LUẬN VĂN THIẾT KẾ MÁY LÀM ỐNG XOẮN KHÔNG HÀN CỠ NHỎ Trường ĐH Bách Khoa


NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP ĐẠI HỌC THIẾT KẾ MÁY LÀM ỐNG XOẮN KHÔNG HÀN CỠ NHỎ Trường ĐH Bách Khoa
ĐẠI HỌC QUỐC GIA TP.HCM CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG ĐẠI HỌC BÁCH KHOA Độc Lập – Tự Do – Hạnh Phúc
***** *****
NHIỆM VỤ LUẬN VĂN TỐT NGHIỆP
Khoa: Cơ khí
Bộ môn: Thiết bị và công nghệ vật liệu cơ khí
HỌ VÀ TÊN:
NGÀNH: Thiết bị và công nghệ vật liệu cơ khí
- Đầu đề luận văn: THIẾT KẾ MÁY LÀM ỐNG XOẮN KHÔNG HÀN
CỠ NHỎ
- Nhiệm vụ:
vTìm hiểu các sản phẩm hiện có
vTìm hiểu nguyên lý tạo ống
vLựa chọn phương án thiết kế
vTính toán thiết kế các hệ thống truyền động, uốn, tạo ống
vTính toán công suất
TÓM TẮT LUẬN VĂN
Đề tài “Thiết kế máy làm ống xoắn không hàn cỡ nhỏ” bao gồm các phần sau:
- Tìm hiểu thực tế và đưa ra yêu cầu kỹ thuật cho máy:
- Uốn, tạo ống không hàn từ phôi băng thẳng.
- Làm được các ống có đường kính ngoài d = 2030 mm
- Năng suất đạt 200m ống/h
- Ống không bị móp, rách, trầy xước.
- Nêu ra ý tưởng thiết kế và lựa chọn phương án tối ưu nhất, đảm bảo yêu cầu kỹ thuật đặt ra.
- Tính toán động học, động lực học, kết cấu vật liệu của máy; tính toán thông số các bộ truyền động, công suất, độ bền thiết bị.
- Thiết kế hệ thống điều khiển, tính toán công suất máy.
- Đưa ra cách vận hành máy và các công tác bảo dưỡng máy hàng ngày và theo định kì.
- Đưa ra kết quả đạt được khi thực hiện đề tài, từ đó nêu ra các hướng phát triển cho đề tài.
MỤC LỤC
LỜI CẢM ƠN............................................................................................................i
TÓM TẮT LUẬN VĂN...........................................................................................ii
MỤC LỤC ...............................................................................................................iii
DANH MỤC HÌNH ẢNH.......................................................................................vi
DANH MỤC BẢNG BIỂU...................................................................................viii
CHƯƠNG 1 TỔNG QUAN..................................................................................1
1.1 SƠ LƯỢC VỀ ỐNG MỀM....................................................................1
1.2 ĐẶC ĐIỂM, ỨNG DỤNG CỦA ỐNG MỀM.......................................3
1.2.1 Ống thép mềm không vỏ bọc............................................................3
1.2.2 Ống thép mềm bọc nhựa...................................................................4
1.2.3 Ống thép mềm bọc nhựa và sợi kim loại..........................................5
1.2.4 Ống thép mềm bọc nhựa, kim loại có khớp nối cao su, nhựa...........7
1.2.5 Ống mềm thông gió..........................................................................8
1.3 VẬT LIỆU, PHƯƠNG PHÁP TẠO ÓNG MỀM..................................9
1.3.1 Vật liệu.............................................................................................9
1.3.2 Phương pháp tạo ống......................................................................10
1.4 TÌNH HÌNH SẢN XUẤT TRONG VÀ NGOÀI NƯỚC.....................11
1.5 TỔNG QUAN VỀ ỐNG THÉP MỀM ( ỐNG RUỘT GÀ ).................12
1.5.1 Vật liệu làm ống..............................................................................13
1.5.2 Kích thước ống................................................................................14
1.5.3 Đặc điểm phôi làm ống...................................................................14
CHƯƠNG 2 NGUYÊN LÝ HOẠT ĐỘNG.......................................................16
2.1 YÊU CẦU KỸ THUẬT..........................................................................16
2.2 PHƯƠNG ÁN THIẾT KẾ......................................................................16
2.2.1 Hệ thống cán, lên biên dạng cho phôi..............................................16
2.2.2 Bộ phận dẫn hướng vào hệ thống uốn..............................................20
2.2.3 Hệ thóng uốn, tạo ống..................................................................... 23
2.2.4 Các bộ phận phụ khác.......................................................................26
CHƯƠNG 3 TÍNH TOÁN ĐỘNG LỰC HỌC VÀ KẾT CẤU.......................29
3.1 YÊU CẦU KỸ THUẬT........................................................................ 30
3.1.1 Các kích thước và thông số của ống thép mềm...............................30
3.1.2 Kích thước của phôi băng................................................................31
3.1.3 Bộ phận uốn, tạo ống.......................................................................31
3.1.4 Bộ phận cán, tạo gân...................................................................... 37
3.2 TÍNH CÔNG SUẤT ĐỘNG CƠ VÀ TỶ SỐ TRUYỀN.......................39
3.3 THIẾT KẾ BỘ TRUYỀN ĐAI THANG...............................................40
3.4 THIẾT KẾ BỘ TRUYỀN BÁNH RĂNG..............................................43
3.4.1 Chọn vật liệu và xác định ứng suất cho phép...................................43
3.4.2 Thiết kế cặp bánh răng trụ răng thẳng trục II-III..............................44
3.4.3 Thiết kế cặp bánh răng trụ răng thẳng trục III-IV............................45
3.5 TÍNH TOÁN THIẾT KẾ TRỤC VÀ THEN.........................................47
3.5.1 Thiết kế trục II.................................................................................47
3.5.2 Thiết kế trục III................................................................................50
3.5.3 Thiết kế trục IV...............................................................................54
3.5.4 Thiết kế trục bánh cán.....................................................................58
3.6 TÍNH TOÁN CHỌN Ổ LĂN.................................................................62
3.6.1 Chọn ổ lăn trục II.............................................................................62
3.6.2 Chọn ổ lăn trục III.......................................................................... 63
3.6.3 Chọn ổ lăn trục IV...........................................................................65
