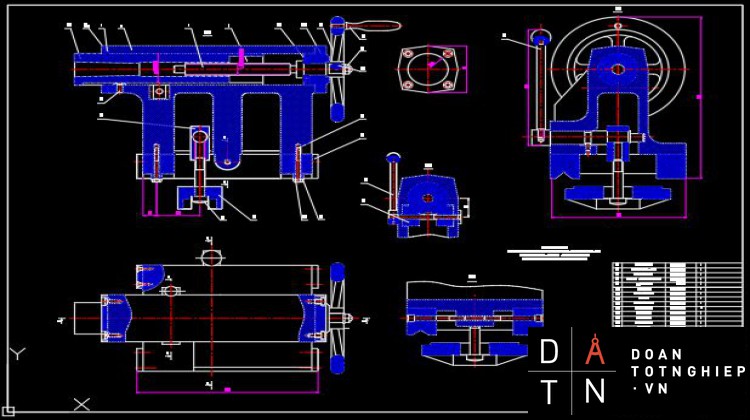
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NÒNG Ụ ĐỘNG CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NÒNG Ụ ĐỘNG CAO THẮNG
Mục lục
Lời nói đầu ............................................................................. 5
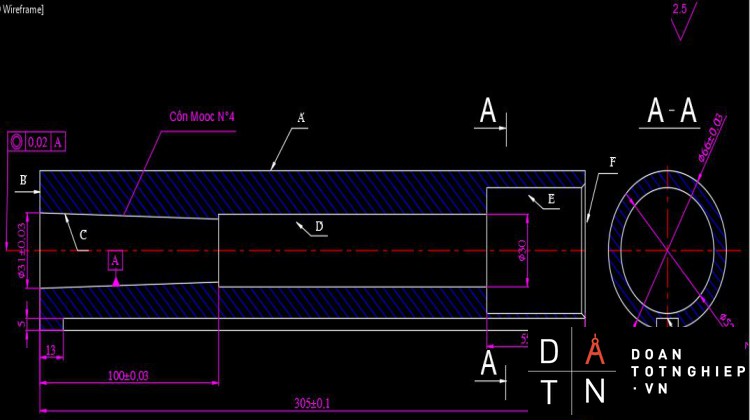
I phân tích chức năng làm việc của chi tiết 6
II Xác định dạng sản xuất..................................................... 6
III Chọn phương pháp chế tạo phôi 7
IV thiết kế quy trình công nghệ............................................ 8
Bản tiến trình.......................................................................... 9
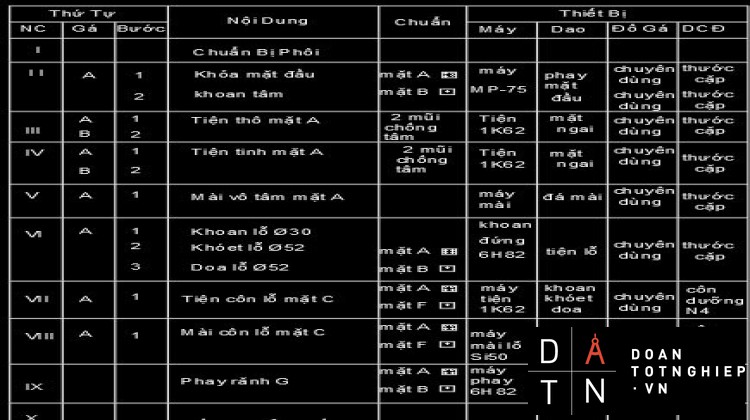
Bản quy trình........................................................................ 10
V Phân tích quy trình công nghệ...................................... 14
VI Tính toán và thiết kế đồ gá............................................ 16
VII Kết luận về đồ án đã làm.............................................. 21
Tài liệu kham thảo............................................................... 22
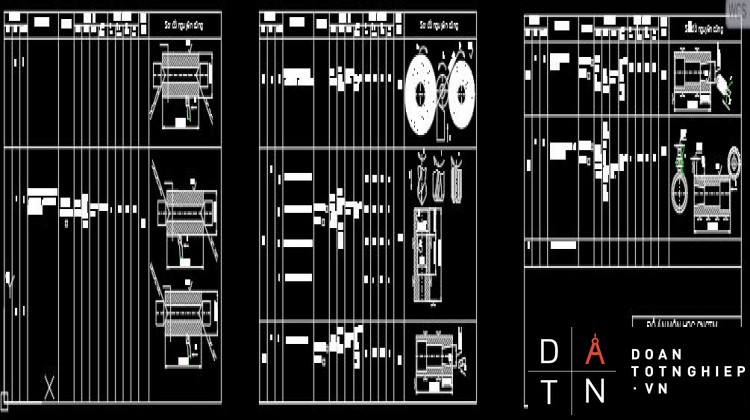
PHẦN V: PHÂN TÍCH QUI TRÌNH CÔNG NGHỆ.
