±0.08, Ra= 12.5, L=21mm, Ta rô 2 ren M10.
- Nguyên công XIX: Khoan lỗ ø16 đạt kích thước ø16±0.1, Ra= 12.5, L=7mm.
- Nguyên công XX: Khoan lỗ ø5.2 đạt kích thước ø5.2±0.06, Ra= 12.5, L=20mm, ta rô ren M6.
- Nguyên công XXI: Kiểm tra.
Phần 3: Biện luận QTCN
vNguyên công I: Chuẩn bị phôi.
Làm sạch phôi, loại bỏ các phần thừa của phôi, bằng máy mài cầm tay, cắt bỏ các phần thừa của phôi như đậu ngót, đậu hơi, phần dư của mặt phân khuôn trên phôi.
Sau khi làm sạch, ta tiến hành kiểm tra các kích thước của phôi theo yêu cầu của bảng vẽ lồng phôi, kiểm tra vết rạng nứt, cong vênh, rổ khí. . .
Sau cùng là ủ phôi: nhằm ổn định cấu trúc tinh thể.
vNguyên công II: Phay thô mặt A:
- Kích thước cần đạt: 34.5 độ nhám Ra=6.3.
Chuẩn gia công: mặt E→3BTD:chống tiến Oz - xoay Ox – xoay Oy, mặt B→2BTD: chống tiến Oy-xoay Oz
- Chọn máy: sử dụng máy phay dứng 6H12.
-Bề mặt làm việc của bàn: 320
-Công suất động cơ: 7 kw.
-Hiệu suất máy: 0.75.
-Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500.
-Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500.
-Lực cắt lớn nhất cho phép: 1500 KG.
- Chọn dao: chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6 ,D=150mm, Z=4.
- Đồ gá: chuyên dùng.
- Dụng cụ đo: thước cập 1/10.
- Chế độ cắt:
a/.Chọn t = 3.5mm.
b./Lượng chạy dao: tra bảng 6.5/ trang 124, ta được Sz= (0.2 – 0.24) mm/răng.
- Do làm việc với dao phay tiêu chuẩn có 4 răng nên lượng chay dao giảm 15-25%.
- Sz =( 0.17- 0.2) mm/răng.
- Chọn Sz = 0.2mm/răng.
c/.Vận tốc cắt:
-Tra bảng 1.5/trang 120 ta được : = 445, =0.2, =0.15, = 0.35, =0.2, =0, m=0.32
-Tra bảng 2.5/tr122 : T=180 (phút).
-Tra bảng (2.1),(3-1)/tr15
-Bảng 7.1/tr17 :
-Bảng 8.1/tr17 :.
= 1.1.1 = 1.
= = 154 m/ph
-Số vòng quay trong 1 phút của dao:
==326 vòng/ph
-Theo TMM chọn n=300 vòng/ph.
Vậy: =141 m/ph.
d/.Tính lượng chạy dao: S =.Z.n = 0.2 4300=240 mm/ph.
-Tra TMM chọn S=235 mm/ph. Vậy = 0.2 mm/răng.
e/.Lực cắt Pz:
. (KG)
-Theo bảng 3.5/tr 122
54.5 0.9 0.74 1 0 1
-Tra bảng 12.1/trang 21
= 1.
= 110 (KG)
-Kiểm nghiệm: = = = 2.5 (KW).
.
-So với điều kiện: (thỏa điều kiện).
e/.Thời gian gia công:
L= 129 mm, L1= 0.5x(150-mm =30 mm, L2= (1- 6) mm.
Vậy: = 0.6 phút.
vNguyên công III: Phay thô mặt B:
- Kích thước cần đạt: 111.5 ,độ nhám Ra = 6.3.
- Chuẩn gia công: mặt A→3BTD: chống tiến Oy - xoay Ox – xoay Oz, mặt C→2BTD: chống tiến Oz – xoay Oy.
- Chọn máy: sử dụng máy phay dứng 6H12.
Bề mặt làm việc của bàn: 320
Hiệu suất máy: 0.75
Công suất động cơ: 7 kw.