3.6.4 Chọn ổ lăn hai trục cán....................................................................67
3.7 THIẾT KẾ CỤM HIỆU CHỈNH VỊ TRÍ CON LĂN UỐN...................69
3.8 DUNG SAI LẮP GHÉP.........................................................................71
3.8.1 Dung sai lắp ghép bánh đai, bánh cán, bánh răng............................71
3.8.2 Dung sai lắp ổ lăn.............................................................................72
CHƯƠNG 4 HỆ THỐNG ĐIỆN.........................................................................73
CHƯƠNG 5 VẬN HÀNH VÀ BẢO DƯỠNG...................................................75
5.1 VẬN HÀNH...........................................................................................75
5.2 BẢO DƯỠNG........................................................................................75
CHƯƠNG 6 KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN...................................76
6.1 KẾT LUẬN...........................................................................................76
6.2 HƯỚNG PHÁT TRIỂN........................................................................76
TÀI LIỆU THAM KHẢO......................................................................................77
DANH MỤC HÌNH ẢNH
Hình 1.1 Ống thép mềm.. 1
Hình 1.2 Các loại ống mêm.. 2
Hình 1.3 Ống thép mềm không vỏ bọc. 3
Hình 1.4 Các loại ống không bọc. 4
Hình 1.5 Ống mềm bọc nhựa. 4
Hình 1.6 Ống móc mí đơn. 5
Hình 1.7 Ống móc mí kép. 6
Hình 1.8 Khớp nối mềm thủy lực. 7
Hình 1.9 Ống có khớp nối cao su. 7
Hình 1.10 Ống mềm thông gió. 8
Hình 1.11 Hệ thống thông gió trong các tòa nhà. 9
Hình 1.12 Các kiểu móc mí10
Hình 1.13 Ống uốn không móc mí11
Hình 1.14 Ống thép mềm dẫn nước. 12
Hình 1.15 Cuộn phôi băng. 15
Hình 2.1 Cán, lên hình bằng 2 cặp bánh cán. 17
Hình 2.2 Cán, lên hình bằng 1 cặp bánh cán. 18
Hình 2.3 Dẫn hướng bằng rãnh định hình. 20
Hình 2.4 Dẫn hướng bằng con lăn. 21
Hình 2.5 Uốn, tạo ống bằng con lăn dẫn động. 23
Hình 2.6 Uốn, tạo ống bằng 3 con lăn không dẫn động. 24
Hình 2.7 Uốn, tạo ống bằng 5 con lăn không dẫn động. 25
Hình 2.8 Sơ đồ nguyên lý máy làm ống thép mềm.. 28
Hình 3.1 Sơ đồ động học của máy. 29
Hình 3.2 Ống thép mềm.. 30
Hình 3.3 Kích thước phôi băng sau khi cán. 31
Hình 3.4 Vị trí tương đối của ống uốn và con lăn uốn. 33
Hình 3.5 Hình dạng tiết diện ngang của phôi băng sau cán. 34
Hình 3.6 Đồ thị tương quan giữa ứng suất và biến đạng. 34
Hình 3.7 Sơ đồ lực khi uốn. 35
Hình 3.8 Tiết diện dọc của ống. 36
Hình 3.9 Biên dạng phôi sau cán. 37
Hình 3.10 Sơ đồ lực khi cán 38
Hình 3.11 Sơ đồ lực trục II47
Hình 3.12 Sơ đồ momen. 48
Hình 3.13 Kích thước sơ bộ trục II49
Hình 3.14 Sơ đồ lực trục III51
Hình 3.15 Biểu đồ momen. 52
Hình 3.16 Kích thước sơ bộ trục III53
Hình 3.17 Kích thước sơ bộ trục IV.. 55
Hình 3.18 Biểu đồ momen. 56
Hình 3.19 Kích thước sơ bộ trục IV.. 57
Hình 3.20 Kích thước sơ bộ trục cán. 59
Hình 3.21 Biểu đồ momen. 60
Hình 3.22 Kích thước sơ bộ trục cán. 60
Hình 3.23 Sơ đồ uốn ống. 69
Hình 3.24 Bộ truyền vít-đai ốc. 70
Hình 4.1 Sơ đồ mạch điện. 73
DANH MỤC BẢNG BIỂU
Bảng 1.1 Các pha thép không gỉ13
Bảng 1.2 Một số kích thước ống hiện có. 14
Bảng 2.1 Ma trận đánh giá phương án cho phần cán,lên hình. 19
Bảng 2.2 Ma trận đánh giá phương án cho phần dẫn hướng 22
Bảng 2.3 Ma trận đánh giá phương án phần uốn, tạo ống. 26
Bảng 3.1 Hiệu suất các bộ truyền. 29
Bảng 3.2 Đặc tính kỹ thuật40
Bảng 3.3 Thông số đầu vào trục II... 48
Bảng 3.4 Thông số đầu vào của trục III51
Bảng 3.5 Thông số đầu vào của trục IV.. 54
Bảng 3.6 Thông số đầu vào của trục cán. 58
Bảng 3.7 Thông số đầu vào của ổ trục II62
Bảng 3.8 Thông số ổ bi trục II62
Bảng 3.9 Thông số đầu vào của ổ trục III64
Bảng 3.10 Thông số ổ bi trục III.64
Bảng 3.11 Thông số đầu vào của ổ trục IV.. .65
Bảng 3.12 Thông số ổ bi trục IV.. .66
Bảng 3.13 Thông số đầu vào của ổ trục cán ..67
Bảng 3.14 Thông số của ổ bi trục IV.. 67
Bảng 3.15 Thông số đai ốc ...71
Bảng 3.16 Dung sai lắp ghép bánh đai, bánh cán, bánh răng ..... 72
Bảng 3.17 Dung sai lắp ghép ổ lăn trên trục ........72
Bảng 3.18 Dung sai lắp ghép ổ lăn trên gối đỡ .........72
CHƯƠNG 1 TỔNG QUAN
1.1 SƠ LƯỢC VỀ ỐNG MỀM
Ngày nay, với sự phát triển không ngừng của khoa học công nghệ nói chung và kỹ thuật cơ khí nói riêng đã và đang tạo ra những sản phẩm mới với rất nhiều ưu điểm và khắc phục những nhược điểm của các sản phẩm đi trước. Trong kỹ thuật chế tạo ống dẫn thì việc chế tạo ra sản phẩm ống mềm đã tạo ra bước đột phá mới với rất nhiều ưu điểm so với các loại ống dẫn khác.
Hình 1.1 Ống thép mềm
Được sử dụng trong rất nhiều lĩnh vực, công nghiệp ống mềm với rất nhiều kích cỡ, chiều dài đường kính ống từ nhỏ tới lớn, vật liệu làm đa dạng.
Ống mềm có hai loại bao gồm ống mềm có bọc và ống mềm không bọc. Trong đó, người ta sử dụng nhựa để bọc hoặc đan lưới bằng sợi bọc bên ngoài.
a) b)
c)
a) Ống bọc nhựa
b) Ống bọc lưới
c) Ống không bọc
Hình 1.2 Các loại ống mềm
Đặc điểm nổi bật của ống mềm là có trọng lượng rất nhẹ do được chế tạo từ phôi có các thành phần chủ yếu là kim loại và hợp kim nhẹ. Rất dẻo dai và dễ dàng uốn nắn, có thể đàn hồi để thay đổi chiều dài ống một cách linh hoạt. Sự liên kết chặt chẽ giữa các mối ghép cho phép ống mềm uốn nắn dễ dàng mà không bị hư hại xé rách. Các dụng cụ,sản phẩm làm có ống mềm làm từ thép không gỉ rất bền, sạch, phù hợp với các dụng cụ sinh hoạt trong gia đình và trong y tế. Ngoài ra, ở đầu ống thép mềm dễ gắn với các chi tiết có chức năng lắp ghép mà điển hình là mối lắp ren rất bền, điểm khác biệt mà các loại ống khác không có như ống nhựa PVC, ống cao su.
1.2 ĐẶC ĐIỂM, ỨNG DỤNG CỦA ỐNG MỀM
Ống mềm được sử dụng rộng dãi trong các ngành, mảng như dụng cụ sinh hoạt gia đình, điều hòa thông gió, mạng lưới điện, thủy lực..vv. Tùy thuộc vào từng ứng dụng mà ống mềm có kết cấu khác nhau.
1.2.1 Ống thép mềm không vỏ bọc.
Hình 1.3 Ống thép mềm không vỏ bọc
Đây là kiểu ống có kết cấu khá đơn giản. Được làm từ thép không gỉ, ban đầu ở dạng phôi băng thẳng, sau đó cán, lên hình, móc mí để tạo ống.