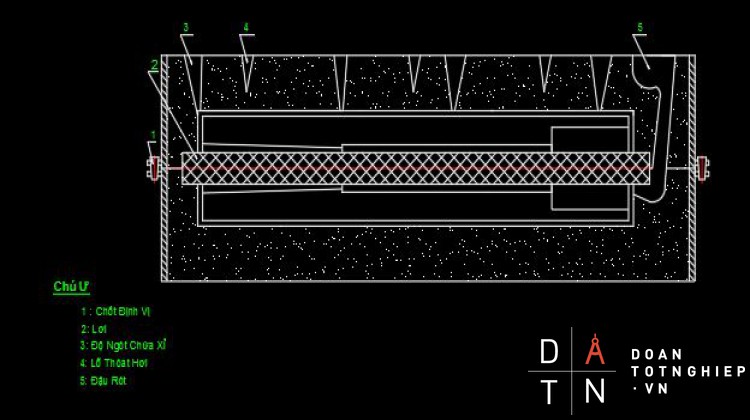
1. NGUYÊN CÔNG 1: Chuẩn bị phôi.
a. Làm sạch phôi.
Là bước khởi đầu tạo điều kiện để thực hiện tốt các nguyên công tiếp theo.Khi rèn do có khe hở giữa 2 mép khuôn nên khi rèn ra chi tiết sẽ có bavia tại vị trí đó, do đó cần phải cắt bỏ phần bavia.
b. Kiểm tra phôi.
Sau khi làm sạch ta tiến hành kiểm tra các kích thước của phôi. Dùng dụng cụ đo, kiểm tra như thước cặp, dưỡng… Kiểm tra phôi có đạt yêu cầu hay không. Có 2 trường hợp xảy ra:
Trường hợp 1: Phôi đạt những yêu cầu kỹ thuật về kích thước và bề mặt không cong vênh, không bị khuyết tật thì chuyển cho nguyên công kế tiếp đó.
Trường hợp 2: Phôi không đạt những yêu cầu kỹ thuật. Vậy phôi sẽ là phế phẩm. Sẽ được chuyển về giai đoạn chuẩn bị phôi để tiết kiệm vật, đảm bảo tính kinh tế.
2. NGUYÊN CÔNG 2:
a. Bước 1: khỏa mặt đầu.
Nguyên công này được gia công trên máy khoan tâm chuyên dùng, có hai đầu dao làm việc cùng lúc. Do đó đảm bảo độ chính xác về khoảng cách 2 mặt đầu.
Dùng dao pha măt đầu có gắn mảnh hợp kim T5K10 và đường kính D=25mm, có số răng Z=5 răng.
b. Bước 2: Khoan 2 lỗ tâm.
Do làm cùng trên một máy nên đảm bảo độ dồng tâm của hai lỗ tâm, hai mũi dao khoan tiến hành khoan cùng lúc nên độ lệch của 2 lỗ tâm chỉ phụ thuộc vào điều chỉnh máy.
Đường kính mũi khoan Ф8 và có 2 lưỡi cắt. Mũi khoan đươc làm bằng thép gió.
Để tạo chuẩn thô cho nguyên công này ta chọn mặt trụ A có diện tích đủ lớn để định vị 4 bậc tự do và vai trục để định vị 1 bậc tự do
Đây là nguyên công chuẩn bị chuẩn tinh cho các nguyên công tiếp theo, là 2 lỗ tâm.
3. NGUYÊN CÔNG 3:
a.Lần gá 1, bước 1: Tiện thô mặt A
Nguyên công này được gia công trên máy tiện 1K62. Dao tiện ngoài gia công mặt A
Dao tiện ngoài được gắn mảnh hợp kim cứng T5K10 có các góc dao tiêu chuẩn.
b.Lần gá 2 bước 2: Tiện mặt A(trở đầu lại do có tốc kẹp)
Các thông số dao và máy được chọn như bước 1 nhưng phải thay đổi cử so dao.
Để đảm bảo chính xác về kích thước và vị trí tương quan giữa các bề măt, chọn chuẩn tinh là 2 lỗ tâm đã được gia công chính xác ở nguyên công 2.
Lỗ tâm gần đầu máy tiện khống chế 3 bậc tự do.
Lỗ tâm ở đầu ụ động khống chế 2 bậc tự do. Bộ phận truyền động là tốc kẹp, được kẹp vào giữa chi tiết và mâm cặp.