Lực cắt lớn nhất cho phép: 1500 KG
Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-750- 900-1500.
- Chọn dao: chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6 ,D=75mm, Z=10.
- Đồ gá: chuyên dùng.
- Dụng cụ đo: thước cập 1/10.
- Chế độ cắt:
a/.Chọn t = 3.5 (mm).
b/.Lượng chạy dao: tra bảng (6-5)/ trang 124, ta được: Sz = 0.2 0.24 mm/răng,
- Do làm việc với dao phay tiêu chuẩn có 10 răng nên lượng chay dao giảm 15-25%.
- Sz =( 0.17- 0.2) mm/răng.
- Chọn S = 0.2 mm/răng.
c/.Vận tốc cắt:
-Tra bảng 1.5/ trang 120 ta được : = 445, =0.2, =0.15, = 0.35
=0.2, =0, m=0.32.
-Tra bảng 2.5/tr122 : T=180 (phút).
-Tra bảng (2.1),(3-1)/tr15
.
-Bảng 7.1/tr17 :
-Bảng 8.1/tr17 :.
= 1.1.1 = 1.0.
= = 159 m/ph
-Số vòng quay trong 1 phút của dao.
== 675 (vòng/ph).
Theo TMM chọn n=600 (vòng/ph).
Vậy: = 141 (m/ph).
d/.Tính lượng chạy dao: S =.Z.n = 0.2 10600 = 1200 (mm/ph).
-Tra TMM chọn S=960 (mm/ph). Vậy = 0.16 (mm/răng).
Lực cắt gọt:
.
Theo bảng 3.5/tr 123
54.5 0.9 0.74 1 0 1
-Tra bảng (2.1),(3-1)/ trang 15
= 1.
= 164(KG)
Kiểm nghiệm: === 3.7 (KW).
So với điều kiện: (thỏa điều kiện).
e/.Thời gian gia công:
L= 85 mm, L1= 0.5x(75-mm =7.6 mm, L2= 6 mm
Vậy: = 0.1 (phút).
vNguyên công IV: Phay thô mặt C:
- Kích thước cần đạt: 108 ,độ nhám Ra = 6.3.
- Chuẩn gia công: mặt A→3BTD:chống tiến Oy - xoay Ox – xoay Oz, mặt B→2BTD: chống tiến Oz – xoay Oy.
- Chọn máy: sử dụng máy phay dứng 6H12.
- Bề mặt làm việc của bàn: 320 .
- Hiệu suất máy: 0.75.
- Công suất động cơ: 7 kw.
- Lực cắt lớn nhất cho phép: 1500 KG.
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500.
-Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-750- 900-1500.
-Chọn dao: chọn dao phay mặt đầu gắn mãnh hợp kim cứng BK6 ,D=110mm, Z=12.
- Đồ gá: chuyên dùng.
- Dụng cụ đo: thước cập 1/10.
- Chế độ cắt:
a/.Chọn t = 3.5 (mm).
b/.Lượng chạy dao: tra bảng (6-5)/ trang 124, ta được: Sz = 0.2 0.24 mm/răng,
- Do làm việc với dao phay tiêu chuẩn có 12 răng nên lượng chay dao giảm 15-25%.
- Sz =( 0.17- 0.2) mm/răng.
- Chọn S = 0.2 mm/răng.
c/.Vận tốc cắt:
-Tra bảng 1.5/ trang 120 ta được : = 445, =0.2, =0.15, = 0.35
=0.2, =0, m=0.32.
-Tra bảng 2.5/tr122 : T=180 (phút).
-Tra bảng (2.1),(3-1)/tr15
.
-Bảng 7.1/tr17 :
-Bảng 8.1/tr17 :.
= 1.1.1 = 1.0.
= = 159 m/ph
-Số vòng quay trong 1 phút của dao.
== 675 (vòng/ph).
Theo TMM chọn n=600 (vòng/ph).
Vậy: = 141 (m/ph).
d/.Tính lượng chạy dao: S =.Z.n = 0.2 10600 = 1200 (mm/ph).