Ứng dụng: Ống được dùng để bọc dây điện trong các hệ thống điện tại tòa nhà, công trình và bọc ống cao su mềm trong các ống dẫn nước sinh hoạt như dây vòi hoa sen, ... vv với các ưu điểm sau:
- Có thể uốn dẻo theo mọi phương, có tính đàn hồi.
- Bao bọc, cách lửa.
Trong hệ thống dây dẫn điện, dây điện được bọc bởi ống thép mềm có tác dụng ngăn cháy nổ trong nhà, xưởng, nhà máy, ...vv. Nhờ được bọc bởi ống thép, nên khi xảy ra hiện tượng đoản mạch làm phát sinh cháy dây dẫn, ống thép mềm sẽ che kín ngọn lửa, không cho lan ra các vật dụng bên ngoài.
a) b)
a) Ống dẫn nước
b) Ống bọc dây điện
Hình 1.4 Các loại ống không bọc
1.2.2 Ống thép mềm bọc nhựa.
Hình 1.5 Ống mềm bọc nhựa
Ống được làm từ phôi băng thẳng, sau khi cán, tạo hình sẽ uốn kín để tạo ống. Sau đó ống sẽ được phủ bên ngoài một lớp nhựa để bọc kín.
Ưu điểm:
- Sử dụng rất linh hoạt.
- Dẻo, đàn hồi.
- Không bị thấm nước, dầu.
Ứng dụng:
- dẫn nước sinh hoạt.
- Bọc, luồn dây điện.
1.2.3 Ống thép mềm bọc nhựa và sợi kim loại
Kết cấu của ống gồm 3 lớp. Sau khi tạo ống từ phôi băng thẳng, ống sẽ được phủ thêm một lớp nhựa, sau đó dùng sợi kim loại đan, bọc ở ngoài cùng. Mục đích bọc nhưa và đan lưới kim loại để làm tăng cơ tính của ống. Có hai loại gồm ống móc mí đơn và ống móc mí kép.
1.2.3.1 Ống móc mí đơn
Hình 1.6 Ống móc mí đơn
Ưu điểm:
- Rất linh hoạt, dẻo, đàn hồi.
- Chịu áp lực tốt.
- Kín, không rò rỉ
- Bền
Ứng dụng :
- Dẫn nước sinh hoạt
- Làm dây dẫn thủy lực.
- Làm khớp nối mềm thủy lực.
1.2.3.2 Ống móc mí kép
Hình 1.7 Ống móc mí kép
Cũng giống với ống móc mí đơn, ống móc mí kép có kết cấu gồm 3 lớp. Nhưng khi tạo ống kín cho ống trong cùng, mí liên kết sẽ được cố định để tăng độ bền kéo cho ống.
Ưu điểm:
- Chịu áp tốt.
- Có khả năng chịu kéo.
- Tuổi thọ ống cao.
- Kín, không rò rỉ.
- Chống cháy nổ.
Ứng dụng:
- Dây dẫn trong hệ thống thủy lực.
- Làm khớp nối mềm thủy lực
Hình 1.8 Khớp nối mềm thủy lực
1.2.4 Ống thép mềm bọc nhựa, kim loại có khớp nối cao su, nhựa.
Hình 1.9 Ống có khớp nối cao su.
Để tăng khả năng chịu kéo của ống, khoảng không tại vị trí liên kết của 2 mí sẽ được thêm một lớp cao su hoặc nhựa. Bên ngoài ống vẫn dược bọc thêm hai lớp gồm nhựa và sợi kim loại.
Ưu điểm:
- Chịu kéo tốt.
- Chịu áp lực cao.
- Tuổi thọ ống cao.
- Không rò rỉ, không thấm.
Ứng dụng:
- Ống dẫn trong hệ thống thủy lực.
1.2.5 Ống mềm thông gió
Hình 1.10 Ống mềm thông gió
Trong các hệ thống thông gió không khí, hệ thống thông gió luôn sử dụng ống mềm bởi tính tối ưu của nó. Tính dẻo dai, dễ dàng uốn nắn với mọi góc độ làm cho quá trình lắp đặt thuận lợi. Có thể lắp đặt ở những vị trí khó, luồn lách, điều mà những ống thông gió cứng không làm được. Ngoài ra, ống thông gió làm bằng ống thép mềm còn có tính chịu nhiệt, chịu áp tốt. Vì vậy, tuổi thọ của ống thông gió được đảm bảo và bền.
Ống thông gió được làm từ thép mềm nên nó có khối lượng rất nhẹ, giúp cho quá trình vận chuyển thuận tiện, dễ dàng. Đặc biệt, khi lắp đặt hệ thống thông gió trên cao, khối lượng nhẹ của nó sẽ làm giảm tải trọng và giảm lực tác động lên các mối lắp cố định, nâng cao độ an toàn.
Hình 1.11 Hệ thống thông gió trong các tòa nhà
1.3 VẬT LIỆU, PHƯƠNG PHÁP TẠO ỐNG MỀM
1.3.1 Vật liệu
Vật liệu được sử dụng để làm ống mềm khá đa dạng do ứng dụng rộng rãi của nó. Vật liệu điển hình là thép không gỉ. Tùy vào cách sử dụng ống mềm trong lĩnh vực gì, yêu cầu ra sao để lựa chọn vật liệu làm ống. Việc lựa chọn vật liệu làm ống phù hợp giúp cho hạ giá thành sản phẩm và tối ưu chức năng của ống.
1.3.2 Phương pháp tạo ống
Hiện nay, có nhiều phương pháp để tạo ống mềm, tùy thuộc vào cấu tạo của ống mà có thiết bị, máy làm ống phù hợp. Điểm chung của các phương pháp làm ống là làm biến dạng vật liệu bằng kỹ thuật uốn, cán nguội.
Phương phán xoắn, móc mí
Đây là phương pháp áp dụng phù hợp làm những ống có đường kính nhỏ như ống dẫn nước, thực phẩm, ống bọc dây điện..
Phôi từ dạng dải được uốn cong sau đó móc mí tại để tạo liên kết thành dạng ống.
Có 2 kiểu móc mí: móc mí đơn và móc mí đôi. Móc mí đôi giúp làm tăng độ bền kéo của ống.
a) b)
a) Móc mí đơn
b) Móc mí đôi
Hình 1.12 Các kiểu móc mí
Phương pháp xoắn kiểu lò xo
Trong phương pháp này, ống mềm được cấu tạo gồm phôi kim loại uốn xoắn hình lò xo và có lớp nhựa, cao su bọc bên ngoài.
Thường dùng để tạo những ống có kích cỡ tương đối lớn và lớn
Hình 1.13 Ống uốn không móc mí
1.4 TÌNH HÌNH SẢN XUẤT TRONG VÀ NGOÀI NƯỚC
Mức độ phổ biến của ống mềm ngày càng lớn. Do đó sản lượng sản xuất ống mềm ngày càng tăng với những cải tiến để sản phẩm ngày càng đạt chất lượng tốt hơn. Dần thay cho một số loại ống cứng trong các dụng cụ, công trình..