4. NGUYÊN CÔNG 4:
Trong nguyên công này máy và chuẩn định vị cũng được chọn nhưở nguyên công 3.
- Gá 1
bước 1: Tiện tinh mặt A
Do phần đoạn trục có bán kính cong R nên cũng chọn dao có bán kính R ở đầu dao. Là dao vai được gắn mảnh hợp kim cứng T5K10 có R=3mm.
- Gá 2
bước 2:trở đầu chi tiết lại . Các dao cũng được sử dụng lại, chỉ thay đổi cử so dao. Để đảm bảo kích thước chiều dài trục.
5.NGUYÊN CÔNG 5: MÀI vô tâm mặt A
Nguyên công này được tiến hành trên máy mài vô tâm 3A150 có các hướng chuyển động dọc và hướng kính.
Do 2 mặt trụ A và C ở 2 đầu trục nên phải 2 lần gá.
6.NGUYÊN CÔNG 6 : Khoan ,khóet doa
Nguyên công này được tiến hành trên máy doa đứng 2613 .
Để gia công được chính xác kích thước lỗ, ta chọn mặt trụA định vị 4 bậc tự do, và mặt đầu phía dưới chi tiết định vị một bậc tự do chống trượt dọc chi tiết.
7. NGUYÊN CÔNG 7:Tiện lỗ côn mooc số 4(mặt C)
Lần gá 1
bước 1: Tiện thô mặt C
Nguyên công này được gia công trên máy tiện 1K62. Dao tiện lỗ côn
Dao tiện lỗ được gắn mảnh hợp kim cứng T5K10 có các góc dao tiêu chuẩn.
bước 2: Tiện tinh lỗ côn mặt C
Các thông số dao và máy được chọn như bước 1 nhưng phải thay đổi cử so dao.
Để đảm bảo chính xác về kích thước và vị trí tương quan giữa các bề măt chọn mặt A định vị 4 bậc, mặt đầu chi tiết 1 bậc.
8.NGUYÊN CÔNG 8: MÀI lỗ côn mooc số 4
Nguyên công này được tiến hành trên máy mài lỗ SI50 có các hướng chuyển động dọc và hướng kính.
Để đảm bảo chính xác về kích thước và vị trí tương quan giữa các bề măt chọn mặt A định vị 4 bậc, mặt đầu chi tiết 1 bậc.
- NGUYÊN CÔNG 9: PHAY RÃNH MẶT H
Được gia công trên máy phay đứng 6H12. Dao phay đĩa có đường kính D=5mm, góc nghiêng β=450.Gắn mảnh hợp kim cứng T5K10.
Để gia công được chính xác kích thước rãnh, ta chọn mặt trụA định vị 4 bậc tự do, và mặt đầu định vị một bậc tự do chống trượt dọc chi tiết.
Khi định vị khống chế 5 bậc tự do chi tiết có xu hướng xoay quanh trục của nó. Để chi tiết không bị xoay trong quá trình gia công cần phải có một lực kẹp đủ lớn để chống xoay chi tiết.
9. NGUYÊN CÔNG 9: TỔNG KIỂM TRA
Đây là nguên công tổng kiểm tra các kích thước đã được gia công ở các nguyên công gia công cơ. Như kích thước, hình dáng hình học, vị trí tương quan của các bề mặt, độ nhám của các bề mặt yêu cầu. Bằng các dụng cụ đo kiểm như thước cặp, calip, banme, trục kiểm,…
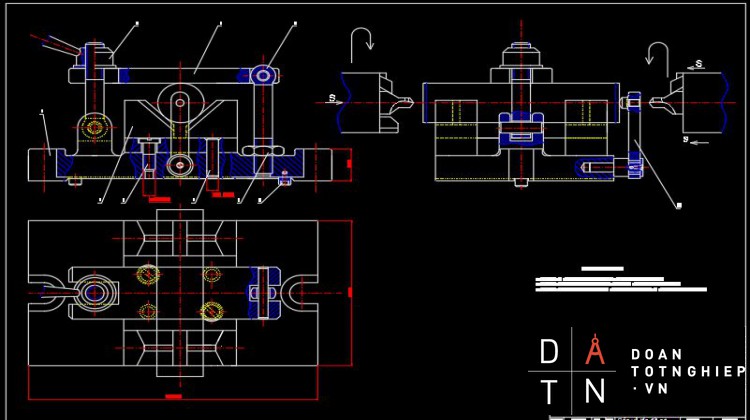
PHẦN VI: TÍNH VÀ THIẾT KẾĐỒ GÁ.