-Tra TMM chọn S= 960 (mm/ph). Vậy = 0.16 (mm/răng).
Lực cắt gọt:
.
Theo bảng 3.5/tr 123
54.5 0.9 0.74 1 0 1
-Tra bảng (2.1),(3-1)/ trang 15
= 1.
= 164(KG)
Kiểm nghiệm: === 3.7 (KW).
So với điều kiện: (thỏa điều kiện).
e/.Thời gian gia công:
L= 85 mm, L1=0.5x(75-mm =7.6 mm, L2= 6 mm
Vậy: = 0.1 (phút).
vNguyên công V: Phay thô mặt D:
- Kích thước cần đạt: 13 ,độ nhám Ra = 6.3.
- Chuẩn gia công: mặt A→3BTD, :chống tiến Oy - xoay Ox – xoay Oz, mặt F→2BTD: chống tiến Oz – xoay Oy.
- Chọn máy: sử dụng máy phay đứng 6H12.
- Bề mặt làm việc của bàn: 320 .
- Hiệu suất máy: 0.75.
- Công suất động cơ: 7 kw.
- Lực cắt lớn nhất cho phép: 1500 KG.
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500.
-Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-750- 960-1500.
-Chọn dao: chọn dao phay mặt đầu gắn mảnh hợp kim cứng BK6, D=75 mm, Z=10.
- Đồ gá: chuyên dùng.
- Dụng cụ đo: thước cập 1/10.
- Chế độ cắt:
a/.Chọn t = 4 (mm).
b/.Lượng chạy dao: tra bảng (6-5)/ trang 124, ta được Sz = 0.2 0.24 mm/răng,
- Do làm việc với dao phay tiêu chuẩn có 10 răng nên lượng chay dao giảm 15-25%.
- Sz =( 0.17- 0.2) mm/răng.
- Chọn S = 0.2 mm/răng.
c/.Vận tốc cắt:
-Tra bảng 1.5/ trang 120 ta được : = 445, =0.2, =0.15, = 0.35
=0.2, =0, m=0.32.
-Tra bảng 2.5/tr122 : T=180 (phút).
-Tra bảng 2.1/tr15
.
-Bảng 7.1/tr17 :
-Bảng 8.1/tr17 :.
= 1.1.1 = 1.0.
= = 153 (m/ph).
-Số vòng quay trong 1 phút của dao.
== 649 (vòng/ph).
Theo TMM chọn n= 600 (vòng/ph).
Vậy: = 141 (m/ph).
d/.Tính lượng chạy dao: S =.Z.n = 0.2 10600 = 1200(mm/ph).
-Tra TMM chọn S= 960(mm/ph). Vậy = 0.16 (mm/răng).
Lực cắt gọt:
.
Theo bảng 3.5/tr 123
54.5 0.9 0.74 1 0 1
-Tra bảng 12.1/ trang 21
= 1.
=176(KG)
Kiểm nghiệm: === 4.1 (KW).
So với điều kiện: (thỏa điều kiện).
e/.Thời gian gia công:
L= 85 mm, L1=0.5x(75-mm =8.5 mm, L2= 6mm
Vậy: = 0.11 (phút).
vNguyên công VI: Phay tinh mặt A:
- Kích thước cần đạt: 37 độ nhám Ra=6,3.
Chuẩn gia công: mặt D"3 BTD; chống tiến Ox – xoay Oy – xoay Oz, mặt H" 2 BTD: chống tiến Oz – xoay Ox, mặt B " 1BTD: chống tiến Oy.
- Chọn máy: sử dụng máy phay dứng 6H12.
- Bề mặt làm việc của bàn: 320 .
- Công suất động cơ: 7kW.
- Hiệu suất máy: = 0.75.
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến bàn máy (mm/ph): 30-37.5-47.5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Lực cắt lớn nhất cho phép: 1500 KG.
- Chọn dao: chọn dao phay mặt đầu chắp mãnh hợp kim cứng BK6 ,D=150mm, Z=4.
- Đồ gá: chuyên dùng.
- Dụng cụ đo: thước cập 1/50.