Tình hình sản xuất ngoài nước
Các công ty chuyên sản xuất ống dây mềm đã xuất hiện từ thập niên 90 của thế kỷ 20. Đi đầu trong sản xuất vẫn là các nước có nền kinh tế, kỹ thuật phát triển. Trải qua nhiều năm, sản lượng sản xuất ống mềm liên tục gia tăng. Ống mềm vừa sử dụng trong nước, vừa xuất khẩu sang các nước khác. Một số công ty chuyên dụng về sản xuất ống như LEGRAND, MAHASARN... Ống mềm được sản xuất để dẫn các lưu chất, bao bọc hệ thống dây dẫn ngầm..
Tình hình sản xuất trong nước
Tại Việt Nam, ống mềm cũng đã xuất hiện và trở nên phổ biến. Ống mềm có được những ưu điểm lớn như đã nêu mà một số ống nhựa cứng không có. Ban đầu, đa số ống mềm đều được nhập khẩu từ nước ngoài như ống thông gió, khớp nối mềm, ống bọc dây điện..Hiện tại, một số sản phẩm gia dụng từ ống mềm vẫn nhập khẩu từ bên ngoài. Một số doanh nghiệp ở trong nước đã đi vào sản xuất ống mềm như Công ty Thịnh Phát chuyên sản xuất ống gió mềm bảo ôn, NATHICO chuyên ống ruột gà lõi thép, khớp nối mềm.
Trong các loại ống thép mềm, thì kết cấu không thể thiếu của ống ruột thép của ống. Hơn nữa, nhu cầu sử dụng ống thép mềm ngày càng lớn, điển hình là ống thép mềm cỡ nhỏ ( mm) được dùng để làm ống dẫn nướ và bọc dây điện. Do đó, em chọn đề tài “ THIẾT KẾ MÁY LÀM ỐNG XOẮN KHÔNG HÀN CỠ NHỎ” để thực hiện Luận Văn Tốt Nghiệp.
1.5 TỔNG QUAN VỀ ỐNG THÉP MỀM ( ỐNG RUỘT GÀ )
Hình 1.14 Ống thép mềm dẫn nước
Các thông số, đặc tính sau đây sẽ quyết định phương án thiết kế máy làm ống:
- Vật liệu làm ống
- Kích thước ống
- Đặc điểm phôi làm ống
Do đó, ta cần khảo sát để đưa ra các thông số cụ thể và yêu cầu kỹ thuật cho máy.
1.5.1 Vật liệu làm ống
Ống được sử dụng trong dẫn nước sinh hoạt, che chắn, bao bọc nên đòi hỏi khắt khe về đặc tính của vật liệu.
Vật liệu chính để làm ống thép mềm là thép không gỉ hay còn gọi là INOX. Hiện nay, có rất nhiều mác thép không gỉ được tạo ra với các thành phần nguyên tố khác nhau có trong vật liệu. Các mác thép đều là thép cacbon và có thêm các nguyên tố khác trong thành phần vật liệu gồn Niken, Crom, Mangan.
Đặc tính của thép không gỉ:
- Tốc độ hóa bền rèn cao.
- Độ uốn, dẻo cao.
- Độ cứng và độ bền cao.
- Chống chịu ăn mòn tốt.
- Độ dẻo dai ở nhiệt độ thấp tốt.
Một số pha thép không gỉ chính:
Bảng 1.1 Các pha thép không gỉ
|
Nhóm hơp kim |
Tính dẻo |
Làm việc ở nhiệt độ cao |
Làm việc ở nhiệt độ thấp |
Tính hàn |
|
Austenit |
Rất cao |
Rất cao |
Rất tốt |
Rất cao |
|
Duplex |
Trung bình |
Thấp |
Trung bình |
Cao |
|
Ferrit |
Trung bình |
Cao |
Thấp |
Thấp |
|
Martensit |
Thấp |
Thấp |
Thấp |
Thấp |
|
Hóa bền tiết pha |
Trung bình |
Thấp |
Thấp |
Cao |
Ta thấy, thép có pha Austenit có đặc tính rất tốt, phù hợp với vật liệu làm ống.
Austenitic là loại thép không gỉ thông dụng nhất. Thuộc dòng này có thể kể ra các mác thép SUS 301, 304, 304L, 316, 316L, 321, 310s… Loại này có chứa tối thiểu 7% ni ken, 16% crôm, carbon (C) 0.08% max. Thành phần như vậy tạo ra cho loại thép này có khả năng chịu ăn mòn cao trong phạm vi nhiệt độ khá rộng, không bị nhiễm từ, mềm dẻo, dễ uốn, dễ hàn. Loai thép này được sử dụng nhiều để làm đồ gia dụng, bình chứa, ống công nghiệp, tàu thuyền công nghiệp, vỏ ngoài kiến trúc, các công trình xây dựng khác…
1.5.2 Kích thước ống
Một số đường kính tiêu chuẩn của ống ruột gà lõi thép hiện có theo chủng loại:
Bảng 1.2 Một số kích thước ống hiện có
|
Đường kính trong (mm) |
Đường kính ngoài (mm) |
||
|
Min |
Max |
Min |
Max |
|
15.88 |
16.38 |
19.20 |
19.70 |
|
20.62 |
21.21 |
24.30 |
25.10 |
|
25.30 |
26.42 |
30.00 |
31.00 |
|
31.75 |
34.50 |
38.00 |
40.30 |
Kích thước chính của ống gồm đường kính trong và đường kính ngoài. Chiều dài ống không giới hạn. Đường kính trong và đường kính ngoài chênh lệch nhau một khoảng 3-4 mm, có chức năng móc mí khi uốn ống và làm giảm sự dãn nở vì nhiệt của ống.
1.5.3 Đặc điểm phôi làm ống
Phôi làm ống ở dạng băng thẳng, phẳng và được cuộn thành cuộn tròn. Khi uốn ống, phôi băng được nhả ra liên tục và cấp vào máy uốn cho tới khi cuộn phôi hết.
Kích thước bề rộng băng phải được tính toán cẩn trọng để bù trừ khi phôi bị biến dạng.
Tùy thuộc vào bước gân của ống mà ta có kích thước của băng phôi, kích thước phụ thuộc vào hình dạng biến dạng khi uốn.
Hình 1.15 Cuộn phôi băng
Với những thông số, đặc điểm, tính chất của thiết bị, phôi, sản phẩm đã có. Ta sẽ đi tìm hiểu sâu hơn về nguyên lý hoạt động và động lực học của máy.
CHƯƠNG 2 NGUYÊN LÝ HOẠT ĐỘNG
2.1 YÊU CẦU KỸ THUẬT
Máy làm ống thép mềm cần có các yêu cầu sau:
- Yêu cầu về chức năng làm việc:
- Uốn, tạo được các ống có kích thước đường kính chính xác theo yêu cầu. Cụ thể là:
+ Đường kính ngoài: từ 20-40 mm
+ Đường kính trong: từ 16- 34 mm
- Sản phẩm thu được không bị rách, hở. Các liên kết, móc mí đảm bảo chính xác, đồng đều.
- Yêu cầu về năng suất:
Đạt năng suất chiều dài ống thu được là 200 m/h.
2.2 PHƯƠNG ÁN THIẾT KẾ
Từ các yêu cầu kỹ thuật của máy ta sẽ đưa ra các bộ phận chức năng để giải quyết các yêu cầu đó, bao gồm:
- Bộ phận cán, lên biên dạng cho phôi.
- Bộ phận uốn, đổi hướng.
- Bộ phận uốn, tạo ống.
- Các bộ phận phụ khác.