1. TÍNH SAI SỐ CHUẨN.
Đây là sơ đồ định vị chi tiết trên khối V, có chuẩn điều chỉnh là mặt đáy của khối V, định vị là 2 đường tiếp xúc với bề mặt khối V, kí hiệu B,B1. Vậy chuẩn định vị không trùng với góc kích thước, do đó kích thước 14 có sai số chuẩn.
Đây là chi tiết định vị mặt trụ ngoài
Ta được:
H3=εc(H3)=
εc(H3)=
............
..........
3. CHI TIẾT ĐỊNH VỊ VÀ KẸP CHẶT
a. Cơ cấu định vị mặt trụ:
- Chọn khối V định vị mặt trụ ngoài Ф66(mặt A), mỗi khối V khống chế 2 bậc tự do.
b. Cơ cấu kẹp chặt phôi
Cơ cấu kẹp phôi là 1 cơ cấu thanh kẹp di động.
4. ĐIỂM ĐẶT LỰC VÀ CƠ CẤU SINH LỰC
a. Điểm đặt lực:
Lực kẹp chặt chi tiết được đặt lên mặt trụФ66(mặt A) của chi tiết và lực hướng vào mặt định vị là 2 khối V.
b.Cơ cấu sinh lực:
Lực kẹp được sinh ra khi ta dùng kiềm vặn đai ốc. Lực sẽ được truyền qua thanh kẹp, chi tiết tựa lên khối V đỡ .
5. LỰC KẸP CẦN THIẾT
- Máy dùng để gia công: MP-75.
- Sản xuất hàng loạt trung, số lượng sản phẩm hàng năm 4000 chiếc/năm
- Hệ số an toàn: k
Tham khảo trang 233 (sách hướng dẫn thiết kế đồ án công nghê chế tạo máy).
Ta được: k=k0 k1 k2 k3 k4 k5 k6
K0: Hệ số an toàn định mức. (K0=1,5).
K1: Hệ số tính tới hiện tượng tăng lực cắt do lượng dư gia công (K1=1,2 khi gia công thô).
K2: Hệ số tính tới hiện tượng tăng lực cắt do mòn dao (chọn K2=1,2)
K3: Hệ số tính tới hiện tượng gián đoạn trong quá trình cắt (chọn K3=1,2)
K4: Hệ sốổn định của lực kẹp bằng tay (k4=1,2)
K5: Hệ số tính đến mức thuận lợi của vị trí tay vặn trên cơ cấu kẹp chặt (chọn K5=1)
K6: Được tính đến nếu momen có xu hướng lật chi tiết (chọn K6=1,5)
Vậy hệ số an toàn của cơ cấu là:
K=1,5*1,2*1,2*1,2*1,3*1*1,5=5
Hệ số ma sát f.
Tra bảng 7.7 trang 233 ( sách hướng dẫn thiết kế đồ án công nghệ chế tạo máy)
Chọn f= 0,32.
Fs: lực tiến dao.
W:lực kẹp chi tiết.
Pz: lực cắt.
Vậy lực kẹp
Ta bỏ qua lực tiến dao Fs
W1×f≥Pz
Lực kẹp thực là:
×5=76 KG
Lực tác động lên bulong
-wt×95+Q×55=0
Q88 KG
6. THỜI GIAN GIA CÔNG MỘT CHI TIẾT.
Tcb ( phút)
L: chiều dài gia công.
L1: khỏang chạy quá.
L2: khỏang chạy tới.
i: số hành trình.
L=16mm
L1=+(0,5÷30)
=+10=14mm
L2=2AAA5 chọn l2=3mm
n= 753v/p
s=0,75 mm/v
i=1
Suy ra Tcb0,06 (phút)
7. HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ.
a.Hướng dẫn bảo quản đồ gá:
..............
b.Thao tác:
Đặt chi tiết gia công vào giữa hai khối V và tỳ xác vào chốt định vị. Dùng kiềm vặn đai ốc 3 xuống kẹp chặt vào chi tiết. Khi gia công xong, ta vặn đai ốc 3 lênmột đoạn 10mm lấy chi tiết ra và sau đó tiến hành đặt chi tiết kế tiếp vào để gia công
9. KẾT LUẬN ĐỒ GÁ.
- kết cấu đơn giản ,thao tác dễ
-Phù hợp với điều kiện sản xuất hàng loạt trung
-Có khả năng mởi rộng khả năng công nghệ của đồ gá
_Đồ gá đạt yêu cầu
PHẦN VII: KẾT LUẬN ĐỒ ÁN
Đồ án hoàn thành đúng thời hạn được giao.
Quá trình thực hiện đạt yêu cầu mà giáo viên đã giao.
Nhìn chung quá trình thực hiện đồ án công nghệ chế tạo máy là khá tốt.