- Chế độ cắt:
a/.Chọn t = 0.5mm.
b./Lượng chạy dao: tra bảng 9.5/ trang 125, ta được S0= (0.4 – 0.3) mm/vòng, -Chọn Sz = 0.1 mm/răng.
c/.Vận tốc cắt:
-Tra bảng 1.5/trang 120 ta được : = 445, =0.2, =0.15, = 0.35, =0.2, =0, m=0.32
-Tra bảng 2.5/tr122 : T=180 (phút).
-Tra bảng (2.1),(3-1)/tr15
-Bảng 7.1/tr17 :
-Bảng 8.1/tr17 :.
= 1.1.1 = 1.
= = 293 m/ph
-Số vòng quay trong 1 phút của dao:
== 622 vòng/ph
-Theo TMM chọn n= 600 vòng/ph.
Vậy: =282 m/ph.
d/.Tính lượng chạy dao: S =.Z.n = 0.14x600 = 240 mm/ph.
-Tra TMM chọn S=235 mm/ph. Vậy = 0.09 mm/răng.
e/.Lực cắt Pz:
. (KG)
-Theo bảng 3.5/tr 122
54.5 0.9 0.74 1 0 1
-Tra bảng 12.1/trang21
= 1.
= 8.3 (KG)
-Kiểm nghiệm: = = = 0.4 KW
.
-So với điều kiện: (thỏa điều kiện).
e/.Thời gian gia công:
L= 129mm, L1=,0.5x(150-mm =26 mm ,L2= 6 mm.
Vậy: = 0.7 phút.
vNguyên công VII: Khoét – Doa 2 lỗ ø22
- Chuẩn gia công: mặt A" 3 BTD:chống tiến Oz – xoay Ox – Xoay Oy, mặt C " 2 BTD: chống tiến Oy – xoay Oz, mặt D" 1 BTD: chống tiến Ox.
- Dụng cụ đo: thước cập 1/50.
- Chọn máy: sử dụng máy khoan cần 2A55.
- Công suất đầu khoan 4.5kW.
- Công suất nâng xà ngang 1.7kW.
- Số vòng quay trục chính (v/ph): 30-37.5-47.5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700.
- Bước tiến 1 vòng quay truc chính(v/ph): 0,05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2.
- Monet xoắn lớn nhất: 75KWm.
- Lực doc trục lớn nhất 2000KG.
- Bước 1 và 2: Khoét thô lỗ ø22 đạt kích thước ø21+0.21, Ra= 12.5.
- Dao khoét thép gió P18,D=21mm, sổ tay công nghệ chế tạo máy 1.
- Chọn t:
t == 2.5 mm.
- Chọn S:
Theo bảng 9-3 trang 89 sách bảng tra chế độ cắt.
Smin = 1 (mm/v).
Smax = 1.2 (mm/v).
Tra TMT máy, ta chọn St =1.15 (mm/v).
- Chọn V:
Theo bảng 29-3 trang 100 sách bảng tra chế độ cắt.
Vb =23 m/phút.
Theo bảng 26-3 trang 100 sách bảng tra chế độ cắt
D = 21mm, Chọn T0 = 40 phút.
Theo bảng 30-3 trang 100 sách bảng tra chế độ cắt
, chọn K = 1.
Ta có : V = 23x1 = 23 m/phút.
n = == 348 v/p.
Theo TMT máy lấy nt = 300v/p.
VT == 20 m/phút.
- Thời gian chạy máy
l=18mm.
l= 39mm.
l2 =3mm.
l2 =3mm.
l1 = (.cotg(45) +2mm=( +2mm=4.5mm.
l1 = (.cotg(45) +2mm=( +2mm=4.5mm.
Tm1= = 0.08 phút.
Tm2= = 0.14 phút.
o Bước 3 và 4: Khoét tinh lỗ ø22 đạt kích thước ø21,75+0.084, Ra= 6,3.
o Dao khoét thép gió P18,D=21,75mm, sổ tay công nghệ chế tạo máy 1.
o Chọn t:
t == 0.375 mm.
o Chọn S:
Theo bảng 9-3 trang 89 sách bảng tra chế độ cắt.