Mỗi bộ phận sẽ có nhiệm vụ khác nhau và cũng sẽ có nhiều phương án để lựa chọn thiết kế cho mỗi bộ phận đó. Do vậy cần phải có những tiêu chí đánh giá cụ thể cho từng phương án để tìm được phương án tối ưu nhất.
2.2.1 Hệ thống cán, lên biên dạng cho phôi.
Phôi trước khi uốn thành ống cần được tạo gân và lên hình. Ta có các phương án thiết kế sau :
2.2.1.1 Phương án 1: cán, tạo hình bằng 2 cặp bánh cán khác nhau.
Hệ thống gồm 2 cặp bánh cán, cặp thứ nhất cán phẳng và cặp thứ hai lên biên dạng.
Sơ đồ nguyên lý :
Hình 2.1 Cán, lên hình bằng 2 cặp bánh cán
Nguyên lý hoạt động: 4 bánh cán có tốc độ quay bằng nhau n1=n2=n3=n4 và đường kính bánh bằng nhau. Bánh 1và 3 quay cùng chiều, ngược chiều so với bánh 2 và 4. Lực ma sát giữa bánh cán và phôi băng đóng vai trò là lực đẩy phôi đi và lực P để cán phôi, tạo hình. Bánh 1 và 3 là bánh chủ động, dẫn trực tiếp từ động cơ. Bánh 2 và 4 là bánh dẫn từ bánh 1 và 3 thông qua bộ truyền bánh răng.
Đặc điểm: băng phôi sau khi đi qua cặp bánh cán thứ nhất sẽ có độ phẳng và độ thẳng. Khi đi qua cặp bánh thứ hai sẽ được lên hình, tạo gân.
Ưu điểm:
- Phôi được làm thẳng, phẳng trước khi cán, làm tăng độ chính xác.
- Độ ổn định theo phương thẳng của phôi được đảm bảo.
Nhược điểm :
- Cồng kềnh, phức tạp. Khó điều chỉnh đồng bộ giữa các bánh cán.
- Đòi hỏi chế tạo các chi tiết phải đạt độ chính xác cao.
- Chi phí tăng làm đẩy giá thành sản phẩm cao.
2.2.1.2 Phương án 2: cán, tạo hình bằng 1 cặp con lăn
Sơ đồ nguyên lý :
Hình 2.2 Cán, lên hình bằng 1 cặp bánh cán.
Nguyên lý hoạt động: tốc độ góc của 2 bánh cán bằng nhau n1= n2 và đường kính bánh như nhau. Hai bánh chuyển động ngược chiều. Lực vòng sinh ra tại vị trí tiếp xúc với phôi băng sẽ làm biến dạng phôi băng, tạo biên dạng, chuẩn bị cho công đoạn uốn. Lực ma sát sinh ra giữa bánh cán và phôi đóng vai trò là lực đẩy để phôi di chuyển sang bộ phận kế tiếp. Cặp bánh cán có 1 bánh dẫn từ động cơ và một bánh bị dẫn.
Đặc điểm: phôi sau khi đi qua cặp bánh cán sẽ có biên dạng mong muốn, và di chuyển tới bộ phận kế.
Ưu điểm:
- Đơn giản, gọn , nhẹ.
- Dễ lắp ráp, bảo trì.
- Vận hành đơn giản.
Đánh giá chọn phương án
Bảng 2.1 Ma trận đánh giá phương án cho phần cán, lên hình.
|
Tiêu chuẩn đánh giá |
Trọng số |
Phương án |
|
|
1 |
2 |
||
|
Kết cấu đơn giản |
10 |
0 |
+ |
|
Chi phí chế tạo thấp |
10 |
0 |
0 |
|
Tính có sẵn trên thị trường |
8 |
0 |
0 |
|
Không gây tiếng ồn |
5 |
0 |
+ |
|
Năng suất cao |
9 |
+ |
+ |
|
An toàn |
8 |
+ |
+ |
|
Dễ bảo trì, thay thế, sửa chữa |
10 |
0 |
+ |
|
Hoạt động ổn định |
8 |
+ |
+ |
|
Tổng điểm |
|
25 |
50 |
Từ bảng đánh giá cũng như phân tích ưu, nhược điểm của từng phương án được đề xuất. Do đó ta quyết định chọn thiết kế theo phương án 2.
2.2.2 Bộ phận dẫn hướng phôi vào hệ thống uốn ống
Phôi băng đi ra khỏi cặp bánh cán đã được lên hình tạo gân sẽ di chuyển vào bộ phận uốn, tạo ống theo phương thẳng nhất định và chịu tác động một lực đẩy sinh ra từ cặp bánh cán. Do đó, cần có một bộ phận dẫn hướng cho phôi băng. Ta có các phương án thiết kế sau:
2.2.2.1 Phương án 1: Dẫn hướng di chuyển của phôi băng bằng rãnh định hình.
Sơ đồ nguyên lý :
Hình 2.3 Dẫn hướng bằng rãnh định hình.
Nguyên lý: Phôi băng di chuyển bởi một lực đẩy F là lực ma sát sinh ra giữa cặp bánh cán và phôi băng. Rãnh định hình sẽ duy trì ổn định quá trình di chuyển của phôi băng sang bộ phận tiếp theo.
Ưu điểm:
- Kết cấu đơn giản.
- Dễ chế tạo.
- Định hình chính xác.
- Chi phí thấp.
- Lắp ráp đơn giản.
Nhược điểm:
- Xuất hiện ma sát trượt.
2.2.2.2 Phương án 2: Dẫn hướng di chuyển bằng các con lăn.
Sơ đồ nguyên lý:
Hình 2.4 Dẫn hướng bằng con lăn
Nguyên lý:
Phôi băng chịu lực đẩy sinh ra bởi lực ma sát giữa phôi băng và cặp bánh cán. Các con lăn ở trạng thái tự do không bị dẫn động, ma sát sinh ra giữa phôi băng và con lăn sẽ làm con lăn quay, làm cho phôi băng luôn thẳng, ổn định.
Ưu điểm:
- Vận hành đơn giản.
- Không có ma sát trượt.
- Sự ổn định cao.
- Tuổi thọ cao
Nhược điểm:
- Phức tạp,
- Đòi hỏi lắp ráp phải chính xác, thường xuyên bảo trì.
- Khó bố trí trong không gian làm việc.
- Khó che chắn, bảo vệ phôi băng từ tác động ngoại.
Đánh giá chọn phương án
Bảng 2.2 Ma trận đánh giá phương án phần dẫn hướng.
|
Tiêu chuẩn đánh giá |
Trọng số |
Phương án |
|
|
1 |
2 |
||
|
Kết cấu đơn giản |
10 |
+ |
+ |
|
Chi phí chế tạo thấp |
10 |
+ |
0 |
|
Không gây tiếng ồn |
5 |
0 |
0 |
|
Đáp ứng yêu cầu kỹ thuật |
10 |
+ |
+ |
|
An toàn |
8 |
+ |
+ |
|
Dễ bảo trì, thay thế, sửa chữa |
5 |
+ |
0 |
|
Hoạt động ổn định |
8 |
+ |
+ |
|
Tổng điểm |
|
51 |
36 |
Theo bảng ma trận đánh giá phương án trên ta chọn phương án thứ 1 cho thiết kế bộ phận dẫn hướng phôi băng.
2.2.3 Hệ thống uốn, tạo ống
Đây là hệ thống quan trọng nhất trong quy trình làm ống thép mềm. Công đoạn này đòi hỏi rất cao về độ chính xác đường kính ống tạo được và liết kết móc mí đơn. Do đó các phương án thiết kế cần được so sánh và phải đáp ứng tốt hai điều kiện trên. Ta có các phương án sau:
2.2.3.1 Phương án 1: Uốn tạo ống bằng con lăn có dẫn động
Sơ đồ nguyên lý:
Hình 2.5 Uốn, tạo ống bằng con lăn dẫn động.
Nguyên lý hoạt động: hai con lăn chuyển động quay nhờ dẫn động từ động cơ. Trong đó con lăn thứ 2 có tốc độ góc lớn hơn n2 > n1, do đó vận tốc dài tại điểm tiếp xúc giữa con lăn 2 và phôi băng lớn hơn vận tốc dài tại điểm tiếp xúc giữa phôi băng và con lăn 1. Vận tốc dài tại 2 vị trí này không được quá lớn hoặc quá nhỏ so với vận tốc di chuyển của phôi băng do cặp bánh cán tác động để tránh phôi băng bị giãn đứt hoặc bị nén dọc trục. Lực sinh ra tại vị trí tiếp xúc 2 lớn hơn tại vị trí tiếp xúc 1, khi đó vị trí tiếp xúc 1 đóng vai trò như 1 điểm tựa và là trọng tâm momen quay của phôi băng.
Ưu điểm:
- Kết cấu đơn giản, dễ chế tạo.
Nhược điểm:
- Khó điều chỉnh kích thước đường kính ống thu được.
- Không đảm bảo quá trình móc mí chính xác.
- Phải thêm bộ truyền dẫn động từ động cơ.
2.2.3.2 Phương án 2: uốn tạo ống bằng 3 con lăn không dẫn động.
Hình 2.6Uốn tạo ống bằng 3 con lăn không dẫn động
Nguyên lý hoạt động: khi phôi băng chưa đi tới, các con lăn ở trạng thái đứng yên, tự do. Khi phôi băng đi tới do lực đẩy từ cặp bánh cán, con lăn 1 và 2 dẫn thẳng phôi băng, con lăn 3 có chức năng tạo bán kính cong của phôi băng để uốn phôi băng thành ống kín. Khi phản lực P sinh ra tại vị trí tiếp xúc giữa con lăn 3 và phôi băng thì vị trí tiếp xúc giữa con lăn 1 2 và phôi băng đóng vài trò là điểm tựa.
Ưu điểm:
- Dễ dàng điều chỉnh đường kính ống thu được.
- Kết cấu đơn giản, dễ chế tạo.
- Chi phí chế tạo thấp.
Nhược điểm:
- Chưa đảm bảo quá trình tạo liên kết mí diễn ra chính xác.
2.2.3.3 Phương án 3: Uốn, tạo ống bằng 5 con lăn không dẫn động.
Sơ đồ nguyên lý:
Hình 2.7 Uốn, tạo ống bằng 5 con lăn không dẫn động.
Nguyên lý: khi phôi băng chưa đi tới, các con lăn ở trạng thái đứng yên, tự do. Khi phôi băng đi tới do lực đẩy từ cặp bánh cán, ta chỉnh vị trí tương đối của con lăn 1 so với con lăn 2 và con lăn 5 để uốn cong phôi băng theo một bán kính mong muốn. Con lăn 3 và 4 sẽ hỗ trợ uốn ống và dẫn phôi băng đi theo một đường đi xác định để liên kết mí được chính xác và ổn định.
Ưu điểm:
- Đơn giản, dễ chế tạo.
- Độ chính xác cao về đường kính ống chế tạo
- Quá trình móc mí diễn ra ổn định, chính xác, liên tục.
Đánh giá chọn phương án
Mỗi phương án đều có nhiều ưu nhược điểm nhất định, ta dựa vào bảng ma trận đánh giá để chọn phương án tối ưu nhất.
Bảng 2.3 Ma trận đánh giá phương án phần uốn, tạo ống.
|
Tiêu chuẩn đánh giá |
Trọng số |
Phương án |
||
|
1 |
2 |
3 |
||
|
Kết cấu đơn giản |
10 |
0 |
+ |
+ |
|
Chi phí chế tạo thấp |
10 |
+ |
+ |
+ |
|
Không gây tiếng ồn |
5 |
0 |
0 |
0 |
|
Đáp ứng yêu cầu kỹ thuật |
10 |
0 |
0 |
+ |
|
An toàn |
8 |
+ |
+ |
+ |
|
Dễ bảo trì, thay thế, sửa chữa |
10 |
+ |
+ |
+ |
|
Hoạt động ổn định |
8 |
0 |
0 |
+ |
|
Tổng điểm |
|
28 |
38 |
56 |
Thông qua bảng đánh giá ta chọn phương án 3 để thiết kế cho bộ phận uốn, tạo ống.
2.2.4 Các bộ phận phụ khác
2.2.4.1 Bộ truyền dẫn động từ động cơ vào trục cán
a) phương án 1: sử dụng bộ truyền đai thang.
Ưu điểm:
- Đáp ứng tốt yêu cầu về tỷ số truyền.
- Vận hành êm, không ồn ào
- Tránh trường hợp quá tải
- Giá thành rẻ.
Nhược điểm:
- Tuổi thọ thấp.
b) Phương án 2: sử dụng bộ truyền xích
Ưu điểm:
- Đáp ứng tốt yêu cầu về tỷ số truyền.
- Hiệu suất làm việc cao.
Nhược điểm;
- Thường xuyên phải bảo dưỡng.
- Ồn khi làm việc.
c) Phương án 3: Sử dụng bộ truyền bánh răng
Ưu điểm:
- Hiệu suất làm việc cao.
Nhược điểm:
- Kích thước cồng kềnh do khoảng cách trục lớn.
- Chế tạo phức tạp, giá thành cao.
Nhận xét: Từ những ưu nhược điểm của từng phương án đã đề ra, ta nhậ thấy bộ truyền đai có nhiều tính năng tốt, phù hợp cho bộ truyền dẫn động. Do đó, ta chọn bộ truyền đai thang.
2.2.4.2 Bộ phận dẫn phôi băng vào cặp bánh cán
a) Phương án 1: sử dụng rãnh thẳng
Ưu điểm:
- Dễ chế tạo.
- Độ chính xác cao.
- Chi phí thấp.
Nhược điểm:
- Xuất hiện ma sát trượt khi làm việc.
b) Phương án 2: sử dụng các con lăn.
Ưu điểm:
- Vận hành êm.
- Không xuất hiện ma sát trượt.
Nhược điểm:
- Phức tạp.
Nhận xét: Từ những ưu nhược điểm của từng phương án đã đề ra, ta nhận thấy sử dụng rãnh thẳng có nhiều ưu điểm hơn. Do đó, ta chọn rãnh thẳng để dẫn phôi băng vào cặp bánh cán.