Smin = 1 (mm/v).
Smax = 1.2 (mm/v).
Tra TMT máy, ta chọn St =1.15 (mm/v).
o Chọn V:
Theo bảng 29-3 trang 100 sách bảng tra chế độ cắt.
Vb =23 m/phút.
Theo bảng 26-3 trang 100 sách bảng tra chế độ cắt
D = 21,75mm, Chọn T0 = 40 phút.
Theo bảng 30-3 trang 100 sách bảng tra chế độ cắt
, chọn K = 1.
Ta có : V = 23x1 = 23 m/phút.
n = == 336 v/p.
Theo TMT máy lấy nt = 300v/p.
VT == 20 m/phút.
o Thời gian chạy máy
l=18mm.
l= 39mm.
l2 =3mm.
l2 =3mm.
l1 = (.cotg(45) +2mm=( +2mm=2.375 mm.
l1 = (.cotg(45) +2mm=( +2mm=2.375 mm.
Tm1= = 0.07 phút.
Tm2= = 0.14 phút.
Bước 5 và 6 : Doa thô lỗ 22 đạt kích thước , Ra= 3,2.
o Dao doa thép gió P18,D=21.93 mm, sổ tay công nghệ chế tạo máy 1.
o Chọn t:
t == 0.09 mm.
o Chọn S:
Theo bảng 10-3 trang 90 sách bảng tra chế độ cắt.
S = 2.7 (mm/v).
Tra TMT máy, ta chọn St =2.2(mm/v).
o Chọn V:
Theo bảng 51-3 trang 107sách bảng tra chế độ cắt.
Vb =6.5 m/phút.
Theo bảng 52-3 trang 107 sách bảng tra chế độ cắt
D = 21.93mm, Chọn T0 = 120 phút.
Theo bảng 53-3 trang 107 sách bảng tra chế độ cắt
, chọn k1 = 1.0.
Ta có : V = 6.5x1.0 = 6.5 m/phút.
n = == 94 v/p.
Theo TMT máy lấy nt = 75v/p.
VT == 5.2 m/phút.
o Thời gian chạy máy
l=18mm.
l= 39mm.
l2 =3mm.
l2 =3mm.
l1 = (.cotg(45) +2mm=( +2mm=2.09 mm.
l1 = (.cotg(45) +2mm=( +2mm=2.09 mm.
Tm1= = 0.14phút.
Tm1= = 0.27phút.
Bước 7 và 8 : Doa tinh22 đạt kích thước 22+0,021, Ra= 1,6.
o Dao doa thép gió P18,D=22mm.
o Chọn t:
t == 0.035 mm.
o Chọn S:
Theo bảng 10-3 trang 90 sách bảng tra chế độ cắt.
S = 2.7x0.7= 1.89(mm/v).
Tra TMT máy, ta chọn St =1.4(mm/v).
o Chọn V:
Theo bảng 51-3 trang 107sách bảng tra chế độ cắt.
Vb =8.2 m/phút.
Theo bảng 52-3 trang 107 sách bảng tra chế độ cắt
D = 22mm, Chọn T0 = 120 phút.
Theo bảng 53-3 trang 107 sách bảng tra chế độ cắt
, chọn k1 = 1.0.
Ta có : V = 8.2x1.0 = 8.2 m/phút.
n = == 119 v/p.
Theo TMT máy lấy nt = 118v/p.
VT == 8.1 m/phút.
o Thời gian chạy máy
l=18mm.
l= 39mm.
l2 =3mm.
l2 =3mm.
l1 = (.cotg(45) +2mm=( +2mm=2.035mm.
l1 = (.cotg(45) +2mm=( +2mm=2.035mm.
Tm1= = 0.14phút.
Tm1= = 0.27phút.
vNguyên công VIII: Khoan 2 lỗ ø13, Khoét 2 lỗ ø16
-Chọn máy khoan cần 2A55.
-Đường kính lớn nhất khi khoan thép:50mm.
-Côn mooc trục chính số 5.
-Công suất đầu khoan 4,5KW.
-Công suất nâng xà ngang: 1,7KW.
-Số vòng quay trục chính (v/ph): 30-37,5-47,5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700.
-Bước tiến 1 vòng quay trục chính (mm/v): 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2.
-Moment xoắn lớn nhất: 75KW.
-Lực dọc trục lớn nhất: 2000KG.
- Chuẩn gia công: mặt A" 3 BTD: chống tiến Ox– xoay Oz – Xoay Oy , mặt trụ ø38 " 2 BTD: chống tiến Oz – xoay Ox.
- Dụng cụ đo: thước cập 1/10.
- Bước 1,2 Khoan 2 lỗ ø13:
- Khoan thô lỗ ø14 đạt kích thước ø13+0.18, Ra= 12.5.
- Mũi khoan thép gió P18, đường kính D= 13mm.
- Chiều sâu cắt :
t == = 6.5 mm.
- Bước tiến:
o Tra bảng 8-3 trang 88 chế độ cắt gia công cơ khí.
o D=13mm, gang xám HB=190mm.
o Ta có S= (0.52-0.64)mm.
o Sau khi khoan còn khoét nên nhân với hệ số K=0.75.
o S=0.52x0.75 = 0.39mm/vòng.
o Tra TMT máy: S=0.28mm/vòng.
- Vận tốc cắt:
o Tra bảng 18-3 trang 95, gang xám HB=190.
o S=0.28mm/vòng.
o Chọn Vb=40m/ph.
o Bảng 19-3 trang 96, D=13mm, tuổi bền tiêu chuẩn To=60 phút.
o Bảng 20-3 trang 96, T=45 phút.
= =0.75.
o Chọn K=1,09.
o Bảng 15-3 trang 92, chọn K1=1.
o Bảng 16-3 trang 92, chọn K2= 1.
o V= 40x1.09x1x1=43.6 m/ph.
o n = == 1068 v/p.
o Tra TMT máy chọn: n= 950 v/ph.
o VT == 38 m/phút.
- Lực cắt và moment:
o Po=Cp.Dzp.Syp.Kmp(KG)
o Tra bảng 7-3 trang 87
o Cp=42.7, Zp=1,Xp=1, Yp=0.8.
o Cm=0.021, Zm= 2.0, Xm= 1, Ym= 0.8.
o Tra bảng 12-1 trang 21: Kmp=()0.6=1.
o Tra bảng 13-1 trang 21, np= 0.6.
o Po= 42.7x131x0.280.8x1=200 KG.
o Tra TMT máy Po < Pmax.
o Máy làm việc an toàn.
- Thời gian chạy máy:
o L=14mm.
o L1= xcotg45+2 = 6.5+2=8.5mm.
o L2=3mm.
o Tm==0.1 phút.
- Khoét 2 lỗ ø16:
- Khoét thô lỗ ø13 đạt kích thước ø16+0.18, Ra= 12.5.
-Mũi khoét thép gió P18, đường kính D= 16mm.
-Chiều sâu cắt :
t == = 1.5 mm.
- Bước tiến:
o Tra bảng 9-3 trang 89 chế độ cắt gia công cơ khí.
o Smin=0.9mm/v.
o Smax=1.1mm/v.
o Tra TMT máy chọn, St=0.79mm/vòng.
- Vận tốc cắt:
o Tra bảng 29-3 trang 100, gang xám HB=190.
o S=0.79mm/vòng.
o Chọn Vb=26m/ph.
o Bảng 26-3 trang 100, D=16mm, tuổi bền tiêu chuẩn To=30 phút.
o Bảng 30-3 trang 100, T=45 phút.
= =0.67.
o Chọn K=1,09.
o V= 26x1.09=28m/ph.
o n = == 557 v/p.
o Tra TMT máy chọn: n= 475 v/ph.
o VT == 24 m/phút.
- Thời gian chạy máy:
o L=7mm.
o L1= xcotg60+2 = 0.8+2=2.8 mm.
o Tm==0.03 phút.
vNguyên công IX: Khoét 2 lỗ ø24:
-Chọn máy khoan cần 2A55.