Từ những phương án cho những bộ phận đã chọn, ta đưa ra được sơ đồ nguyên lý của máy:
Hình 2.8 sơ đồ nguyên lý máy làm ống thép mềm
CHƯƠNG 3 TÍNH TOÁN ĐỘNG LỰC HỌC VÀ KẾT CẤU
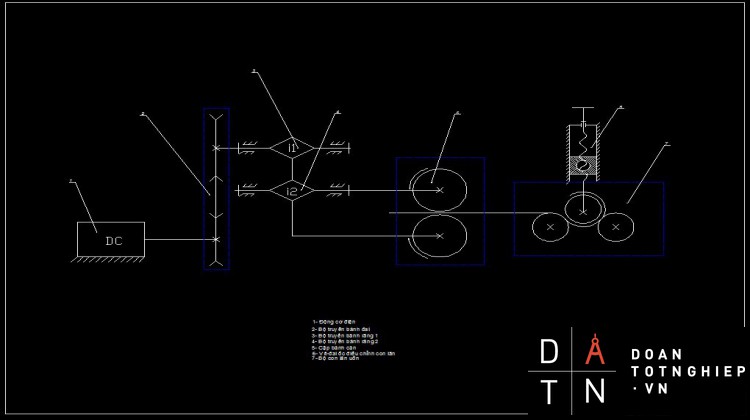
Sơ đồ động học của máy:
Hình 3.1 Sơ đồ động học của máy
1- Động cơ truyền động cho máy 3 – Bộ truyền bánh răng thẳng.
2- Bộ truyền đai 4 - Khớp nối trục.
5- Bánh cán
Hiệu suất làm việc của các bộ truyền cho trong bảng 3.1 được tra theo bảng 3.3[1] :
Bảng 3.1 Hiệu suất các bộ truyền
|
Ký hiệu |
Tên gọi |
Giá trị |
|
ηol |
Hiệu suất 1 cặp ổ lăn |
0,99 |
|
ηnt |
Hiệu suất nối trục đàn hồi |
0,99 |
|
ηd |
Hiệu suất bộ truyền đai |
0,95 |
|
ηc |
Hiệu suất bộ truyền bánh răng |
0,97 |
3.1 YÊU CẦU KỸ THUẬT
Ta đưa ra kích thước cụ thể của một loại ống khi tiến hành tính toán động học của máy.
3.1.1 Các kích thước và thông số của ống thép mềm.
Hình 3.2 Ống thép mềm
Trong đó:
D: đường kính ngoài của ống, D=20 mm
d: đường kính trong của ống, d=16 mm
Độ dày của ống e= 0,5 mm.
Vật liệu làm ống: Thép không gỉ Autesnit mác 316L.
Từ kích thước đường kính ống, ta suy ra chiều cao mí khi cán:
h == =2 mm
Bước xoắn của ống : p = 12 mm.
Chu vi ngoài tiết diện ngang của ống c = 20.3,14 = 62,8 mm.
Năng suất 200 m/h. Suy ra, vận tốc di chuyển của phôi băng V= 0,3 m/s.
3.1.2 Kích thước của phôi băng
Để kích thước của ống đạt chính xác thì kích thước phôi băng sau khi cán, tạo hình có ỹ nghĩa quan trọng. Qúa trình cán, tạo hình phôi băng là kỹ thuật cán nguội, phôi băng bị biến dạng, co ngắn tại các góc lượn. Do đó để kích thước phôi băng sau khi cán được chính xác, không thừa, thiếu, ta phải tính chính xác độ rộng của phôi băng trước khi cán.
Kích thước của phôi sau cán:
Hình 3.3 Kích thước phôi băng sau khi cán
l1 = 2 mm
l2 = 6 mm
Bề rộng phôi băng thẳng tính theo công thức:
L = 3l1 + 2l2 + n.S/4 = 3.2 + 2.6 + 0,5.4/4 = 18,5 mm (3.10)
Trong đó:
S: độ dày chi tiết.
n: số góc uốn 90
3.1.3 Bộ phận uốn tạo ống.
Ta lấy kích thước danh nghĩa đường kính ngoài của ống để tính toán cho bộ phận uốn, tạo ống.
Đường kính ống thu được phụ thuộc vào vị trí tương đối của 3 con lăn khi uốn. Con lăn 3 cách đều 2 con lăn 1 và 2. Khi đó đường kính ống thu được có thể tính theo quy tắc dây cung chắn cung tròn.
Ta có: R đường kính ống uốn.
h Khoảng chênh lệch giữa vị trí tiếp xúc chung của con lăn 1, 2 với chi tiết và con lăn 3 so với vị trí tiếp xúc của con lăn 3 với chi tiết.
l khoảng cách giữa vị trí tiếp xúc của 2 con lăn 1, 2 với chi tiết.
Công thức tính bán kính: R = (3.2)
Điều kiện: R h, R l/2.
Điều kiện để phôi băng có thể đi vào các con lăn uốn :
R (3.3 )
Để máy có thể uốn các ống có R = 10 15 mm, ta cần chọn các kích thước sơ bộ:
Đường kính ngoài của con lăn 1 và 2 bằng nhau. Chọn sơ bộ, D1 = D2 = 20mm.
Để uốn được các ống có đường kính khác nhau khi uốn, ta chỉ cần điều chỉnh con lăn 3 để thay đổi h và khoảng cách l. Bao gồm điều chỉnh vị trí, và thay con lăn có đường kính ngoài phù hợp.
Hơn nữa, điều kiện cần để phôi băng đi vào các con lăn nhờ lực đẩy của bánh cán là giá trị h nhỏ hơn các bán kính của các con lăn, nhờ vậy, lực đẩy mới tạo momen quay tại các con lăn.
Vậy uốn được ống có D = 20 mm, ta cần chỉnh sao cho hai giá trị h và l thỏa các điều kiện.
Chọn sơ bộ kích thước con lăn 3, D = 18 mm.
Khoảng cách tiếp xúc l = 12 mm.
ðTa cần điểu chỉnh vị trí con lăn 3 sao cho h = 2 mm. Thỏa mãn các điều kiện.
1 – Ống uốn; 2 – Con lăn uốn (2, 3 )
Hình 3.4 vị trí tương đối của ống uốn và con lăn uốn
Ta xác định thêm các kích thước:
- Góc a: sina = = = 0,6 (3.4)
- h1 = D2/2 ( 1 – cosa) = 2 mm (3.5)
- h2 = D2/2.sina = 6 mm (3.6)
ðKhoảng cách giữa tâm con lăn 1 và 2 : L = 6 +6 +12 = 24 mm.
ðĐộ dài cánh tay đòn gây momen do lực đẩy phôi băng tác động vào con lăn 3 : d = h + h1 = 2+2 = 4 < 9 mm . Đủ điều kiện làm con lăn 3 quay.
Lực đẩy phôi băng đi vào các con lăn uốn.
Tại vị trí tiếp xúc chung xuất hiện các phản lực uốn chi tiết.
Hình 3.5 Hình dạng tiết diện ngang của phôi băng sau cán
Tiết diện ngang của phôi băng sau cán là hình có tâm đối xứng.
Từ các kích thước của tiết diện ta xác định các momen quán tính trục của tiết diện.
- Momen quán tính đối với trục x : Ix = 3,916 mm4.
- Momen quán tính đối với trục y : Iy = 48,32 mm4.
Ta có đồ thị tương quan giữa ứng suất va biến dạng của vật liệu dẻo.
Hình 3.6 Đồ thị tương quan giữa ứng suất và biến dạng
Trong quá trình uốn, tạo ống. Phôi băng chịu uốn theo trục x. Momen theo trục x nhỏ nhất để uốn được chi tiết cần thỏa mãn điều kiện:
σc < .e/2 < σb (3.7)
Trong đó: σc ứng suất chảy của vật liệu phôi
σb ứng suất bền của vật liệu phôi.
e/2 khoảng cách từ mép ngoài tới đường trung hòa khi bị uốn của tiết diện phôi băng.
Với thép không gỉ mác 316L ta có : σc = 180 N/mm2, σb = 480 N/mm2.
ð2819 < Mx < 7518 N/mm2 .
Hình 3.7 Sơ đồ lực khi uốn.
Quá trình uốn ống diễn ra 2 giai đoạn: giai đoạn từ K - L và từ L – M.
Giai đoạn 1: từ K – L.
Phôi băng bị uốn cong do lực P, K là điểm tựa.
Giai đoạn 2 : Từ L – M.
Xuất hiện phản lực P2 tại điểm L, lực P1 uốn phôi băng, điểm L, M đóng vai trò điểm tựa.
Phương trình cân bằng lực:
(P2 + P3).cosa = F (3.8)
(P2 + P3).sina = P1 (3.9)
P2.cosa.d + P1.(d+l/2) = P3.cosa.(d + l) (3.10).
Từ các phương trình trên ta được:
P2 = F
P1 = F
P3 = F
Chọn 1 lực ra để tính toán, ta chọn lực P1.
Điều kiện để uốn được phôi băng: 2819 < P1.(d + l/2) < 7518. (3.11)
ó 235 < P1 < 626 N. Ta chọn P1 = 400 N. Suy ra, lực đẩy F cần có : F = 400 N.
Phương nghiêng của phôi băng khi móc mí.
Để móc mí, tạo liên kết chính xác thì khi uốn, tạo ống phôi băng phải nghiêng một góc α nhất định.
Hình 3.8 Tiết diện dọc của ống.
Dựa vào các kích thước của ống đã có. Ta xác định được : tanα = = .
Vậy α 56. Do đó, đường thẳng nối tâm 2 con lăn móc mí phải được thiết kế nghiêng một góc 90-56 = 34 so với phương đi vào của phôi băng.
3.1.4 Bộ phận cán, tạo gân.
Phôi trước khi cán ở dạng băng thẳng, có độ rộng l = 28,5 mm, độ dày e = 0,5 mm. Sau khi cán có biên dạng như sau :
Hình 3.9 Biên dạng phôi sau cán
Áp lực cán
Lực cán được tính theo công thức:
P = (3.12)
................................
CHƯƠNG 4 HỆ THỐNG ĐIỆN
Động cơ sử dụng là động cơ điện ba pha, không đồng bộ. Để thuận lợi khi vận hành, điều chỉnh máy trước khi làm ống, ta cần có mạch điều khiển động cơ.
Mạch điều khiển động cơ bao gồm:
- Động cơ điện không đồng bộ ba pha.
- Cầu dao nguồn: đóng ngắt nguồn điện cấp vào hệ thống điều khiển
- Cầu chì: ngắt mạch khi xuất hiện đoản mạch. Bảo vệ mạch điện.
- Rơ-le nhiệt: bảo vệ động cơ và mạch điện khỏi quá tải.
- Công tắc tơ: đóng mở các tiếp điểm.
- Nút nhấn thường đóng.
- Nút nhấn thường mở.
Sơ đồ mạch điện :
Hình 4.1 Sơ đồ mạch điện
Nguyên lý hoạt động :
Chế độ điều chỉnh ban đầu: ở chế độ này, động cơ chạy dừng liên tục để điều chỉnh các con lăn, bánh cán. Khi đóng cầu dao, động cơ vẫn chưa có điện vì KT2 và KN2 đang mở. Khi muốn động cơ chạy, ta nhấn nút nhấn thường đóng M1 và giữ nút nhấn, công tắc tơ KN có điện làm đóng tiếp điểm KN2 cấp điện vào động cơ. Khi muốn dừng động cơ, ta thả nút nhấn M2. Hệ thống điện sẽ không tự duy trì do khóa K vẫn chưa đóng.
Chế độ hoạt động ổn định: Khi đã điều chỉnh xong, ta đóng khóa K và nhấn nút nhấn thường đóng M1, công tắc tơ KT có điện làm đóng tiếp điểm KT1 để tự duy trì và tiếp điểm KT2 cấp điện cho động cơ.
Khi động cơ quá tải, rơ-le nhiệt phản hồi tín hiệu làm mở tiếp điểm RN1, RN2 ngắt điện cấp vào động cơ.
Khi xuất hiện đoản mạch, cầu chì nóng chảy sợi dây chì, ngắt điện vào mạch điều khiển.
CHƯƠNG 5 VẬN HÀNH VÀ BẢO DƯỠNG
5.1 VẬN HÀNH
Mỗi máy làm ống thép mềm cần một người để vận hành. Qúa trình bao gồm cấp phôi, điều chỉnh và hoạt động ổn định.
Máy có thể hoạt động liên tục cho tới khi cuộn phôi băng được uốn hết.
Trước khi vận hành, cần kiểm tra độ hở của cặp bánh cán và độ dày của phôi băng. Ngoài ra, ta cần kiểm tra các bộ truyền và mạch điện.
5.2 BẢO DƯỠNG
Bảo dưỡng hằng ngày:
- Lau chùi, vệ sinh máy.
- Kiểm tra độ mòn của các bánh cán và con lăn.
Bảo dưỡng hàng tháng:
- Bôi trơn các ổ lăn, bộ truyền bánh răng.
- Thay thế dây đai, đảm bảo đai không bị dãn, trơn trượt.
- Kiểm tra siết chặt các bu- lồn, đai ốc, vít.
- Kiểm tra các mối nối nguồn điện, các khí cụ điện.
- Kiểm tra rãnh dẫn phôi băng.
Bảo hành hằng năm :
- Kiểm tra độ mòn của cặp bánh cán và các con lăn uốn để tiến hành thay mới.
- Kiểm tra động cơ, đảm bảo động cơ duy trì công suất.
- Kiểm tra, thay thế các con lăn và ổ lăn
CHƯƠNG 6 KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN
6.1 KẾT LUẬN
Qua quá trình làm luận văn chúng em biết được thêm nhiều kiến thức, nâng cao kỹ năng giải quyết bài toán thiết kế, tìm và sàng lọc thông tin tài liệu từ nhiều nguồn, cũng như được ôn lại những kiến thức về chi tiết máy. Cụ thể như:
- Hiểu được nguyên lý hoạt động của một máy làm ống thép mềm từ video.
- Tìm hiểu sâu từng bộ phận của máy qua tìm kiếm thông tin trên internet, sách báo, patent…
- Thành thạo hơn trong việc sử dụng phần mềm AutoCAD để vẽ các hình chiếu tổng thể máy, các bộ phận kết cấu máy
- Ôn lại các kiến thức từ các kỳ đồ án cũ:
- Tính toán thiết kế các bộ truyền.
- Tính toán công suất, chọn động cơ.
- Tính toán thiết kế trục.
- Tính toán chọn ổ lăn.
Do thời gian làm luận văn có hạn nên việc chế tạo ra một chiếc máy làm ống thép mềm hoàn thiện là không thể. Để làm được điều đó thì cần phải có thời gian cũng như kinh nghiệm của người thiết kế và đồng thời phải có sự cải tiến mới nếu có thể khi chế tạo mẫu thử.
6.2 HƯỚNG PHÁT TRIỂN
Máy có thể chế tạo ở bất kỳ xưởng cơ khí nào.
Máy có thể cải tiến các điểm sau để đa dạng các sản phẩm thu được :
- Thay đổi linh hoạt các con lăn để uốn được nhiều ống có các đường kính khác nhau.
- Thêm bộ phận cán mí để có thể uốn ống thép mềm móc mí đôi.
- Thu giảm kích thước để máy nhỏ gọn, ít chiếm không gian.