-Đường kính lớn nhất khi khoan thép:50mm.
-Côn mooc trục chính số 5.
-Công suất đầu khoan 4,5KW.
-Công suất nâng xà ngang: 1,7KW.
-Số vòng quay trục chính (v/ph): 30-37,5-47,5-60-75-95-118-150-190-225-300-375-475-600-950-1180-1500-1700.
-Bước tiến 1 vòng quay trục chính (mm/v): 0.05-0.07-0.1-0.14-0.2-0.28-0.4-0.56-0.79-1.15-1.54-2.2.
-Moment xoắn lớn nhất: 75KW.
-Lực dọc trục lớn nhất: 2000KG.
- Chuẩn gia công: mặt A" 3 BTD: chống tiến Ox– xoay Oz – Xoay Oy , mặt D " 2 BTD, mặt B" 1 BTD.
- Dụng cụ đo: thước cập 1/10.
- Khoét thô lỗ ø24 đạt kích thước ø24+0.21, Ra= 12.5.
-Mũi khoét thép gió P18, đường kính D= 16mm.
-Chiều sâu cắt :
t == = 5.5 mm.
- Bước tiến:
o Tra bảng 9-3 trang 89 chế độ cắt gia công cơ khí.
o Smin=1mm/v.
o Smax=1.2mm/v.
o Tra TMT máy chọn, St=1.15mm/vòng.
- Vận tốc cắt:
o Tra bảng 29-3 trang 100, gang xám HB=190.
o S=1.15mm/vòng.
o Chọn Vb=23m/ph.
o Bảng 26-3 trang 100, D=16mm, tuổi bền tiêu chuẩn To=40 phút.
o Bảng 30-3 trang 100, T=45 phút.
= =0.9.
o Chọn K=1,09.
o V= 23x1.09=25m/ph.
o n = == 305 v/p.
o Tra TMT máy chọn: n= 300 v/ph.
o VT == 22 m/phút.
- Thời gian chạy máy:
o L=1mm.
o L1= xcotg45+2 = 5.5+2=7.5mm.
o Tm==0.02 phút.
vNguyên công X: Tiện thô lỗ ø60, tiện thô mặt đầu lỗ ø60:
-Chọn máy tiện 1K62.
-Chiều cao tâm 200mm.
-Khoảng cách giữa 2 tâm đến 1400mm.
-Công thức động cơ: N= 10KW.
-Hiệu suất máy n= 0.75.
-Đường kính lỗ suốt trục chính (v/ph): 12.5-16-20-25-31.5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600-2000.
-Lượng tiến dọc(mm/v): 0.07-0.014-0.084-0.097-0.11-0.12-0.13-0.14-0.15-0.17-0.195-0.21-0.23-0.26-0.28-0.3-0.34-0.39-0.43-0.47-0.52-0.57-0.61-0.7-0.78-0.87-0.95-1.04-1.14-1.21-1.4-1.56-1.74-1.9-2.08-2.28-2.42-2.8-3.12-3.48-3.8-4.16.
-Lượng tiến ngang(mm/v): 0.035-0.037-0.042-0.048-0.055-0.06-0.065-0.07-0.074-0.074-0.097-0.11-0.12-0.13-0.14-0.15-0.17-0.195-0.21-0.23-0.26-0.28-0.3-0.34-0.39-0.43-0.47-0.52-0.57-0.6-0.7-0.78-0.87-0.95-1.04-1.14-1.21-1.4-1.56-1.74-1.9-2.08.
-Lưc cho phép của cơ cấu chạy dao Px =360KG.
- Chuẩn gia công: mặt A" 3 BTD, mặt B " 2 BTD, mặt D " 1 BTD.
- Dụng cụ đo: thước cập 1/10.
vBước 1. Tiện thô lỗ ø53:
Tiện thô lỗ ø53 đạt kích thước ø59±0.6,Rz=40.
- Dao tiện lỗ BxH = 16x20(mm), =95,R=10.
- Vật liệu phần cắt của dao hợp kim cứng BK6.
- chiều sâu cắt: t= 3mm.
- Bước tiến:
- Tính theo sức bền cán dao
S1mm/vòng.
- Theo bảng 18-1 trang 25: S=0.15-0.25 mm.
- Theo bảng 45-1 trang38.
- Dựa vào sức bền vật liệu làm dao, vật liêu gia công chọn vận tốc sơ bộ Vsb= 127m/ph (bảng 45-1/tr38).
- Theo số liệu ban đầu BH = 16x20 , = 20KG/mm2
l = 1.5H= 1.5x20=30 mm.
Theo bảng
(11-1/tr19) ;
(12-1/tr21) Kmp= 1;
(15-1/tr22) =1 ; vậy Kpz=0.89.
Thay vào công thức ta được S1= 4.1 mm/vòng.
- Tính theo sức bền cơ cấu chạy dao:
S2 =
Theo máy : Pm = 360 KG.
(11-1/tr19) ;
(12-1/tr21) Kmp= 1;
(15-1/tr22) =1.07 ; vậy Kpx=1.3.
Thay vào công thức ta được S2 = 0.46 mm/vòng.
- Theo độ chính xác chi tiết gia công:
S 3 =
K=48 ; E = 8x103 ; J=0.05xD4=0.05x534 ;{f}= 0.4.
Thay vào công thức ta được S3 = 6.5 mm/vòng.
- Chọn S = Smin =0.46 mm/vòng.
- Tra TMT máy, chọn St =0.43mm/vòng.
- Vận tốc cắt.
Tính theo công thức: V =
Theo bảng (1-1/tr13) Cv=292 ; Xv=0.36 ; Yv=0.18 ;m=0.28 ; T = 60’
(2-1/tr15) Kmv=1.
(7-1/tr17) Knv=1.
(8-1/tr17) Kuv=1.
(10-1/tr18) Kov =1 ; vậy Kv =1.
Thay vào công thức V= 73 m/ph.
Số vòng quay một phút:
n= = =438 vòng/ph.
Theo thuyết minh máy chọn n=400 vòng/ph.
Vận tốc thực khi cắt: Vt= = 66 m/ph.
- Tính lực cắt:
o Lực tiếp tuyến:
Pz= Cpz.txpz.Sypz.Vnz.Kpz(KG)
=92.31.0.430.75.660.0.89=130KG.
o Lực hướng kính:
Theo bảng 11-1 trang 19,Cpy= 54,Xpy=0.9,Ypy=0.7,ny=0.
Theo bảng 12-1 trang 21: Kmp=1.
Theo bảng 15-1, kPy=0.4.
Py= Cpy.txpy.Sypy.Vny.Kpy(KG)
=54.30.9.0.430.7.660.0.4=32 KG.
o Lực doc trục:
Px=Cpx.txpx.Sypx.Vnx.Kpx(KG)
=46.31.0.430.4.660.1.3=127 KG.
- Công thức tiêu thụ khi cắt:
Ncg===1.4 KW Máy làm việc an toàn. Sm=Sxn =0.43 x 400 =172mm/ph. L1 = 10 mm. L2 = 0mm L = 25.5mm. T = = += 0.37 phút. vBước 2. Tiện thô mặt đầu lỗ ø59 Tiện thô mặt đầu lỗ ø59 đạt kích thước 29.5±0.42,Rz=40, L=29.5mm. S1mm/vòng. - Theo bảng 18-1 trang 25: S=0.3-0.5 mm. - Theo bảng 45-1 trang 38. - Dựa vào sức bền vật liệu làm dao, vật liêu gia công chọn vận tốc sơ bộ Vsb= 178m/ph (bảng 45-1/tr38). - Theo số liệu ban đầu BH = 16x20 , = 20KG/mm2 l = 1.5H= 1.5x20=30 mm. Theo bảng (11-1/tr19) ; (12-1/tr21) Kmp= 1; (15-1/tr22) =1 ; vậy Kpz=0.89.
Thay vào công thức ta được S1= 2.8 mm/vòng









